Электроднаи головка для контактной точечной сварки предназначена преимущественно для сварки прутков строительной арматуры.
Известны составные электроды с увеличенной поверхностью охлаждения, в которых рабочая часть в форме колпачка впрессовывается внутрь корпуса электрода до контакта торцовых поверхностей.
Недостатками таких электродов являются пониженная эффективность охлаждения, особенно нижних электродов. Это объясняется тем, что вода поступающая из водоподводящей трубки, полностью отмывает лишь центральную часть торца электрода, в то время как интенсивность охлаждения периферийных зон оказывается пониженной; ослабление посадки рабочей части в корпусе электрода после нескольких тысяч сварок (ударов), Это объясняется тем, что наличие жесткого упора препятствует постепенному сдвигу рабочей части под воздействием ударно-сжимающих нагрузок, обеспечивающему автоматическое восстановление плотности и прочности посадки.
Поэтому в случаях выпадения колпачка приходится его заменять либо протачивать упор-торец в кэрпусе на 1 - 2 мм с целью восстановления натяга при повторной более глубокой запрессовке.
Известно, что некоторое повышение интенсификации охлаждения достигается сохранением оптимального зазора между торцом электрода и водоподводящей трубкой,
Известна электродная головка, в которой на конце водоподводящей трубки выполнены упоры с целью фиксации заданного зазсраг
Недостатком такой электродной головки является то, что при различной начальной посадке электрода по высоте, упоры в одном случае не коснутся торца электрода (при высокой его посадке) и зазор окажется большим, чем предусмотрено высотой упоров. В другом спучае при посадке электрода в электрододержател е Упоры будут смяты и зазор окажется уменьшенным. Не исключается также и деформация водоподводящей трубки под давлением электрода.
СГ- С
VJ
СЛ Јь СО ОЧ)
Для того чтобы улучшить охлаждение всей поверхности торца электрода, особенно при увеличении его диаметра, способ предусматривает уЁеличение диаметра во- доподводящей трубки в 2 -3 раза. Это приводит к резкому падению напора и соответствует эффекту открытого резервуара, в котором его переполнение приводит лишь к стеканию воды через край. Если зазор между трубкой и торцом электрода будет более 2-3 мм, то вода из такой трубки будет стекать даже не достигая торца электрода. Следовательно, повышение интенсивности охлаждения всей внутренней торцовой поверхности электрода за счет резкого увеличения диаметра водоподводя- щей трубки, приведет лишь к ухудшению охлаждения/ электрода.
В предполагаемом изобретении предусматривается использование электродов с увеличенной цилиндрической рабочей частью и увеличенной в 4 - 8 раз по сравнению с поверхностью охлаждения.
Цель изобретения - повышение долговечности электрода путем интенсификации его охлаждения и его удешевление за счет упрощения конструкции и снижения расхода цветных металлов,
Цель достигается тем, что электродо- держатель снабжен двухконусным переходником с подвижным упором, а на водоподводящей трубке установлен подпружиненная насадка, конгруэнтная внутренней поверхности торца электрода таким образом, что зазор з между насадкой и дном канала электрода от минимального фиксированного значения является повременным, самоустанавливающимся в функции от давления воды по зависимости
ci KPd172,
где Р -давление воды, кгс/см2,
d - диаметр насадки, мм;
К 0,25 - коэффициент, учитывающий жесткость пружины, и уравновешивающий размерности.
