Совместно с винтом 18 вращаются внутренний ползун 5, барабан 46 и другие элементы конструкции внутреннего ползуна 5 с винтом 18. Колодки 47 тормоза от барабана 46 отведены. Скорость вращения маховика 29 больше скорости вращения дополнительного приводного маховика 25 и определяется общим передаточным отношением при вращающемся регулировочном диске 28. При подходе пуансона 43 к заготовке тормоз растормаживается, колодки 47 отводятся от барабана 46 и сжатый воздух подается в цилиндр 39. Поршень 40 опускается и включает муфту. Маховик 29 жестко соединяется
через фрикционную вставку 31, ведомый диск 33, шлицевую втулку 34 и вал 35 с винтом 18. Винт 18 приобретает скорость вращения, равную скорости вращения маховика 29, а гайка 19 продолжает вращаться со скоростью вращения дополнительного приводного маховика 25, Внутренний ползун 5 обеспечивает колебательное обкатывающее движение штамподержателя 12. Подача пуансона 43 за один оборот внутреннего ползуна 5 может быть выбрана в зависимости от передаточного отношения, которое регулируется вращением регулировочного диска 28 от электродвигателя. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Винтовой пресс | 1987 |
|
SU1489998A1 |
| Винтовой пресс | 1985 |
|
SU1263539A1 |
| Винтовой пресс | 1987 |
|
SU1489997A1 |
| Винтовой пресс для штамповки обкатыванием | 1987 |
|
SU1555141A1 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1994 |
|
RU2077403C1 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 1999 |
|
RU2169077C2 |
| Винтовой пресс | 1990 |
|
SU1750955A1 |
| Винтовой пресс | 1987 |
|
SU1497043A1 |
Использование: получение изделий штамповкой обкатыванием с регулированием скорости подачи ползуна пресса и инструмента. Сущность изобретения. При включении электродвигателя разгоняются до заданных скоростей дополнительный приводной маховик 25, корпус 20 и гайка 19 и через зубчатую передачу маховик 29. Цилиндр 39 муфты соединен с атмосферой, поэтому ведущий диск 32 под действием пружин 36 отведен от фрикционных вставок 31. Наружный ползун 3 удерживается в крайнем верхнем положении штоками 15 цилиндров 16. Под действием момента в резьбе винт 18 - гайка 19, винт 18 вращается с одинаковой скоростью с гайкой 19. .37 Ю Ё 23 N| CJ CJ О О
Изобретение относится к кузнечно- прессовому машиностроению.
Процесс штамповки обкатыванием имеет ряд достоинств по сравнению с традиционной технологией объемной штамповки: значительное (в 5-15 раз) снижение технологического усилия и нагрузок на инструмент, получение с высокой степенью чистоты поверхности без применения смазок, высокая степень точности изделий, снижение себестоимости изготовления деталей, существенные уменьшения габаритных размеров машин, занимаемой площади и массы.
Известен пресс для получения изделий штамповкой обкатыванием, содержащий станину, в направляющих которой установлены ползун и гидроцилиндр привода ползуна. В траверсе пресса размещены с возможностью качательного движения другой ползун и электромеханический привод этого ползуна, выполненный в виде концентрически установленных эксцентриковых втулок, связанных с ползуном и через червячные и зубчатые передачи с электродвигателем. Ползун установлен под углом к вертикальной оси пресса и под действием привода совершает сложное колебательное движение, воздействуя через пуансон на заготовку и создавая последовательную пластическую деформацию обрабатываемого материала 1.
Недостатком известной конструкции является существенно большое время деформирования заготовки, что исключает обработку нагретой заготовки из-за ее остывания в процессе формоизменения. Увеличить скорость деформирования не представляется возможным, так как усилие деформирования создается гидроцилиндром и увеличение скорости деформирования ведет при насосном приводе пресса к
значительному увеличению установленной мощности привода, а при насосно-акку- муляторном приводе к невозможности обеспечения заданных параметров технологического процесса, так как скорость движения рабочего инструмента при на- сосно-аккумуляторном приводе зависит от силового фактора и не может быть отрегулирована с требуемой точностью.
Другим недостатком пресса является сложная конструкция привода наклонного ползуна, а червячные и зубчатые передачи ограничивают номинальное усилие и мощность пресса.
Известен винтовой пресс для штамповки обкатыванием, выбранный в качестве прототипа, содержащий станину, в которой установлен с возможностью вращательного движения винт, сочлененный резьбой с
гайкой, смонтированной в маховике фрикционной муфты с ведомым диском, связанным с винтом, привод дополнительного приводного маховика и размещенный в направляющих станины ползун,связанный со
штоками закрепленных на станине гидроцилиндров и установленный в ползуне гайкой 2.
