1
(21)4169942/23-27
(22)30.12.37
(46) 23.06.39. Бюл. fs 23
(72) А.М.Бакин, В.М.Голубков,
П.В.Гостев, В.В.Дои н Г.М.Алексеев
(53)621.791.763.1.037(088.8)
(56)Авторское свидетельство СССР № 315540, кл. В 23 К 11/10, 1970.
(54)ЭЛЕКТРОЛОДЕРЖАТЕЛЬ СВАРОЧНОЙ МАШИНЫ
(57)Изобретение относится к сварочной технике, в частности к электродо- держателям контактных машин, и мояет найти применение при изготовлении сварных конструкций, выполненных контактной электросваркой. изобретения - экономия цветных металлов, повышение эксплуатационной долговечности электродов и снижение расхода охлаждающей кидкости. Пелду трубкой 2
для подачи охлаждающей жидкости и радиальным каналом 3 размещен элемент 7 интенсификации теплообмена, в котором происходит закрутка потока. Элемент интенсификации теплообмена выполнен в виде полости в теле элект- рододержателя, имеющей форму гиперболической, логарифмической или архимедовой спирали. Труба 2 изготовлена из материала с хороними теплоизоляционными характеристиками, что обусловливает снижение потерь на теплопередачу через ее стенки и экономию цветного металла. Вторичные течения охла вдающей жидкости, возникающие под действием центробежных сил, интенсифицируют теплообмен. Скорость истечения охлаждающей жидкости на выходе снижается, что позволяет снизить расход жидкости. 3 з.п. , 2 ил.
I
сл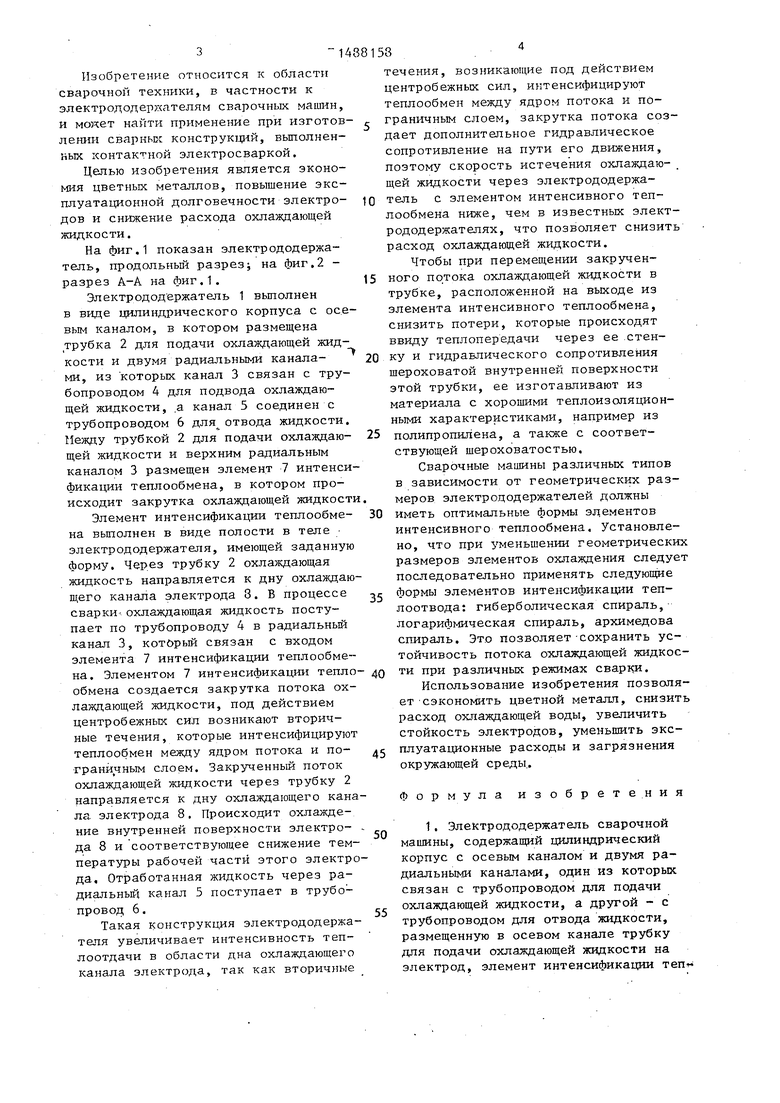
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода для контактной точечной сварки | 1990 |
|
SU1748977A1 |
| Электродная головка для контактной точечной сварки | 1990 |
|
SU1754369A1 |
| Устройство для плазменной обработки | 1991 |
|
SU1814604A3 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1637980A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1987 |
|
