Известен агрегат для изготовления термопластичной пленки, армированной стеклонитями, состоящий из шнек-иресса, шнульника, на котором расположены катушки со стеклонитями, неподвижной распределительной гребенки, калибрующих валков, расположенных перед головкой шнек-пресса, направляющих роликов, емкости с фильерой для подачи клеящего раствора на поверхность армированной ленты, ленточной спиральной сушилки, охлаждающего барабана и приемного устройства.
В предлагаемом агрегате в отличие от известного применена подвижная распределительная гребенка, размещенная перед формующей ГОЛОВКОЙ шнек-пресса, а один из металлических калибрующих валков 51ыполнен с мягким покрытием, например из резины.
Эти конструктивные особенности предлагаемого агрегата обеспечивают ориентацию стеклонитей в процессе экструзии пленки, заправки их в формующую головку шнека и запрессовку стеклонитей в пленку непосредственно в процессе экструзии.
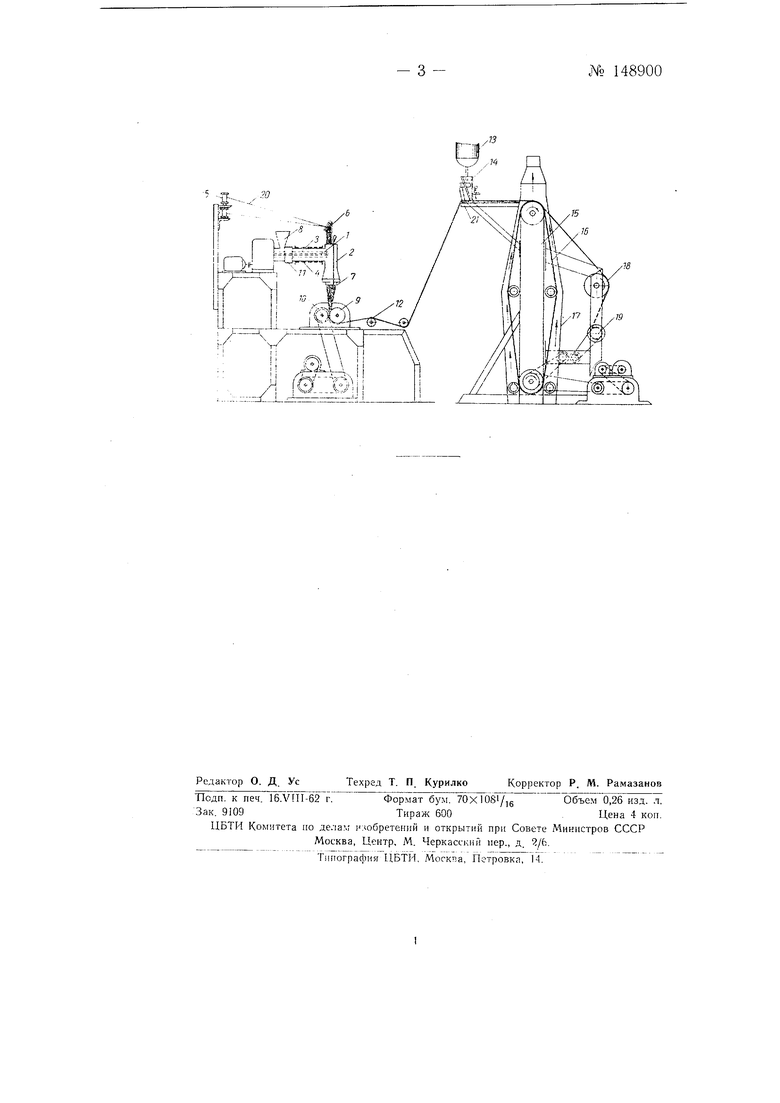
На чертеже схематически изображен нредлагаемый агрегат, имеющий гпнек-преос / с формующей головкой 2 и цилиндром 3 с электрообогревом 4; шпульник 5; неподвижную распределительную гребенку 6; подвижную распределительную гребенку 7, находящуюся перед головкой 2; загрузочный бункер 8; калибрующие валки 9 и 10 (последний выполнен с мягким покрытием, например из резины), охлаждающую камеру //; направляющие ролики /2; емкость 13 с фильерой 14 для подачи клеящего раствора на поверхность армированной ленты; ленточную спиральную сушилку 15 с опорными листами 16 и съемными щитами /7; охлаждающий барабан 18 и приемную шпулю 19.
В бункер 8 загружается полиэтилен в виде мелких гранул и при помощи шнек-пресса подается в горячую зону цилиндра 3, где гранулы
№ 148900- 2 расплавляются, полиэтилен гомогенизируется и через решетку и репсовую сетку, поступает в формующую головку 2, имеющую также электрообогрев, и выходит в кольцевой зазор между дорном и калибрующим кольцом. Стеклбнити 20 со щпулярника заправляются в неподвижную распредеди,тедьрую гребенку 6, далее в подвижную распределительную гребенку 7, прйкрепленную к металлическому стержню. Посредством гребенки 7 стеклонити пропускаются через полую часть дорна и ориентируются в процессе экструзии пленки строго параллельно внутри обра.зовавшегося полиэтиленового рукава. Полиэтиленовый рукав (термопластичная пленка), армированный стеклонитями, проходит между валками 9 и 10, воздействием которых стеклонити запрессовываются в рукав. Валки 9 к 10 охлаждаются проточной водой в зависимости от технологического режима. Полученный армированный полиэтилен пропускается между фильерой 14 и кронштейном 21 и после покрытия тонким слоем (50-60 Л1/С) клеящего раствора проходит сушилку 15, в которой подвергается сушке в токе горячего воздуха.
Полученная таким образом термопластичная пленка, армированная сгеклонитями, проходит через охлаждающий барабан 18 и затем наматывается на приемную шпулю, с которой снимается в виде небольших бухт.
Предлагаемый агрегат может быть применен на предприятиях химической промышленности для изготовления упрочненного изоляционного и упаковочного материала.
Предмет изобретения
1.Агрегат для изготовления термопластичной пленки, армированной стеклонитями, состоящий из шнек-пресса, шпульника, на котором расположены катушки со стеклонитью, неподвижной распределительной гребенки, калибрующих валков, расположенных перед головкой шнекпресса, направляющих роликов, емкости с фильерой для подачи клеящего раствора на поверхность армированной ленты, ленточной спиральной сушилки, охлаждающего барабана и приемного устройства, отличающийся тем, что, в целях обеспечения ориентации стеклонитей в процессе экструзии пленки и заправки их в формующую головку щнека, применена подвижная-распределительная гребенка, размещенная перед формующей головкой щнек-пресса.
2.Агрегат по п. 1, от л и ч а ю щ и и ся тем, что, с целью запрессовки стеклонитей в пленку непосредственно в процессе экструзии, один из металлических калибрующих валков выполнен с мягким покрытием, например из резины. ,