Предлагаемое к защите в качестве изобретения техническое решение относится к механической обработке металлов, в частности к обработке давлением листового материала комбинированным способом, и может быть использовано при изготовлении деталей типа днищ.
Из научно-технической литературы известны два основных способа получения утолщения: осадка, при которой осуществляется одновременное формирование всей утолщенной зоны, и прокатывание роликом, при котором участки формирования утолщения перемещаются вдоль зоны утолщения. (Листовая штамповка. Расчет технологических параметров. Справочник. В.И.Ершов, О.В.Попов, А.С.Чумадин и др. - М.: Изд-во МАИ, 1999, с.273). При этом известно несколько схем реализации способов получения утолщений: путем раздачи круглого отверстия (см. там же с.275, 276, рис.2.83, 2.84, 2.85), раскатки листовой заготовки роликом (см. там же с.281, рис.2.90), высадки трубчатой заготовки (см. там же с.283, 288, рис.2.90, 2.93), утолщение фланца трубы, предварительно подвергнутой раздаче (см. там же с.288, рис.2.94), получение утолщения локальным деформированием вращающимся роликом (см. там же с.464, рис.3.82).
Возможности процесса утолщения кромок определяются двумя величинами: отношением толщин утолщенной зоны и исходной заготовки и отношением ширины утолщенной зоны к толщине исходной заготовки. Ограничивающим фактором процесса утолщения обычно является потеря устойчивости в зоне деформирования (см. там же с.275, 277, рис.2.86). Кроме того, для материалов с невысокой пластичностью требуется выполнение нескольких переходов с промежуточными термообработками.
Известен также способ обжатия осесимметричных оболочек на давильном станке, при котором заготовку, которая может быть получена различными способами: выдавливанием, вытяжкой, свертыванием со сваркой и т.д., закрепляют в патроне, приводимом во вращение шпинделем станка. Давильному инструменту сообщают возвратно-поступательное движение вдоль оси вращения заготовки. При перемене направления движения происходит поперечная подача инструмента на заданную величину, определяемую опытным путем. (М.А.Гредитор. Давильные работы и ротационное выдавливание. М.: Машиностроение, 1971 г., с.45).
Недостатком известного способа является то, что в процессе обжатия толщина стенки изменяется. При этом возможно как утолщение, так и утонение материала. (М.А.Гредитор. Давильные работы и ротационное выдавливание. М.: Машиностроение, 1971 г., с.46). Это не позволяет получить гарантированное требуемое утолщение стенки.
Из патентной литературы известен способ изготовления оболочек ротационным выдавливанием, который можно выбрать в качестве наиболее близкого аналога. Этот способ заключается в деформировании вращающейся заготовки раскатными вращающимися роликами, установленными с зазором между ними и оправкой, причем максимально возможные утолщения и утонения по толщине стенки оболочки получают корректируя зазор между роликами и оправкой на величину, определенную из расчета допустимых погрешностей по следующей зависимости: Sу=So-So(е±Ае). (РФ, Патент №2360760)
Недостатком аналога является переменная толщина изготавливаемой оболочки по длине образующей и ограниченная величина утолщения, определяемая пластическими свойствами материала заготовки, недостаточная для получения требуемого утолщения кромок для материалов с невысокой пластичностью. Способ не позволяет получить точную по толщине и конфигурации оболочку постоянной толщины, с локальными утолщениями на внутренней поверхности.
Технической задачей, решаемой предлагаемым изобретением, является повышение качества и точности получаемых деталей.
