Изобретение относится к сварочному оборудованию и может быть использовано при сварке арматурных каркасов в строительной индустрии.
Цель изобретения - улучшение качества сварки.
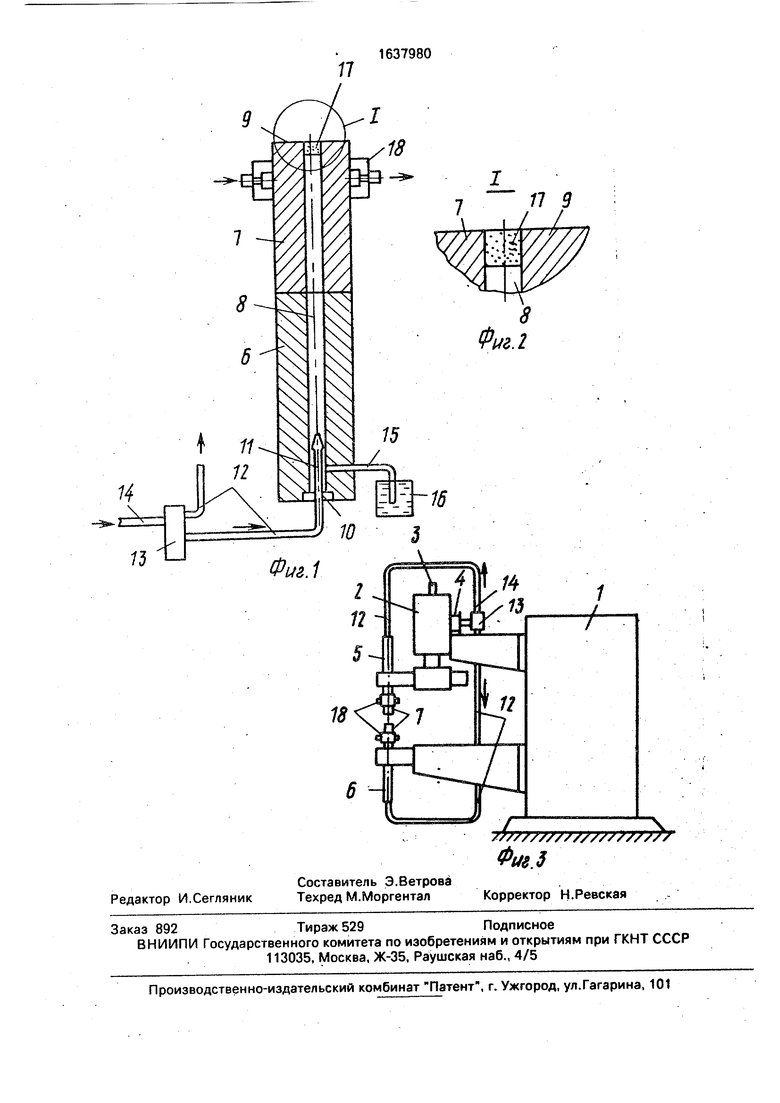
Нафиг. 1 представлен общий вид электродного узла; на фиг.2 - узел I на фиг.1; на фиг.З - машина для контактной точечной сварки.
Машина для контактной точечной сварки содержит корпус 1, привод 2 с входным патрубком 3 подачи сжатого воздуха и выходным патрубком 4 для выпуска отработанного воздуха, кинематически соединенный с верхним электрододержателем 5, нижний электрододержатель 6 и электроды 7.
Каждый электрод 7 закреплен на соответствующем электрододержателе 5 и 6, например, посредством механического соединения или сварки трением.
Электрододержатели 5 и 6 и электроды 7 выполнены с центральным охлаждающим кэналом 8, выходящим на рабочий торец 9 электрода по его оси.
На свободных концах электрододержа- телей 5 и 6 в центральном канале 8 при помощи уплотнения 10 установлено сопло 11, соединенное трубопроводом 12 через фильтр 13 и трубопровод 14 с выходным патрубком 4 пневмопривода 2.
Центральный охлаждающий канал 8 при помощи трубопровода 15 соединен с источником охлаждающей жидкости, например, емкостью 16.
Совокупность центрального охлаждающего канала 8, сопла 11 и трубопровода 15.
О
со XI ю
00
о
соединенного с источником 16 охлаждающей жидкости образует эжектор.
