Изобретение относится к тяжелому мапшностроению, а именно к устройствам., предназначенным для вращения тяжелых цилиндрических изделий, свариваемых между собой автоматической многопроходной сваркой, например обечаек корпусов реакторов для атомных электростанций (АЭС), участков корпусов парогенераторов и пр.
Цель изобретения - повышение качества сварки за счет рвегулирования скорости вращения изделия по глубине сварочной ванны.
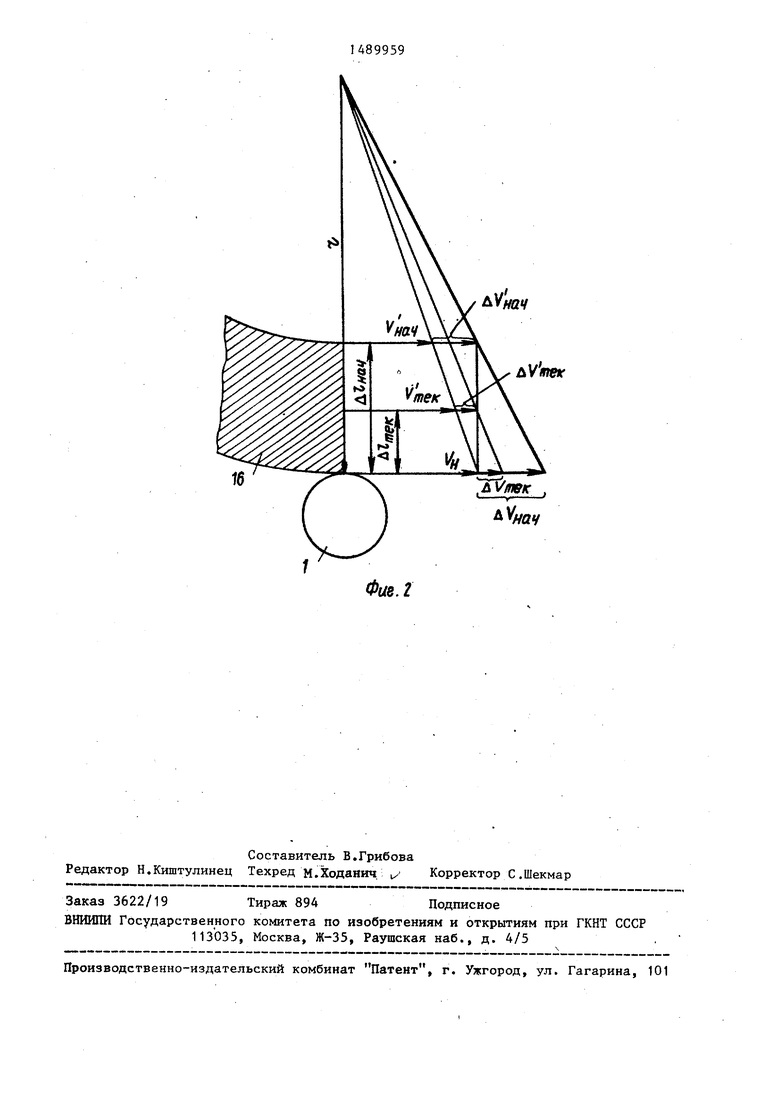
На фиг.1 схематично изображен предлагаемый вращатель с.обрабаты- ваемьм изделием; на фиг.2 - график.
иллюстрирующий зависимость требуемой величины коррекции скорости ве дущей роликоопоры от положения сварочной ванны по глубине разделки.
со (Г) ел со
Вращатель содержит ведущую роли- коопору 1 с электроприводом, включающим преобразователь 2 и электродвигатель 3, задатчик скорости в виде спаренного переменного резистора 4, холостую роликоопору 5, систему корректировки осевого положения изделия, включающую датчик 6 осевого смещения изделия, блок 7 управления и исполнительный механи
8, вьшолненный в виде винтового домкрата.
В состав вращателя входит система 9 коррекции скорости ведущей ролико- опоры, включающая мостовую, схему, к питающей диагонали которой подсоединен источник 10 напряжения, а к выходной - .усилитель 11, выход которого соединен с электродвигателем 12, перемещающим движки трех одинаковых резисторов 13-1, 13-2 и 13-3, первьй 13-1 включен в первое плечо мостовой схемы, резисторы 13-2 и 13-3-в цепи питания переменного резистора 4, движок которого связан с резистором 14, включенным в четвертое плечо мостовой схемы. Движок спаренного переменного резистора 15 через датчик 16 связан со сварочной ванной изделия 17, первой сво- ей частью 15-1 включен в второе плечо мостовой схемы, а второй частью 15-2, последовательно соединенной с переменным резистором 18,- в третье плечо мостовой схемы.
Вращатель работает следующим образом.
