СП
со
о
00
ел
Изобретение относится к сварке, в частности к горелкам для дуговой сварки неплавящимся электродом в среде защитных газов.
Целью изобретения является иовьинение качества сварки и производите:1ьностн процесса сварки путем регулирования расстояния между концом электрода и свариваемой поверхностью в процессе автоматической сварки и сокращение времени иа изв.печение электрода из цангового узла.
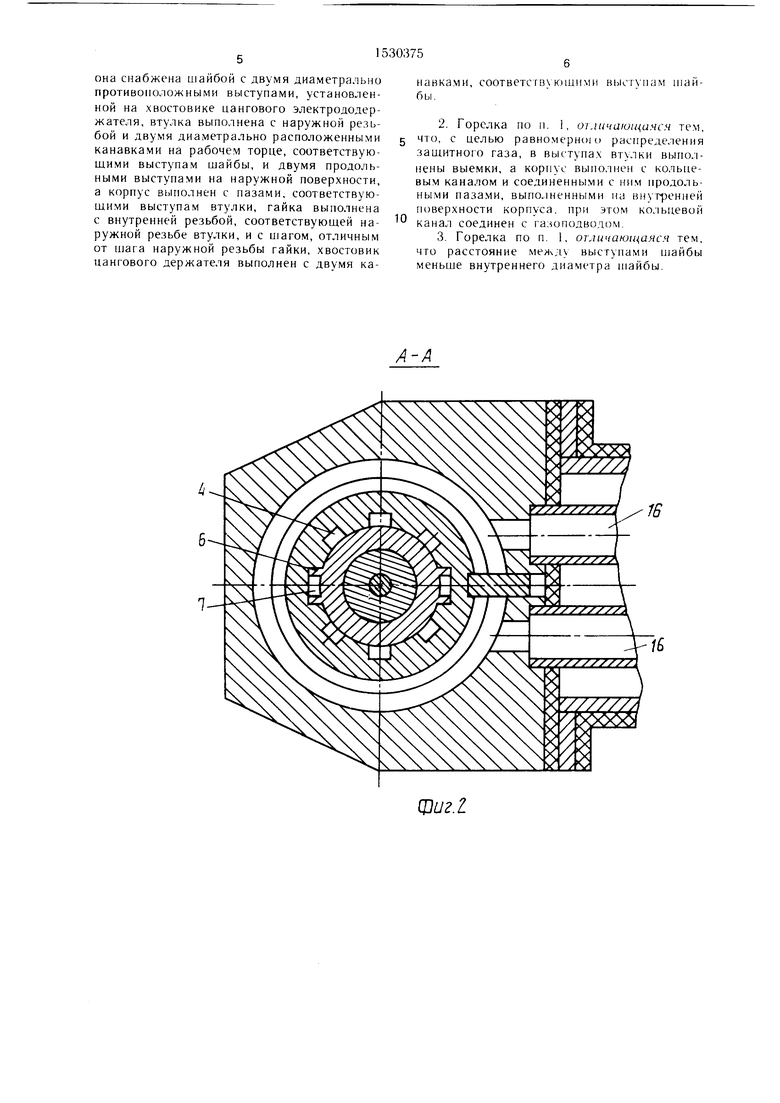
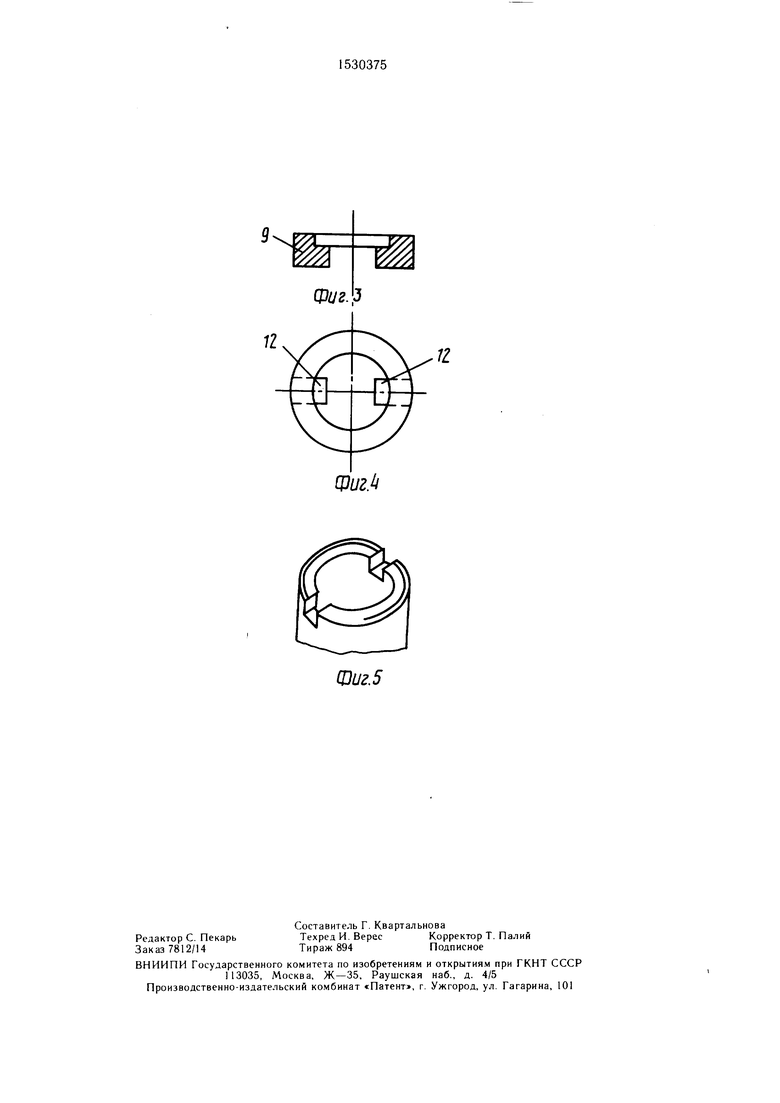
На фиг. 1 показана горелка, общий вид, продольное сечение; на фиг. 2 сечение .-. на фиг. 1; на фиг. 3 - фигурная шайба, общий вид; на фиг. 4 -- то же, вид сверху; на фиг. 5 - втулка, вид с рабочего то)ца.
Горелка включает корпус, состоящий из двух частей - наружного корпуса 1 и внутреннего корпуса 2. В корпусе имеются проточки, образующие кольцевой канал 3 для охлаждения. В верхней части внутреннего корпуса 2 имеется внутренняя резьба, в средней - кольцевая канавка, соединенная шестью вертикальными пазами 4 с прямоугольным поперечным сечением для нод- вода защитного газа в зону горения сварочной дуги. Втулка 5 в верхней части имеет наружную резьбу, а на торце продольную канавку, проходящую по поперечной оси торца втулки. В средней части вту.лки 5 имеются два диаметра. 