Пресс имеет простую конструкцию, небольшое время контакта инструмента с заготовкой, небольшую установочную мощность привода, обусловленную аккумулированием энергии в маховике, обеспечение синхронизации движения инструмента на рабочем ходу, с заданным соотношением
поступательной скорости перемещения инструмента и частотой его качаний с большой быстроходностью пресса и надежностью работы механизма синхронизации вращения винта и гайки.
Недостатком известной конструкции является невозможность осуществления регулировки скорости подачи ползуна и инструмента, что ограничивает технологические возможности пресса.
Этот существенный недостаток устраняется в предлагаемом прессе.
Целью изобретения является расширение технологических возможностей пресса - универсальности пресса, повышение его КПД, обеспечение регулировки скорости подачи ползуна и инструмента на оборот качания в зависимости от технологического процесса. Указанные особенности работы пресса обеспечивают повышение качества отштампованных изделий, снижают усилие пресса.
Цель достигается тем, что винтовой пресс для штамповки обкатыванием, содер- жащий смонтированный в направляющих станины наружный ползун с размещенным в нем с возможностью вращения внутренним ползуном, связанным через шлицевую втулку с винтом, сочлененным резьбой с гайкой, установленной в корпусе, смонтированном на подшипниках в станине, смонтированную в основном маховике фрикционную муфту с ведомым диском, связанным с винтом дополнительной шлице- вой втулкой, установленные на станине цилиндры, штоки которых связаны с наружным ползуном, размещенный на наружном ползуне тормоз внутреннего ползуна, а так
же смонтированный на подшипниках на
станине дополнительный приводной маховик, связанный с корпусом гайки и с основным маховиком посредством промежуточного элемента, выполненного в виде регулировочного диска с приводом, уста- новленного на подшипнике на корпусе гайки, и связанных между собой шестерен, установленных попарно на регулировочном диске, одна из которых соединена с основным маховиком, а другая - с дополни- тельным маховиком и приводом регулировочного диска.
Сопоставительный анализ с прототипом показывает, что заявляемый пресс для штамповки обкатыванием отличается нали- чием новых конструктивных элементов. Вращение винта относительно гайки с постоянным передаточным отношением через внутреннее зубчатое зацепление в предлагаемой конструкции передается через по- парно связанные между собой шестерни, которые установлены на подшипниках на регулировочном диске, установленном на подшипнике на корпусе гайки, и привод от электродвигателя с заданной угловой ско- ростью, обеспечивающей вариацию передаточного отношения внешнего зубчатого зацепления. Таким образом, заявляемый винтовой пресс для штамповки обкатывани0
0 5
0
5 0
5 0 5
ем соответствует критерию изобретения новизна.
Сравнение заявляемого решения с другими техническими решениями в данной области техники показывает, что отличительные признаки предлагаемой конструкции пресса не известны, поэтому предложение соответствует критерию существенные отличия.
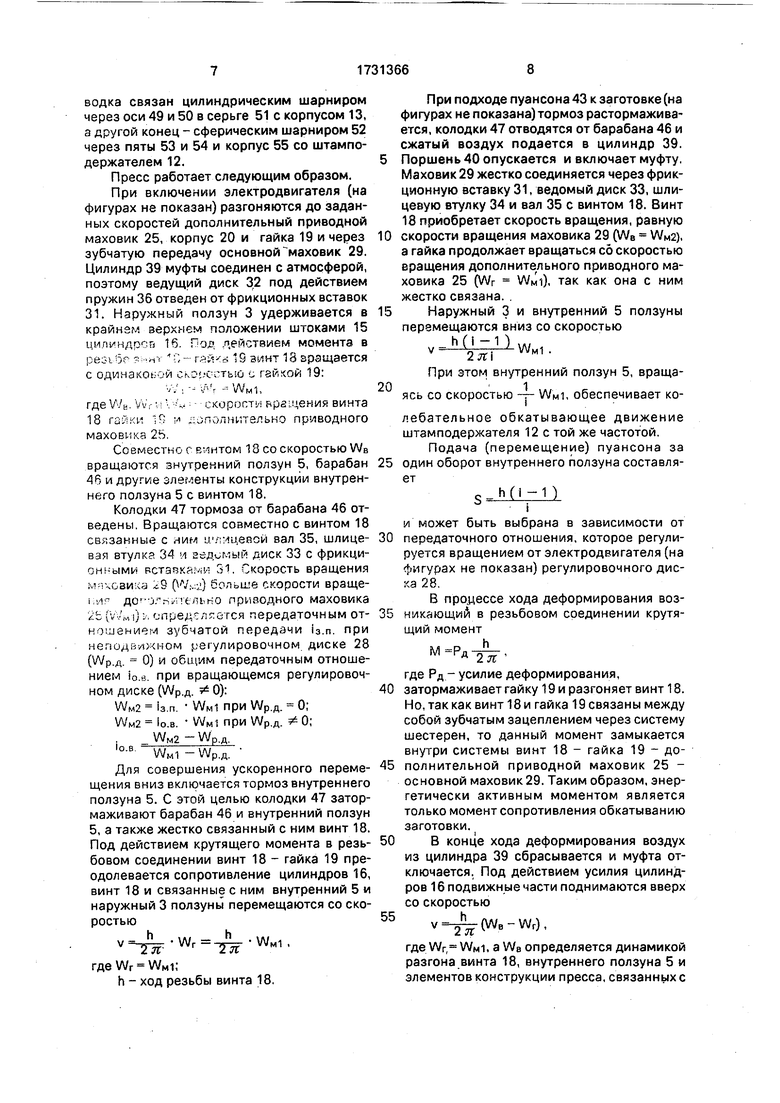
На фиг,1 изображен предлагаемый пресс в разрезе; на фиг.2 - узел I на фиг.1.