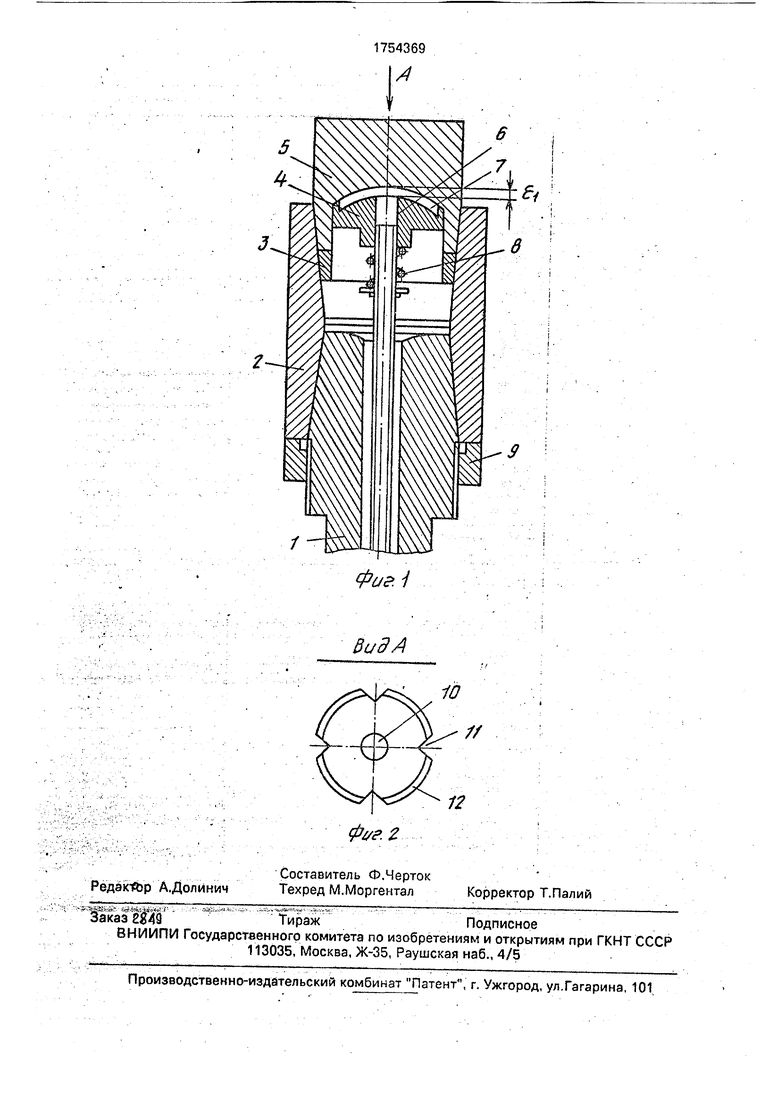
На фиг,1 изображена предлагаемая электродная головка, на фиг.2 - вид А на фиг.1.
Головка состоит из электрододержа- теля 1, дополненного двухконусным переходником 2 с подвижным упором 3, удерживающим электрод 4 с укороченной юбкой (посадочным местом) от выворачивания под воздействием внецентренных усилий сжатия; насадки 5, закрепленной на водоподводящей трубке 6 с возможностью
перемещения под воздействием давления воды в полости 7, и пружины 8.
Для спрессовывания двухконусного переходника вместе с электродом на электро5 додержателе расположена нажимная гайка 9,
Диафрагма имеет центральное водо- подводящее отверстие 10 и четыре водоот- водящих отверстия 11, расположенных по
10 ее периферии. По контуру насадки расположен кольцевой буртик 12, фиксирующий минимальный зазор между насадкой и дном канала электрода.
Удешевление электрода 4 достигается
15 упрощением его конструкции по сравнению с электродами и уменьшением высоты посадочной части (юбки) электрода, которая компенсируется подвижным кольцевым упором 3, представляющим собой как бы
20 продолжение юбки электрода и являющимся элементом электрододержателя. Высота посадочной части принимается в 1,2 - 1,5 раз большей ее диаметра. Так для диаметра электрода 40 мм высота последней части
25 должна быть h 50 - 60 мм, в то время как использование подвижного упора позволяет уменьшить эту высоту не менее чем в два раза. Соответственно сокращается и расход цветных металлов Упор выполняется из
30 омедненной стали достаточной упругой и имеет разрез, допускающий сжатие кольцевого упора и его вертикальное смещение, соответствующее смещению электрода в процессе эксплуатации под воздействием
35 накопления ударно-сжимающих нагрузок.
Двухконусный переходник выполнен симметричным относительно поперечной оси его плоскости, что позволяет увеличить долговечность переходника за счет возмож40 ности его разворота на 180° и использования для закрепления электрода другой конусной части.
Необходимость такой перестановки объясняется тем, что наибольший износ пе45 реходника имеет место в зоне посадки электрода. Переходник является многократно используемым элементом электрододержателя.
За счет переходника обеспечивается
50 возможность использования насадки, перекрывающей всю водоохлаждаемую поверхность электрода, что позволяет создать сжатый поток воды, омывающий всю увеличенную охлаждаемую поверхность торца
55 электрода. Для сравнения следует отметить, что в составном электроде такой возможности нет.
При фиксировании соотношения площадей водоподающего отверстия Si и водоотводящих отверстий $2 в пределах $2
(1,1 - 1,2)Si размер и жесткость пружины опытным путем подбираются такими, чтобы изменение зазора Јi под воздействием давления воды было бы близким к зависимости (1).
Переменность зазора в зависимости от давления воды позволяет поддерживать для каждого значения давления зазор, при котором удается сохранить лучшие условия охлаждения.