1ьно противоположных выступа 6, выполненные с выемками 7 для прохода защитного газа. Высгуш, ( laciio- ложены в пазах 4. Выступы 6 входят в иазт) 4 корпуса 2 и удерживают втулку 5 or 1|ч)во- рачивания. Во втулке 5 с помощью 1айки Х и фигурной найбы 9 закреплен цанговый электрододержатель 10 с э,1ектродом 11. Электрододержатель 10 с одно1 () конца имеет конусный буртнк, а с другого резьбу с двумя продольными канавками. Конусный буртик входит в конусное отверст ие Biy/iKH 5, а на хвостовик электрододержателя 10, выполненный с резьбой, навернута глухая (ай- ка 8.
От проворачивания ылектрододержатель 10 при закреплении электрода 11 удерживается фигурной шайбой 9, кото|П1Я своими выступа.ми 12 входит одновременно в продольные канавки электрододержателя 10 и канавки на торце втулки 5. Гайка 13 внутренней резьбой навернута на втулку 5, а внешней резьбой ввернута в корпус 2. Резьбы выполнены с различным шагом.
Л1едная трубка 14 для подачи защитного газа соединена с кольцевым кана. юм 15 внутреннего корпуса 2, а трубки 16 д,1я подачи охлаждающей среды через отверстия соединены с кольцевым каналом 3 корпуса lope.i- ки. С нижней частью внутреннего корпуса 2 горелки соединено соп,ло 17.
Работа горелки происходит в г.имуюни м порядке.
При вра1Т1ении гайки 13 она начинает перемещаться вдоль корпуса 2, одновременно втулка 5 с цанговым электрододержателем 10 и электродом 1 1 перемещается относительно внутреннего корпуса 2 в ту же сторону, но на меньшую величину за счет различного шага внутренней и наружной резьб гайки 13 и соответственно втулки 5 и внутреннего корпуса 2.
