t
(21)4225036/23-27
(22)24.03.87
(А6) 30.06.89. Бюл. № 24
(71)Управление по монтажу, демонтажу и ремонту горношахтного оборудования Спецшахтомонтаж Производственного объединения Карагандауголь
(72)С.Б.Негруцкий, В.Ф.Бутковский, В.Г.Чуркин, Б.сЬ.Негруцкий
и В.А.Баров
(53)677.71.058 (088.8)
(56)Заявка РСТ № WO 82/01201,
кл. D 07- В 7/12, опублик.15.04.82.
(54)СПОСОБ ПРОПИТКИ КАНАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУ1ЦЕСТВЛЕНИЯ
(57)Изобретение относится к машиностроению и м.б. применено при пропитке длинномерных витых изделий типа каната (К). Цель - повышение качества К за счет обеспечения равномерной его пропитки по всему сечению. К пропуС кают через цилиндрическую нагревательную печь с температурой 250... 270 С, выдерживая О,5...1,0 ч, что обеспечивает снятие остаточных напряжений и удаление смазки. Затем К протягивают через пропиточную камеру (ПК), внутри которой находится упруговязкопластичный герметик под давлением 50...60 МПа при температуре 120.... В ПК происходит расслаивание К при его осевом сжатии посредством зажимов, расположенных у входа и выхода ПК. На входе ПК снабжена смотровым окном, а на выходе связана с нагнетательным приспособлением. На выходе ПК установлен уплотнительный элемент (УЭ), в котором К обжимается при температуре 20.... Внутренний диаметр ПК составляет 1,1...1,2 диаметра УЭ, а длина ПК равна 20...30 диаметрам УЭ. 2 с. и 5 3.п.ф-лы, 3 ил.
i
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОЦИЛИНДР С ГИБКИМ ШТОКОМ | 2008 |
|
RU2374509C1 |
| Гидроцилиндр с гибким штоком | 1985 |
|
SU1451361A1 |
| Подъемное устройство | 1982 |
|
SU1252278A1 |
| Гидроцилиндр с гибким штоком | 1985 |
|
SU1451360A2 |
| СОСТАВ ДЛЯ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2007 |
|
RU2346091C1 |
| Устройство для вакуумной пропитки витых изделий | 1985 |
|
SU1318622A1 |
| Уплотнительное устройство для поршня | 1986 |
|
SU1408143A1 |
| Шахтный гидравлический подъемник | 1989 |
|
SU1654213A1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2351860C2 |
| СПОСОБ ВАКУУМНО-НАГНЕТАТЕЛЬНОЙ ПРОПИТКИ И ЗАПЕЧКИ ИЗОЛЯЦИИ ВЫСОКОВОЛЬТНЫХ ВВОДОВ | 2008 |
|
RU2362227C1 |
Изобретение относится к машиностроению и м.б. применено при пропитке длинномерных витых изделий типа каната /К/. Цель - повышение качества К за счет обеспечения равномерной его пропитки по всему сечению. К пропускают через цилиндрическую нагревательную печь с температурой 250...270°С, выдерживая 0,5...1,0 ч, что обеспечивает снятие остаточных напряжений и удаление смазки. Затем К протягивают через пропиточную камеру /ПК/, внутри которой находится упруговязкопластичный герметик под давлением 50...60 МПа при температуре 120...150°С. В ПК происходит расслаивание К при его осевом сжатии посредством зажимов, расположенных у входа и выхода ПК. На входе ПК снабжена смотровым окном, а на выходе связана с нагнетательным приспособлением. На выходе ПК установлен уплотнительный элемент /УЭ/, в котором К обжимается при температуре 20...50°С. Внутренний диаметр ПК составляет 1,1...1,2 диаметра УЭ, а длина ПК равна 20...30 диаметрам УЭ. 2 с. и 5 з.п. ф-лы, 3 ил.
Изобретение относится к машиностроению, а именно к пропитке длинномерных витых изделий.
Целью изобретения является повышение качества каната за счет обеспечения равномерной его пропитки по всему сечению.