Поставленная задача решается тем, что в способе изготовления оболочек с локальными утолщениями, образуемыми ротационным выдавливанием вращающейся заготовки раскатными роликами, предварительной вытяжкой из листа изготавливают заготовку с внутренней поверхностью, соответствующей внутреннему контуру утоненной части оболочки, затем ротационным выдавливанием полученную заготовку локально обжимают, а заданную толщину стенки получают путем последующей механической обработки внешней поверхности оболочки, при этом величину обжима определяют по зависимости:
Sун+δупр-Soв≤Δ≤Sуа+δупр-Soн, где
Δ - расчетная величина обжима заготовки
Sув и Sун - толщина утолщенной части оболочки с учетом верхнего и нижнего допуска соответственно;
δупр - экспериментально определяемая величина упругих остаточных деформаций, зависящая от механических свойств материала и геометрических параметров заготовки;
Soв и Soн - толщина тонкой части оболочки с учетом верхнего и нижнего допуска соответственно
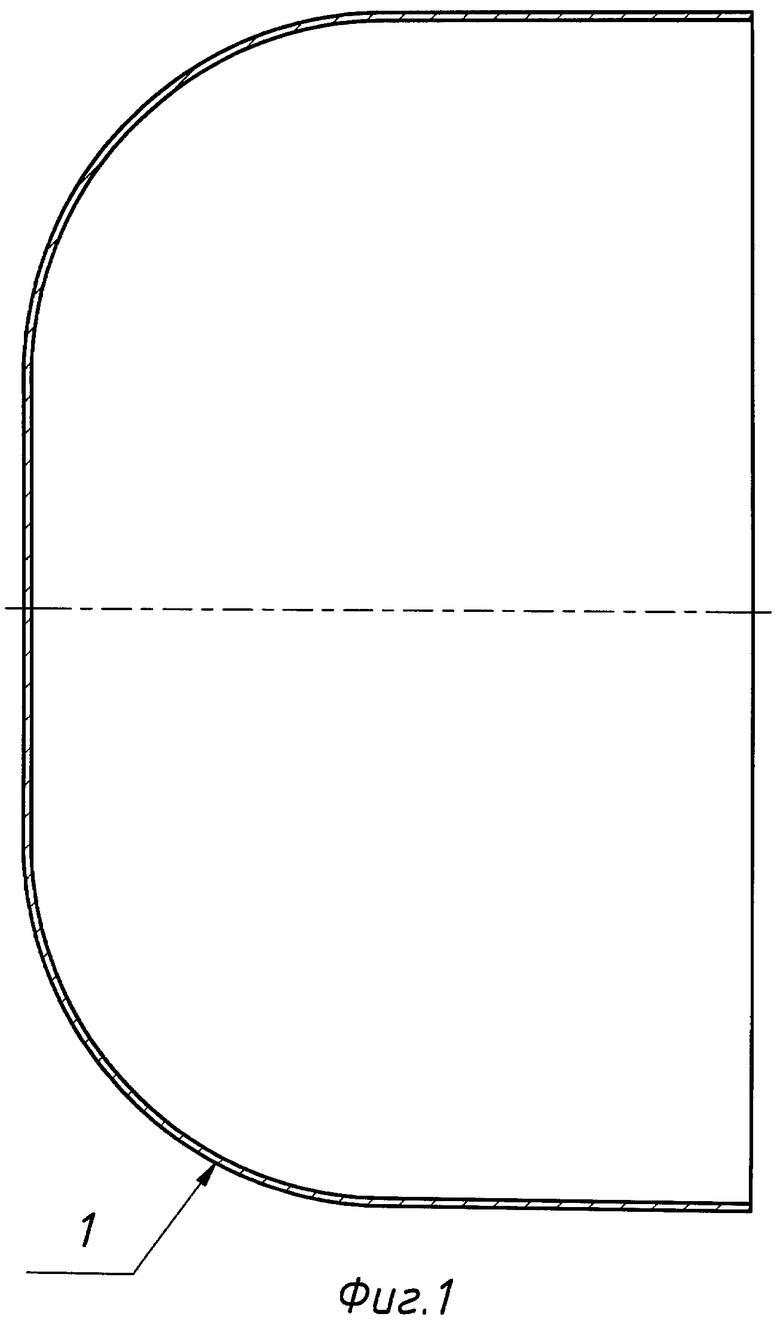
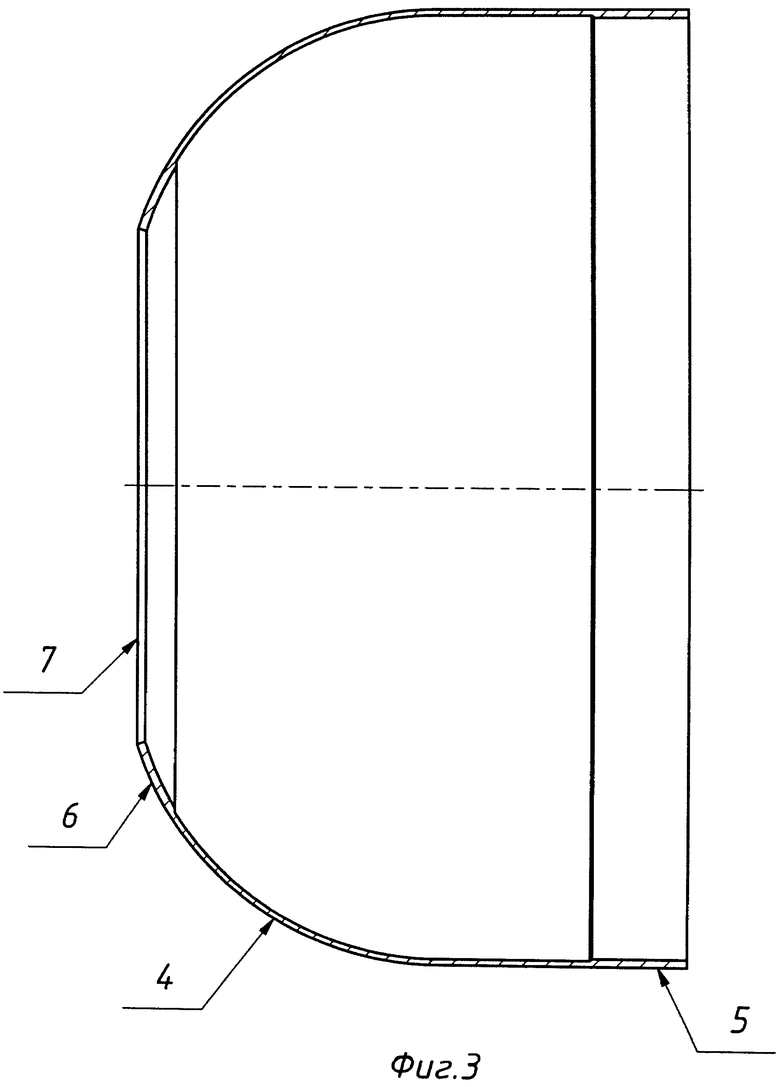
На фиг.1 изображен разрез исходной заготовки по плоскости, проходящей через ее ось вращения, на фиг.2 - разрез заготовки после локальной ротационной вытяжки, на фиг.3 - разрез готовой оболочки.
Изготовление оболочек с локальными утолщениями осуществляется следующим образом:
Листовую плоскую заготовку помещают в инструментальный штамп, в котором ее вытягивают до получения детали в форме стакана 1 с образованием внутренней поверхности, соответствующей внутреннему контуру утоненной части оболочки.
Полученную заготовку подвергают локальному ротационному выдавливанию, для чего ее закрепляют на оправке станка и приводят во вращение, затем раскатным роликом производят локальный обжим в зонах, например 2 и 3, определяемых конструкцией оболочки.
Величина обжима зависит от величины утолщенной и утоненной частей оболочки с учетом верхнего и нижнего допуска, а также упругих остаточных деформаций,
Sун+δупр-Soв≤Soв≤Δ≤Sув+δупр-Soн.
Заданную толщину 4 стенки оболочки с утолщениями 5 и 6 получают путем последующей механической обработки ее внешней поверхности на станках с ЧПУ.
