Изобретение относится к обработке металлов давлением, а именно к способам изготовления заготовки для вытяжки полых деталей
Цель изобретения - уменьшение расхода листового металла путем увеличения степени вытяжки.
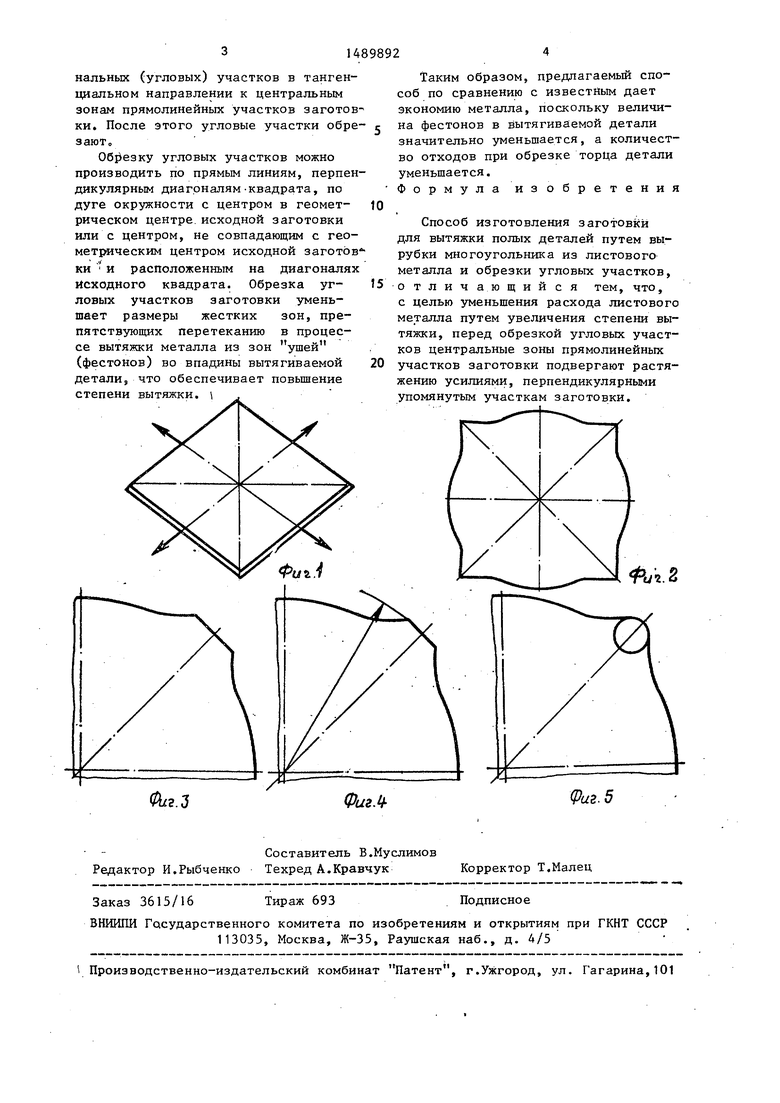
На фиг.1 показана исходная квадратная листовая заготовка; на фиг.2 - заготовка после растяжки центральных- зон прямолинейных участков; нафиг43- заготовка с обрезанными по прямой линии угловыми зонами; на фиг.4 - заготовка с обрезанными по дуге окружности угловыми зонами, центр дуги расположен в геометрическом центре исходной квадратной заготовки; на фиг.5 - заготовка с обрезанными по Куте окружности угловыми зонами,центр
дуги расположен на диагонали исходного квадрата и не совпадает с геометрическим центром исходной квадратной заготовки.
Способ осуществляется следующим образомо
Из листового металла вырубают заготовку квадратной формы. Затем центральные зоны прямолинейных участков
заготовки подвергают растяжнию усилиями, перпендикулярными сторонам заготовки, что приводит к довытяжному увеличению размеров заготовки в направлении апофем исходного квадрата, следствием чего является, довытяжное упрочнение материала заготовки, в том числе зоны будущего опасного сечения, а также к перемещению части металла в процессе вытяжки из диаго
эо со эо
нальных (угловых) участков в тангенциальном направлении к центральным зонам прямолинейных участков загс то вки. После этого угловые участки обре- заюТо
угловых участков можно производить по прямым линиям, перпендикулярным диагоналям-квадрата, по дуге окружности с центром в геомет- рическом центре, исходной заготовки или с центром, не совпадающим с гео- мет1жческим центром исходной заготЬв ки и расположенным на диагоналях Исходного квадрата. Обрезка уг- ловых участков заготовки уменьшает размеры жестких зон, препятствующих перетеканию в процессе вытяжки металла из зон ушей (фестонов) во впадины вытягиваемой детали, что обеспечивает повьшение степени вытяжки,
Й/г.З
Фиг.)Таким образом, предлагаемый способ по сравнению с известным дает экономию металла, поскольку величина фестонов в вытягиваемой детали значительно уменьшается, а количество отходов при обрезке торца детали уменьшается. Формула изобретения
Способ изготовления заготовки для вытяжки полых деталей путем вырубки многоугольника из листового металла и обрезки угловьпс участков.
о т л и ч а ю щ и и с я
тем, что.
с целью уменьшения расхода листового металла путем увеличения степени вытяжки, перед обрезкой угловых участков центральные зоны прямолинейных участков заготовки подвергают растяжению усилиями, перпендикулярными упомянутым участкам заготовки.
(Риг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовая заготовка для вытяжки цилиндрических изделий | 1983 |
|
SU1100028A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕПАРАТОРОВ КОНИЧЕСКИХ ПОДШИПНИКОВ | 1996 |
|
RU2103096C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ разупрочнения листовой заготовки перед штамповкой и устройство для его осуществления | 1986 |
|
SU1839119A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении заготовок для вытяжки полых деталей. Цель изобретения - уменьшение расхода листового металла путем увеличения степени вытяжки. Перед обрезкой угловых участков центральные зоны прямолинейных участков заготовки подвергают растяжению усилиями, перпендикулярными сторонам заготовки. Это приводит, во-первых, к довытяжному упрочнению материала заготовки, в том числе зоны будущего опасного сечения, а, во -вторых, к перемещению в процессе вытяжки части металла из диагональных (угловых) участков в тангенциальном направлении к центральным зонам прямолинейных участков заготовки, что увеличивает степень вытяжки и уменьшает высоту фестонов, удаляемых в отход. 5 ил.
Составитель В.Муслимов Редактор И.Рыбченко Техред А.Кравчук Корректор Т.Малец
Заказ 3615/16
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5
Подписное
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКОГО | 0 |
|
SU390856A1 |