Пресс содержит станину 1, в направляющих 2 которой установлен наружный ползун 3, в котором в подшипниках 4 смонтирован внутренний ползун 5 с втулкой 6. На торце втулки 6 установлена сборная цилиндрическая вставка 7. Внутри вставки с эксцентриситетом расположена полусфера 8, s которой на подшипниках 9 и 10 установлено водило 11, на котором закреплен штамподержатель 12, совершающий кача- тельные движения в корпусе 13, Наружный ползун 3 связан кронштейном 14 со штоками 15 цилиндров 16, установленных на станине 1 пресса, Внутренний ползун 5 через шлицевую втулку 17 связан с винтом 18, который свинчивается с гайкой 19, связанной с корпусом 20, установленным на подшипниках 21, 22 и 23 в станине 1 пресса. На станине пресса на подшипниках 24 установлен ссосно гайке 19 и винту 18 дополнительный приводной маховик 25, который внешним зубчатым зацеплением через систему попарно связанных между собой шестерен 26, установленных в подшипниках 27 на регулировочном диске 28, связан с основным маховиком 29, установленным в подшипниках 30 на корпусе 20 гайки 19 и связанным фрикционными вставками 31 управляемой муфты и ведущим диском 32 с ведомым диском 33, который шлицевыми соединениями посредством шлицевой втулки 34 и шлицевого вала 35 связан с винтом 18. Ведущий диск 32 и ведомый диск 33 подпружинены пружинами 36 и 37, а шлицеаая втулка 34 установлена в корпусе 20 гайки 19 в подшипниках 38. Подвод воздуха в цилиндр 39 с поршнем 40 муфты осуществляется через воздухопроводящую головку 41 по воздуховодам 42. На штампе- держателе 12 установлен пуансон 43, а на столе пресса в штампе 44 - матрица 45. Тормоз внутреннего ползуна выполнен любой известной конструкции, например в виде барабана 46, жестко связанного с внутренним ползуном 5 и фрикционными колодками 47 с любым известным приводов, Штамподержатель 12 связан поводковым иаханизмом, выполненным в виде поводка 48 с корпусом 13. Один конец поводка связан цилиндрическим шарниром через оси 49 и 50 в серьге 51 с корпусом 13, а другой конец - сферическим шарниром 52 через пяты 53 и 54 и корпус 55 со штампо- держателем 12.
Пресс работает следующим образом.
При включении электродвигателя (на фигурах не показан) разгоняются до заданных скоростей дополнительный приводной маховик 25, корпус 20 и гайка 19 и через зубчатую передачу основной маховик 29. Цилиндр 39 муфты соединен с атмосферой, поэтому ведущий диск 32 под действием пружин 36 отведен от фрикционных вставок 31. Наружный ползун 3 удерживается в крайне, верхнем положении штоками 15 цмпиндот 16. Под л.ействием момента в pe.ii 51- ч ,- 19 зинт 18 вращается с одинак.о.-. й со ,-с,тый ь гайкой 19:
,. ,-wMi,
rfleV/t. jv . cKupor/Ti/ ьрг.цения винта 18 rjJVH 1Г. и . .;лолнитально приводного маховика 2Ь.