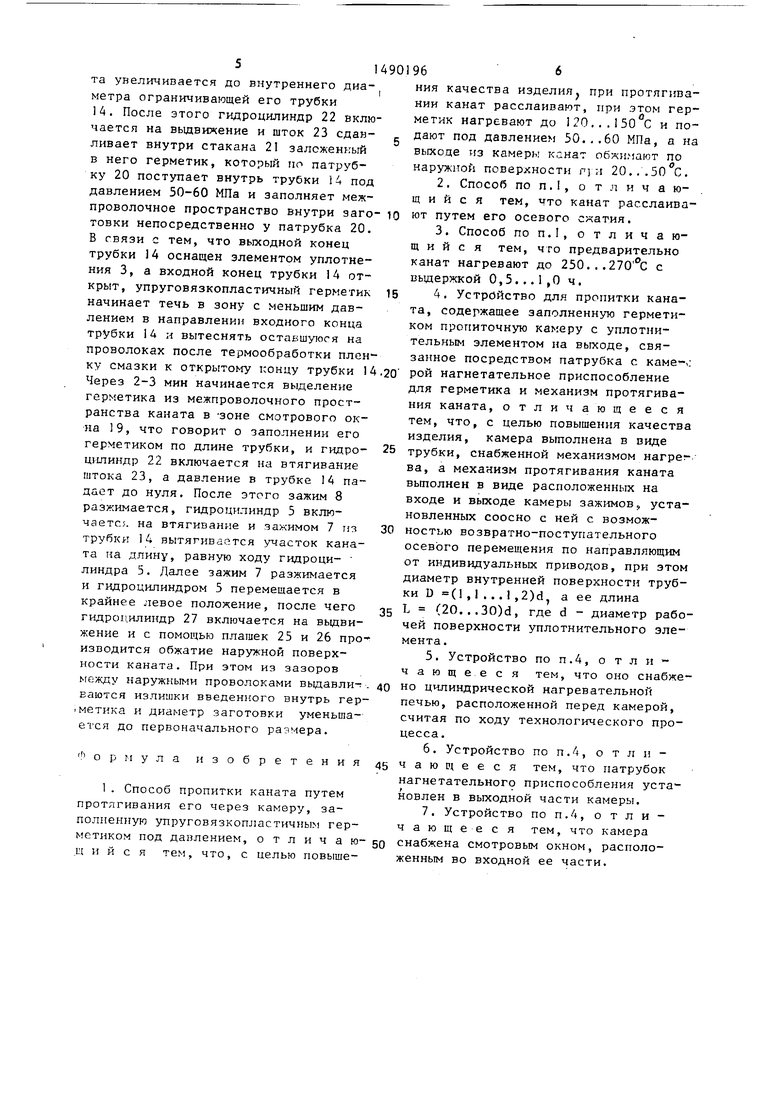
На фиг.1 представлено устройство, общий вид; на фиг.2 - пропиточная ка- мера; на фиг.З - сечение А-А на фиг.2 фиг.2.
Обрабатываемый канат 1 закрытой конструкции нагревают для снятия остаточных напряжений от свивки проволок и удаления внутренней смазки.
затем протягивают через пропиточную ;самеру 2, внутрь которой подается ге рм етик под давлением, и одновременно подвергают принудительному механическому сжатию В осевом направлении внутри камеры для увеличения диаметра каната в поперечном сечении и образования зазоров между проволоками, достаточных для прохода герметика по всему поперечному сечению, после чего канат механически обжимают по наружной поверхности для выдавливания излишка герметика и восстановления первоначального диаметра. Нагрев производят при 250-270 С в течение
СО
05
«.ь
314
0,5-1,0 ч, а упруговяэкопластичный герметик целесообразно подавать к сж&той в осевом направлении заготовке при давлении 50-60 МПа и темпера- туре 120-150 с. Обжатие наружной поверхности заготовки производят при 20-50 с.
Предлагаемый способ реализуется в устройстве, которое содержит камеру 2 с элементом уплотнения 3, сообщенную с нагнетательным приспособлением А для подачи упруговязкопластичного герметика внутрь камеры 2. Механизм протягивания каната выполнен в виде размещенных по обе стороны от камеры 2 гидроцилиндров 5 и 6 с зажимами 7 и 8, перемещающимися по направляющим 9 и 10, центрирующим зажимы 7 и 8 по оси камеры 2. Камера 2, гидроци- линдры 5 и 6 и направляющие 9 и 10 жестко закреплены на общем основании 1I. Перед камерой наклонно установлена цилиндрическая нагревательная печь 12. охватьгошощая канат 1, который сматывается с барабана 13. Камера 2 выполнена в виде стальной трубки 14 с внутренним диаметром D «(1,1...1,2)d и длиной L (20... 30)d, где d - диаметр отверстия эле- мента уплотнения 3. На трубке 14 размещена нагревательная спираль 15 в теплоизоляционном материале 16. Входной конец трубки 14 открыт, а на выходном конце установлен элемент уплотнения 3, выполненный в пиде щелевой втулки 17 с внутренним диаметром (1,0... 1,05) первоначального диаметра каната 1. 1Целевал зтулка 17 прикреплена к торцу трубки 14 при по мощи фланцевого соединения 18 с внутренней конусной расточкой, обеспе- чивающв плавный переход с внутреннего диаметра трубки 14 на диаметр щелевой итулки 17. Трубка 14 оснаще- на смотровым окном 19 для визуального контроля за состоянием каната 1. Посредством патрубка 20 трубка 14 связана с нагнетательным приспособлением 4, выполненным в виде цилинд- рического стакана 21, соединенного с гидроцилиндром 22, шток 23 которого выполняет роль плунжера, выдавливающего внутрь стакана 21 упруговязко-. пластичный герметик.