Пример осуществления способа.
Требуется изготовить оболочку из алюминиевого сплава с толщиной стенки So=1,5±0,1 мм, имеющей утолщенные участки Sу=2-0,1 мм.
Вытяжкой из листа алюминиевого сплава в инструментальном штампе получают заготовку 1 в форме стакана с толщиной стенки цилиндрического участка 3,0 мм и переменной толщиной стенки в донной части величиной от 2,3 мм до 3,0 мм.
Полученная деталь в форме стакана 1, после подрезки торца, устанавливается на станке ротационной вытяжки. Производят обжатие открытого конца стакана на длине 25 мм роликом по радиусу на величину Δ. Затем на его донной части формуют кольцевое углубление глубиной Δ и шириной 25 мм.
Величину Δ определяют по зависимости Sун+δупр-Soв≤Δ≤Sув+δупр-Soн.
При обжиме на величину Δ>Sув+δупр-Soн величина утоненной части будет меньше допустимой, а при обжиме на величину Δ<Sун+δупр-Soв величина утолщенной части будет меньше допустимой.
Для детали, механические свойства материала и геометрические параметры которой соответствуют δупр=0,1 мм, величина обжима 0,4≤Δ≤0,7. Расчетная величина обжима Δ может быть экспериментально уточнена.
После образования на поверхности стакана 1 кольцевых углублений, соответствующих заданной конструкции детали, внешнюю поверхность стакана протачивают на станке с ЧПУ, обеспечивая требуемую толщину стенки. После открытия отверстия в донной части 7 оболочки получают готовую деталь толщиной стенки 1,5 мм и с утолщенными кромками 5 и 6 толщиной 2,0 мм на внутренней поверхности.
Таким образом, изложенная совокупность выполняемых операций позволяет изготовить точную оболочку с утолщениями на внутренней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2007 |
|
RU2360760C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ | 2007 |
|
RU2351425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
Изобретение относится к механической обработке металлов, в частности к обработке давлением листового материала комбинированным способом, и может быть использовано при изготовлении деталей типа днищ. Для достижения поставленной задачи в способе изготовления оболочек с локальными утолщениями, образуемыми ротационным выдавливанием вращающейся заготовки раскатными