Совместно с винтом 18 со скоростью WB вращаются внутренний ползун 5, барабан 46 и другие элементы конструкции внутреннего ползуна 5 с винтом 18,
Колодки 47 тормоза от барабана 46 отведены. Вращаются совместно с винтом 18 связанные с ним мтчцевои вал 35, шлице- вая втулка 34 и диск 33 с фрикцион ыми ВСТЗЧК.-АИ 31. Скорость вращения .и чози 9 (W--) больше скорости враще- i до j/v./ ельно приводного маховика /с (v м|): определится передаточным отношением зубчатой передачи 3.п. при негшдвлхном регулировочном диске 28 (Мр.д 0) и общим передаточным отношением i0 в при вращающемся регулировочном диске (Л/р.д. т 0):
Л/м2 1зп WM1 при Wp.fl. 0;
WM2 IO.B. WMi при Wp.fl. 0;
wM2-wp.fl
°-B WMi .д.
Для совершения ускоренного перемещения вниз включается тормоз внутреннего ползуна 5. С этой целью колодки 47 затормаживают барабан 46 и внутренний ползун 5, а также жестко связанный с ним винт 18. Под действием крутящего момента в резьбовом соединении винт 18 - гайка 19 преодолевается сопротивление цилиндров 16, винт 18 и связанные с ним внутренний 5 и наружный 3 ползуны перемещаются со скоростью
,
где Wr WMi;
h - ход резьбы винта 18.
При подходе пуансона 43 к заготовке (на фигурах не показана) тормоз растормаживается, колодки 47 отводятся от барабана 46 и сжатый воздух подается в цилиндр 39. Поршень 40 опускается и включает муфту. Маховик 29 жестко соединяется через фрикционную вставку 31, ведомый диск 33, шли- цевую втулку 34 и вал 35 с винтом 18. Винт 18 приобретает скорость вращения, равную скорости вращения маховика 29 (WB WM2), а гайка продолжает вращаться со скоростью вращения дополнительного приводного маховика 25 (Wr WMI), так как она с ним жестко связана.
Наружный 3 и внутренний 5 ползуны перемещаются вниз со скоростью
h(i -1 )... v 2я При этом внутренний ползун 5, враща1 ... к
ясь со скоростью -г- WM1, обеспечивает колебательное обкатывающее движение штамподержателя 12с той же частотой. Подача (перемещение) пуансона за
один оборот внутреннего ползуна составляет
hCl-П
0
5
0
5
0
5
и может быть выбрана в зависимости от передаточного отношения, которое регулируется вращением от электродвигателя (на фигурах не показан) регулировочного диска 28.
В процессе хода деформирования возникающий в резьбовом соединении крутящий момент
где Рд - усилие деформирования, затормаживает гайку 19 и разгоняет винт 18. Но, так как винт 18 и гайка 19 связаны между собой зубчатым зацеплением через систему шестерен, то данный момент замыкается внутри системы винт 18 - гайка 19 - дополнительной приводной маховик 25 - основной маховик 29. Таким образом, энергетически активным моментом является только момент сопротивления обкатыванию заготовки.
В конце хода деформирования воздух из цилиндра 39 сбрасывается и муфта отключается. Под действием усилия цилиндров 16 подвижные части поднимаются вверх со скоростью
(We-Wr),
где Wr, WMi, a WB определяется динамикой разгона винта 18, внутреннего ползуна 5 и элементов конструкции пресса, связанных с
винтом 18 и внутренним ползуном 5 на ходе разгона вверх от цилиндра 16.
В конце хода ползунов вверх они останавливаются, например, перекрытием поршневых полостей с атмосферой, при этом WB Wr.
Формула изобретения Винтовой пресс для штамповки обкатыванием, содержащий смонтированный в направляющих станины наружный ползун с размещенным в нем с возможностью вращения внутренним ползуном, связанным через шлицевую втулку с винтом, сочлененным резьбой с гайкой, установленной в корпусе, смонтированном на подшипниках в станине, смонтированную в основном маховике фрикционную муфту с ведомым диском, связанным с винтом, дополнительной шлицевой втулкой, установленные на стани13
51
50
Риг. 2
не цилиндры, штоки которых связаны с наружным ползуном, размещенный на наружном ползуне тормоз внутреннего ползуна, а также смонтированный на подшипниках на станине дополнительный приводной маховик, связанный с корпусом гайки и с основным маховиком посредством промежуточного элемента, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения регулировки скорости, подачи ползуна и инструмента на оборот качания, промежуточный элемент выполнен в виде регулировочного диска с приводом, установленного
на подшипнике на корпусе гайки, и связанных между собой шестерен, установленных попарно на регулировочном диске, одна из которых соединена с основным маховиком, а другая - с дополнительным маховиком и
приводом регулировочного диска.
53
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шульгинский Я | |||
| Гидромеханический пресс с качающимся пуансоном (сферодви- жителем) | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