Свариваемое многопроходной автоматической сваркой изделие 17 устанавливают на ведзтцую 1 и холостую 5 роликоопоры. Датчик 6 осевого смещения изделия упирают в торец изделия 17. Шток датчика сварочной ванны 16 спаренного переменного резистора 15 упирают в дно разделки под сварку изделия 17, при этом глубина разделки равна АТС ач- Резистор 18 устанавливают в соответствии с величиной радиуса г изделия 17. Резистор
заданной скорости вращения электродвигателя 3 V, т.е. заданной ско- . рости сварки.
При наличии разбаланса мостовой схемгл сигнал, пропорциональный степени разбаланса, с выхода усилителя 11 поступает на вход электродвигателя 12, которьй перемещает движок резистора 13-1 в положение, ликвидирующее этот разбаланс. При этом значение сопротивления резистора 13uUHc, равно &. ндц UH
временно с этим также перемещаются и движки резисторов 13-2 и 13-3, причем так, что результирующее сопротивление резистора 13-2 увеличивает4 устанавливают -равным величине соответствующей номинальной
o
5
ся, а результирующее сопротивление резистора 13-3 уменьшается, что эквивалентно смещению движка резистора 4 в сторону увеличения на Л R . В результате чего напряжение задания Uo на входе преобразователя 2, а следовательно, и скорость вращения электродвигателя 3 ведущей 1 роликоопоры также увеличивается от своего номинального значения, причем величина коррекции скорости вращения электродвигателя равна ЛГна
AV
НЯЧ
VK
r-r
Такое значение
Нач
коррекции скорости вращения электродвигателя 3 ведущей роликоопоры приводит (см. фиг.2) к увеличению линейной скорости изделия 17 в точке 20 , опоры штока датчика 6 V ,„„ на величину ЛУ
нлч
Скорость изделия 17 в
5
0
5
0
точке опоры штока датчика 16 становится равной номинальному заданному значению V, т.е. заданной скорости сварки.
В процессе многопроходной сварки глубина разделки уменьшается и в соответствии с этим изменяется сопротивление резистора 15, .что приводит к разбалансу мостовой схемы. Процесс приведения мостовой схемы в состояние баланса повторяется. Однако при этом движки резисторов 13-2 и 13-3 перемещаются таким образом, что результирующее сопротив ление резистора 13-2 уменьшается, а результирукйцее сопротивление резистора 13-3 увеличивается, что эквивалентно смещению движка резистора 4 в сторону уменьшения до величины, отличающейся от номинальной заданной Дг тек
Е,наЛК,, К„.,
. При этом
напряжение задания U на входе преобразователя 2, а следовательно, и скорость вращения электродвигателя 3 ведущей 1 роликоопоры также уменьшаются. Причем текущая величийа коррекции скорости вращения электродвиДг тек
гателя 3 uV
такова,.
что.обеспечивает (см. фиг.2) увеличение линейной скорости изделия 17 в соответствующей текущей точке каса- ния штоком датчика 16 его сварочной .ванны на Л . Благодаря чему скорость в этой текущей точке сйарки равна номинальной заданной величине Уц. Таким образом рбеспеAV//cv
AVWr
.LVmsK . 

| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛЕНТОПРОТЯЖНЫММЕХАНИЗМОМ | 1971 |
|
SU312281A1 |
| Весоизмерительное устройство | 1986 |
|
SU1315824A1 |
| ФУНКЦИОНАЛЬНЫЙ ДАТЧИК ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ СВАРОЧНОЙ ВАННЫ | 2003 |
|
RU2241207C1 |
| Дисковая рубительная машина | 1988 |
|
SU1618656A1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Устройство для электродуговой сварки с колебаниями электрода | 1987 |
|
SU1418014A1 |
Изобретение относится к тяжелому машиностроению, а именно к устройствам, предназначенным для вращения тыжелых цилиндрических изделий, свариваемых между собой автоматической многопроходной сваркой, например обечаек корпусов реакторов для атомных станций (АЭС), участков корпусов парогенераторов и пр. Цель изобретения - повышение качества сварки за счет регулирования скорости вращения изделия по глубине сварочной ванны. Вращатель содержит холостую и ведущую роликоопоры с электроприводом, датчик глубины сварочной ванны и систему коррекции скорости ведущей роликоопоры. Система коррекции выполнена по мостовой схеме и подключена к двигателю, механически связанному с задатчиком. Изменение положения сварочной ванны приводит к рассогласованию моста, и двигатель изменяет уставки задатчика скорости вращения изделия и резистора в одном из плеч моста, уравновешивая его. Это обеспечивает автоматическую корректировку скорости вращения от глубины сварочной ванны и повышает качество сварного шва. 2 ил.
Фие. 2
| Вращатель цилиндрических изделий при сварке | 1981 |
|
SU996155A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