роликами, предварительной вытяжкой из листа изготавливают заготовку с внутренней поверхностью, соответствующей внутреннему контуру утоненной части оболочки, затем ротационным выдавливанием полученную заготовку локально обжимают, а заданную толщину стенки получают путем последующей механической обработки внешней поверхности оболочки, при этом величину обжима определяют по зависимости, учитывающей толщины утолщенной части и тонкой части оболочки с учетом верхнего и нижнего допуска и величины упругих остаточных деформаций. Повышается качество и точность получаемых деталей. 3 ил., 1 пр.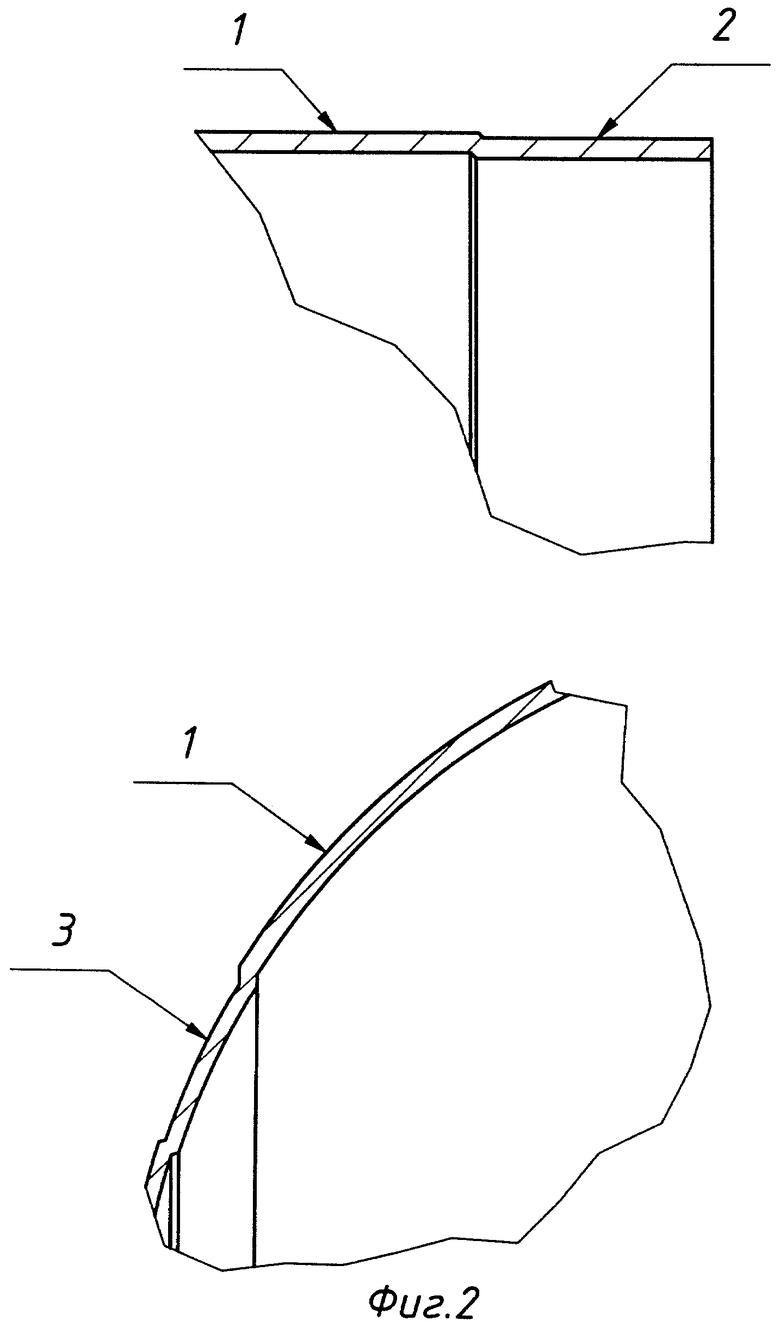
Способ изготовления оболочек с локальными утолщениями, образуемыми ротационным выдавливанием вращающейся заготовки раскатными роликами, отличающийся тем, что предварительной вытяжкой из листа изготавливают заготовку с внутренней поверхностью, соответствующей внутреннему контуру утоненной части оболочки, затем ротационным выдавливанием полученную заготовку локально обжимают, с величиной обжима, зависящей от величины утолщенной и утоненной частей оболочки с учетом верхнего и нижнего допуска, а также упругих остаточных деформаций, определяемой по зависимости:
Syн+δyпр-Soв≤Δ≤Syв+δyпр-Soн,
где Δ - расчетная величина обжима заготовки;
Syн и Syв - толщина утолщенной части оболочки с учетом верхнего и нижнего допуска соответственно;
δупр - величина упругих остаточных деформаций, зависящая от механических свойств материала и геометрических параметров заготовки;
Soв и Soн - толщина тонкой части оболочки с учетом верхнего и нижнего допуска соответственно, а заданную толщину стенки получают путем последующей механической обработки внешней поверхности оболочки.
| СПОСОБ ЛЕЧЕНИЯ ГИПЕРГОМОЦИСТЕИНЕМИИ | 2007 |
|
RU2360706C2 |
| SU 1169256 А1, 27.10.1996 | |||
| Устройство для штамповки утолщений на цилиндрической оболочке | 1981 |
|
SU984581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ МНОГОПРОХОДНЫМ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 1992 |
|
RU2054341C1 |
| US 7243517 B2, 08.01.2008 | |||
| ГРЕДИТОР M.A | |||
| Давильные работы и ротационное выдавливание | |||
| - М.: Машиностроение, 1971, с.45. | |||