SU1530375A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Электродная головка для контактной точечной сварки | 1978 |
|
SU880661A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ ПЛАЗМЕННОЙ ГОРЕЛКИ | 1992 |
|
RU2018426C1 |
Изобретение относится к сварочной технике ,в частности, к электрододержателям контактных машин, и может найти применение при изготовлении сварных конструкций, выполненных контактной электросваркой. Цель изобретения - экономия цветных металлов, повышение эксплуатационной долговечности электродов и снижение расхода охлаждающей жидкости. Между трубкой 2 для подачи охлаждающей жидкости и радиальным каналом 3 размещен элемент 7 интенсификации теплообмена, в котором происходит закрутка потока. Элемент интенсификации теплообмена выполнен в виде полости в теле электродержателя, имеющей форму гиперболической, логарифмической или архимедовой спирали. Трубка 2 изготовлена из материала с хорошими теплоизоляционными характеристиками, что обусловливает снижение потерь на теплопередачу через ее стенки и экономию цветного металла. Вторичные течения охлаждающей жидкости, возникающие под действием центробежных сил, интенсифицируют теплообмен. Скорость истечения охлаждающей жидкости на выходе снижается, что позволяет снизить расход жидкости 2. 3 з.п.ф-лы, 2 ил.
00 00
ел
00
Изобретение относится к области сварочной техники, в частности к электрододернателям сварочных машин, и монет найти применение при изготов лении сварнызс конструкций, выполненных контактной электросваркой.
Целью изобретения является экономия цветных металлов, повышение эксплуатационной долговечности электро- дов и снижение расхода охлаждающей жидкости.
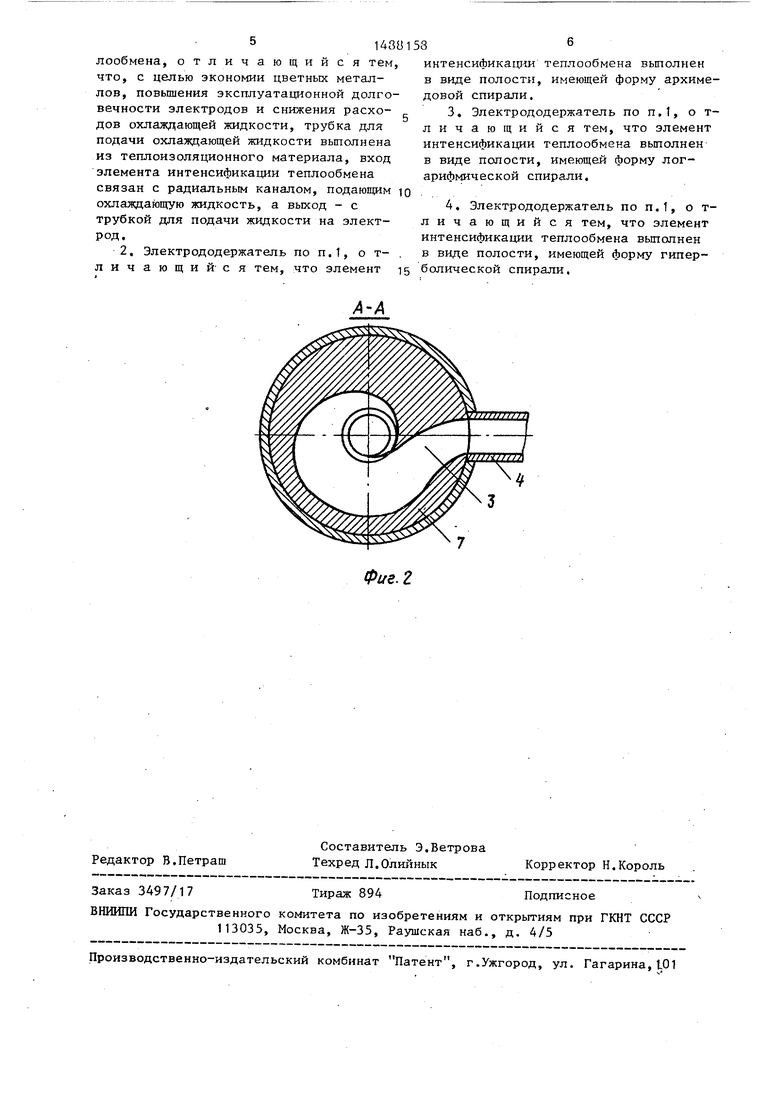
На фиг.1 показан электрододержа- тель, продольньм разрез; на фиг.2 - разрез А-А на фиг.1.