В зависимости (1) учитывается также и диаметр насадки. Для конкретного электрода это величина постоянная. Однако с увеличением диаметра электрода (например с 32 до 60 мм) увеличится и диаметр насадки, поэтому для обеспечения свободного сжатого перетока воды от центрального отверстия к периферии необходимо некоторое увеличение зазора.
Согласно предварительным исследоЁа- ниям по определению характера изменения зазора в функции от давления водыустанов- лено, что для насадки диаметром 30 мм при нормативном давлении 3,0 кгс/см2 наилучшее охлаждение обеспечивается при зазо- ре 4,0 -5,0 мм.
Дальнейшее увеличение зазора приводит к снижению эффективности охлаждения. В то же время при снижении давления воды до 0,3 -0,5 кгс/см2, что нередко имеет место в практике эксплуатации машин, лучшее охлаждение обеспечивается уже при меньших зазорах.
В принятой конструкции снижение давления воды автоматически приводит к уменьшению зазора вплоть до минимального 1,0 -1,5 мм для насадки диаметром 30 мм.
Принцип использования электродной головки заключается в следующем. В двухконусный переходник 2 устанавливается кольцевой упор 3 и электрод 4, затем переходник вместе с электродом устанавливается в электрододержатель Перед началом сварки включается подача воды, которая через центральное отверстие насадки по- падает в зону 7, охлаждая электрод. При достижении предельного износа электрода двухконусный переходник с помощью гайки 12 спрессовывается с электрододержателя. Затем из переходника выпрессовывают электрод и упор. После зачистки упора и места посадки производится замена электрода. В отдельных случаях возможен разворот двухконусного переходника совместно с электродом с предварительным спрессовыванием переходника гайкой 12
Использование двухконусного переходника с подвижным упором, а также подвижной насадки обеспечивает охлаждение всей поверхности торца электрода сжатым потоком в условиях автоматического поддержания лучших условий охлаждения путем саморегулирования зазора между торцом электрода и насадки в зависимости от изменения давления воды.
Конструкция электрода с увеличенной поверхностью охлаждения по сравнению с известным электродом существенно упрощается, так как необходимость в изготовлении корпуса электрода отпадает,
Конструктивная и тематическая общность между двухконусным переходником с упором и насадкой объясняется тем, что использование охлаждения электрода сжатым потоком, распределенным по торцовой поверхности за счет установки насадки, возможно только при условии применения указанного переходника. Установка же электрода в электрододержатель без переходника связана с большими трудностями по выпрессовке прямого электрода и особенно подвижного упора. Кроме того, это связано с необходимостью существенного увеличения диаметра (свечи)электрододержателя, а при износе конусной посадочной части - с необходимостью замены электрододержателя. В то же время двухконусный переходник имеет вдвое большую долговечность, а его замена относительно проста,
Формула изобретения ч
1.Электродная головка для контактной точечной сварки, содержащая электрододержатель, электрод с водоохлаждаемым каналом, водоподводящую трубку с насадкой, имеющей упоры и установленной с возможностью взаимодействия упорами с дном канала электрода, отличающая- с я тем, что, с целью повышения долговечности электрода и упрощения конструкции, она снабжена переходником с внутренним осевым отверстием, выполненным в виде двух симметричных, обращенных вершинами навстречу друг другу конусов для установки злектрододержателям электрода, насадка выполнена конгруэнтна дну канала электрода,
2,Головка поп.1, отличающаяся тем, что, с целью экономии цветного металла, оно снабжено подвижным кольцевым упором, установленным со стороны электрода.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки | 2016 |
|
RU2667933C2 |
| ПАРОВОДЯНОЙ ПЛАЗМОТРОН | 2004 |
|
RU2268558C2 |
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| Электродный узел контактной машины для точечной сварки | 1988 |
|
SU1555086A1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| Пистолет для контактной точечной сварки | 2016 |
|
RU2638472C2 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2625142C1 |
| ПАРОВОДЯНОЙ ПЛАЗМОРТОН | 2004 |
|
RU2263564C1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
Применение: в машинах контактной точечной сварки для изготовления сеток из арматуры и проволоки. Сущность изобретения: в электродной головке использованы двухконусный переходник с подвижным упором и подпружиненная насадка, обеспечивающая охлаждение сжатым потоком воды всей поверхности торца электрода. 1 з.п ф-лы, 2 ил.
Фиг-I
ВидА
12
| Электрод для контактной точечной сварки | 1983 |
|
SU1118503A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Набор олигодезоксирибонуклеотидных праймеров и флуоресцентно-меченых зондов для индикации цереулида и диарейных энтеротоксинов Bacillus cereus complex с помощью ПЦР-РВ | 2024 |
|
RU2839472C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