Каждый из зажимов 7 и В состоит из опоры 24, соединенной с гидроцилиндром 5 или 6 и несущей зажимные плашки 25 и 26, охватывающие канат 1
6
по всему периметру. Нижняя плашка 25 закреплена неподвижно на опоре 24, а верхняя плашка 26 соединена со штоком распорного гидроцилиндра 27, также установленного на опоре 24.
В опоре 24 выполнен паз, через который проходит направляющая 9 или 10.
Длина зажимных плашек выбирается равной рабочему ходу приводного гидроцилиндра 5, который составляет 0,15-0,20 м. Рабочий ход гидроцшшнд- ра 6 равен О,04-0,07м.
Цилиндрргческая нагревательная печь 12 может быть различной конструкции. Однако длина печи 12 выбирается такой, чтобы каждый участок каната 1, протягиваемый через печь 12 в процессе обработки, подвергался тепловой обработке при 250-270 С в течение 0,5-1,0 ч.
Устройство работает следующим образом.
Первоначально осугцествляется подготовка уртройства. Для этого канат 1, сматываемый с барабана 13, проталкивается через включенную цилиндрическую нагревательную печь 12 и подвергается тепловой обработке при 250-270 с в течение 0,5-1,0 ч на длину, достаточную для пропуска его через зажим 8, камеру 2 и зажим 7. Затем включается на прогрев спираль 15 трубки 14, а нагнетательным приспособлением 4 подается внутрь трубки 14 уПруговязкопластичный герметик до появления его из смотрового окна 19, после чего подача герметика прекращается. Как-только температура герметика внутри трубки 14 станет равной 120-150 С, устройство готово к работе.
Зажим 7 разжимается путем п слюче-. ния гидроцилиндра 27 на втягивание штока, поднимающего зажимную плашку 26. Гидроцилиндр 5 включается на выдвижение, и опора 24 переводится в крайнее левое положе1П1е. Гидроцилиндр 27 включается на выдвиженне, в результате чего заготовка зажимается внутри плашек 25 и 26. Зажим 8 гидроцилиндром 6 переводится в крайнее левое положение. Затем зажим 8 зажимается, после чего гидроцилиндр 6 включается на вьздв}гаение. 3 результате этого канат 1 сжимается между зажимами 7 и 8 внутри трубки 14, при этом наружный диаметр кана5
та увеличивается до внутреннего диаметра ограничивающей его трубки 14. После этого гидроцилиндр 22 вклю чаетсл на выдвижение и шток 23 сдавливает внутри стакана 21 заложенный в него герметик, который по патрубку 20 поступает внутрь трубки 14 под давлением 50-60 МПа и заполняет межпроволочное пространство внутри загс тонки непосредственно у патрубка 20, В связи с тем, что выходной конец трубки 14 оснащен элементом уплотнения 3, а входной конец трубки 14 открыт, упруговязкопластичный герметик начинает течь в зону с меньшим давлением в направлении входного конца трубки 14 и вытеснять оставшуюся на проволоках после термообработки пленку смазки к открытому концу трубки 1 Через 2-3 мин начинается выделение герметика из межпроволочного пространства каната в -зоне смотрового окна 19, что говорит о заполнении его герметиком по длине трубки, и гидро- цилиндр 22 включается на втягивание штока 23, а давление в трубке 14 падает до нуля. После этого зажим 8 разжимается, гидроцилиндр 5 включаете), на втягивание и закимом 7 из трубки 14 вытягивается участок каната на длину, равную ходу гидроци- линдра 5. Далее зажим 7 разжимается и гидроцилиндром 5 перемешается в крайнее левое положение, после чего гидроцилиндр 27 включается на выдвижение и с помощью плашек 25 и 26 производится обжатие наружной поверхности каната. При этом из зазоров между наружными проволоками выдавлиБаются излишки введенного внутрь гер метика и диаметр заготовки уменьшается до первоначального размера.
. о р м у л а изобретения
ния качества издeлияJ при протягивании канат расслаивают, при этом герметик нагревают до 120,..150 С и подают под давлением 50...60 МПа, а на выходе из камеры канат обжимают по наружной поверхности 20...50 С.
L (20...30)d, где d - диаметр рабочей поверхности уплотнительного элемента.
Фив. 5
Составитель И.Хоптяная Редактор М.Циткина Техред А.Кравчук
Заказ 3730/31
Тираж 323
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул, Гагарина, 101
фиг. /
25
Корректор О.Кундрик
Подписное