Электродод ержатель 1 вьтолнен в виде цилиндрического корпуса с осевым каналом, в котором размещена трубка 2 для подачи охлаждающей жидкости и двумя радиальными канала- ми, из которых канал 3 связан с трубопроводом 4 для подвода охлаждающей жидкости, ,а канал 5 соединен с трубопроводом 6 для отвода жидкости. Между трубкой 2 для подачи охлаждаю- щей жидкости и верхним радиальным каналом 3 размещен элемент 7 интенсификации теплообмена, в котором происходит закрутка охлаждающей жидкост
Элемент интенсификации теплообме- на выполнен в виде полости в теле Электрододержателя, имеющей заданную форму. Через трубку 2 охлаждающая жидкость направляется к дну охлаждающего канала электрода 8. В процессе сварки., охлаждающая жидкость поступает по трубопроводу 4 в радиальньм канал 3, который связан с входом элемента 7 интенсификации теплообмена. Элементом 7 интенсификации тепло обмена создается закрутка потока охлаждающей жидкости, под действием центробежных сил возникают вторичные течения, которые интенсифицируют теплообмен между ядром потока и по- граничным слоем. Закрученньй поток охлаждающей жидкости через трубку 2 направляется к дну охлаждающего канала электрода 8, Происходит охлаждение внутренней поверхности электро- да 8 и соответствующее снижение температуры рабочей части этого электрода. Отработанная жидкость через радиальный канал 5 поступает в трубопровод 6.
Такая конструкция электрододержа- теля увеличивает интенсивность теплоотдачи в области дна охлаждающего канала электрода, так как вторичные
0 5
0 0
0
5
58,
течения, возникающие под действием центробежных сил, интенсифицируют теплообмен между ядром потока и пограничным слоем, закрутка потока создает дополнитель 1ое гидравлическое сопротивление на пути его движения, поэтому скорость истечения охлаждаю- . щей жидкости через электрододержа- тель с элементом интенсивного теплообмена ниже, чем в известных элект- рододержателях, что позволяет снизить расход охлаждающей жидкости.
Чтобы при перемеп1ении закрученного потока охлаждающей жидкости в трубке, расположенной на выходе из элемента интенсивного теплообмена, снизить потери, которые происходят ввиду теплопередачи через ее .стенку и гидравлического сопротивления шероховатой внутренней поверхности этой трубки, ее изготавливают из материала с хорошими теплоизоляционными характеристиками, например из полипропилена, а также с соответствующей шероховатостью.
Сварочные машины различных типов в зависимости от геометрических размеров Электрододержателей должны иметь оптимальные формы элементов интенсивного теплообмена. Установлено, что при уменьшении геометрических размеров элементов охлаждения следует последовательно применять следующие формы элементов интенсификации теп- лоотвода: гиберболическая спираль,- логарифмическая спираль, архимедова спираль. Это позволяет-сохранить устойчивость потока охлаждающей жидкости при различных режимах сварки.
Использование изобретения позволяет СЭКОНОМИТЬ цветной металл, снизить расход охлаждающей воды, увеличить стойкость электродов, уменьшить эксплуатационные расходы и загрязнения окружающей среды..
Формула изобретения
5148У1
лообмена, отличающийся тем, что, с целью экономии цветных металлов, повышения эксплуатационной долговечности электродов и снижения расходов охлаждающей жидкости, трубка для подачи охлаждающей жидкости выполнена из теплоизоляционного материала, вход элемента интенсификации теплообмена связан с радиальным каналом, подающим ю охлаждающую жидкость, а выход - с трубкой для подачи жидкости на электрод.
2, Электрододержатель по п.1, от- . личающийся тем, что элемент 15
36
интенсификац1-ш теплообмена выполнен в виде полости, имеющей форму архимедовой спирали.
3,Электрододержатель по п,1, о т- личающийся тем, что элемент интенсификации теплообмена выполнен
в виде полости, имеющей форму логарифмической спирали,
4,Электрододержатель по п.1, о т- личающийся тем, что элемент интенсификации теплообмена выполнен
в виде полости, имеющей форму гиперболической спирали.
Фиг. 2