При сварке арматурных стержней, диаметр которых соизмерим или меньше диаметра центрального охлаждающего канала 8, в месте его выхода на торец 9 рабочей части электродов 7 из-за сильного разогрева возможна деформация стержней в районе их контакта со стенками канала 8, что может затруднять отрыв свариваемого изделия от электродов 7 и перемещение армо- конструкции. Для устранения указанного недостатка в канал 8 со стороны рабочего торца 9 электродов 7 запрессовывается вставка 17, способная пропускать воздушно-водяной поток и выполненная из диэлектрического материала, например, полученного методом порошковой металлургии из корунда (AfaOs). Через вставку 17 не-идет ток и она нагревается только от тепла, которое передает ей нагретый арматурный стержень,
Охлаждение вставки 17 осуществляется при протекании по ней воздушно-водяного потока.
На наружной части электродов 5 установлен узел наружного охлаждения 18, в котором при работе машины постоянно циркулирует охлаждающая жидкость.
Машина для контактной точечной сварки работает следующим образом.
При включении на сварку сжатый воздух из выхода 4 пневмопривода 2 по трубопроводу 14, через фильтр 13 и трубопроводом 12 поступает в сопло 11. При выходе воздуха из сопла 11 в канале 8, создается разрежение и из емкости 16 в канал 8 по трубопроводу 15 засасывается охлаждающая жидкость, которая распыляется выходящим из сопла 11 воздухом.
Образованный охлаждающий воздушно-водяной поток выносится по каналу 8 на
рабочий торец 9 электрода 7, охлаждая его в центральной, наиболее нагретой части.
Таким образом, в предлагаемой машине 1 после каждого срабатывания
пневматического привода 2 происходит автоматическая подача охлаждающей жидкости на электроды 7, что обеспечивает температуру на их торцах 9 в 1,5-2 раза ниже температуры разупрочнения материала
электродов, например, бронзы марки БрХ.
При износе поверхности рабочего торца 9 электродов 7 их положение вместе с элек- трододержателями 5 и 6 изменяют по высоте, устанавливая поверхность рабочего
торца 9 в первоначальное положение. При этом узел наружного охлаждения 17 перемещается по электроду 5 на величину его износа.
При работе электродов 7 со вставкой 17,
последняя перемещается вдоль канала 8 на величину износа электродов самостоятельно.
Электродный узел для контактной сварки обеспечивает высокое качество сварки за
счет дозированной и равномерной подачи охлаждающей газожидкостной смеси и исключения слипания электрода с изделием.
Формула изобретения Электродный узел для контактной точечной сварки, содержащий электрод и электрододержатель, выполненные со сквозным центральным охлаждающим каналом, отличающийся тем, что, с целью повышения качества сварки, он снабжен газоводопроницаемой вставкой из диэлектрического материала, установленной в центральном охлаждающем канале электрода со стороны его рабочего торца, и газовым соплом, установленным в противоположном конце центрального охлаждающего канала,

| название | год | авторы | номер документа |
|---|---|---|---|
| Плазменная горелка | 1989 |
|
SU1680463A1 |
| Головка для контактной точечной сварки | 1986 |
|
SU1342647A1 |
| ПАРОВОДЯНОЙ ПЛАЗМОРТОН | 2004 |
|
RU2263564C1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Электродержатель для машин контактной точечной сварки | 1982 |
|
SU1093453A1 |
| Головка для контактной точечной сварки | 1987 |
|
SU1433684A1 |
| Пистолет для контактной точечной сварки | 1972 |
|
SU585007A1 |
| Электрод для контактной точечной сварки | 1988 |
|
SU1622104A1 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ | 1992 |
|
RU2036059C1 |
Изобретение относится к сварочному оборудованию и м.б. использовано при сварке арматурных каркасов в строительной индустрии. Цель изобретения -улучшение качества сварки при использовании безотходных электродов со сквозным охлаждающим каналом. Улучшение качества сварки достигается за счет системы охлаждения, при работе которой сжатый воздух через фильтр 13 и трубопровод 12 поступает в сопло 11, а при выходе из него создает разрежение в канале 8, под действием которого в канал поступает охлаждающая жидкость из емкости 16. Образованный воздушно-водяной поток через диэлектрическую газоводопроницаемую вставку 17 выносится на рабочий торец 9 электрода 7, охлаждая его в центральной, наиболее нагретой части. Конструкция узла обеспечивает дозированную и равномерную подачу охлаждающей газожидкостной смеси и исключение слипания электрода с изделием. 3 ил.
| Электрод для контактной сварки | 1982 |
|
SU1021541A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