Зажим электрода 11 в цанговом элект- рододержателе 10 и освобождение его для периодической заточки или замены осущест0 вляется вращением глухой гайки 8 от руки. При этом удерживание цангового электрододержателя от вращения осуществляется иосредством фигурной шайбы 9, которая своими выступами входит одновременно и
в торцовые канавки втулки 5 и в канавки цангового электрододержателя 10.
Подвод защитного газа в зону горения дуги осуществляется в медную грубку 14, соединенную с кольцев)1м каналом 15 внутреннего корпуса 2, н вертикальные (продоль0 ные) пазы 4 к соплу 17 горелки. Одновременно через медную трубку 14 осуществ ляется подвод с-варочного тока к электроду 11. Подвод охлаждающей жидкости осуществляется через трубки 16, соединенные
2 с кольцевым кана,юм 3 корпусов 1 и 2.
Для равномерного распределения защитного газа по пери.метру размеры выемок во втулке 5 иденшчны размерам поперечных сечений пазов 4 в корпусе. Кроме того, выем0 ки во втулке и назы в корпусе расположены равномерно но окружности. Расстояние между внутренними торцами выступов в шайбе 9 выбирают MenbHie внутреннего диаметра шайбы конструктивно из условия обеспечения удержания цанг ового электрододержа5 теля от проворачивания в процессе закреп- .ления э,тектрода при его замене или после заточки.
Использование предлагаемой горелки в установках для наплавки изношенных го)- нов зубьев шестерен позволяет повысить качество и производительность процесса нанлавки.
Формула изобретения
45
1. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая корпус с внутренней резьбой, установленные в корпусе гайку с наружной резьбой, соответствующей внутренней резьбе 50 корпуса, и цапговый электрододержатель, установленный во втулке, на которой расположена упо.мянутая гайка, а также газоподвод, отличающаяся тем, что, с целью повышения качества сварки и производительности процесса сварки путем регулирования расстояния между концом электрода и свариваемой поверхностью в процессе автоматической сварки и сокращения времени на извлечение электрода из цангового узла.
55
она снабжена шайбой с двумя диаметрально противоноспожными выступами, установленной на хвостовике цангового электрододер- жателя, втулка выполнена с наружной резьбой и двумя диаметрально расположенными канавками на рабочем торце, соответствующими выступам шайбы, и двумя продольными выступами на наружной поверхности, а корпус выполнен с пазами, соответствую- Ш.ИМИ выступам втулки, гайка выполнена с внутренней резьбой, соответствующей наружной резьбе втулки, и с ujaroM, отличным от щага наружной резьбы гайки, хвостовик цангового держателя выполнен с двумя ка
навками, соответств юшими выступам niafi- бы.
2.Горелка по п. 1, отличающаяся тем, что, с целью равномерно о распределения защитного газа, в выступах втулки выполнены выемки, а корпус выполнен с кольцевым каналом и соединенными с ним нродоль- ными пазами, выполненными на внугренней поверхности корпуса, при этом кольцевой канал соединен с газоподводом.
3.Горелка по п. 1, отличающаяся тем, что расстояние между выступами меньше внутреннего диаметра нтйбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1983 |
|
SU1143546A1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1978 |
|
SU727370A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1985 |
|
SU1274875A2 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
Изобретение относится к сварке, в частности к горелкам для дуговой сварки неплавящимся электродом в защитных газах. Цель изобретения - повышение качества сварки и производительности процесса сварки путем регулирования расстояния между концом электрода и свариваемой поверхностью в процессе автоматической сварки и сокращение времени на извлечение электрода из цангового узла. При вращении гайка 13 начинает перемещаться вдоль корпуса 2. Одновременно втулка 5 с цанговым электрододержателем 10 и электродом 11 перемещается относительно внутреннего корпуса 2 в ту же сторону, но на меньшую величину за счет различного шага внутренней и наружной резьб гайки 13, втулки 5 и корпуса 2. Зажим электрода 11 осуществляется вращением гайки 8, проворот электрододержателя 10 предотвращается шайбой 9, которая своими выступами входит одновременно в торцовые канавки втулки 5 и в канавки электрододержателя 10. 2 з.п. ф-лы, 5 ил.
1В
.1
фцг.З
ЩигМ
Шиг.5
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1978 |
|
SU727370A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
