| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего прессования древесноволокнистых плит из суспензии волокон | 1986 |
|
SU1452877A1 |
| Устройство для регулирования толщины ковра древесноволокнистых плит | 1982 |
|
SU1072006A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Прессовая установка на линии производства древесных плит | 1986 |
|
SU1412962A1 |
| Металлоискатель | 1980 |
|
SU911416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| ЦИФРОВОЙ ИНФРАКРАСНЫЙ ИЗМЕРИТЕЛЬ ВЛАЖНОСТИ | 1996 |
|
RU2102730C1 |
| Способ изготовления древесностружечных плит | 1985 |
|
SU1328202A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Емкостный влагомер зерна | 1986 |
|
SU1377704A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к устройствам для изготовления древесноволокнистых плит мокрым способом прессования. Цель изобретения - улучшение качества плит и повышение производительности устройства за счет уменьшения длительности цикла прессования. Устройство, содержащее подающий конвейер 1 с влагомером 2, горячий пресс 3 с загрузочной 4 и разгрузочной 5 этажерками, гидропривод 6 с системой управления 7, дополнительно снабжено узлом поэтапного определения влажности ковров, выполненным в виде возбуждающих и регистрирующих индукционных катушек 8 и 9, измерителя 10 толщина пакета, измерителя 11 среднего значения влажности, запоминающего устройства 12, усилителя - корректора 13, делителя 14, умножителя 15 и источника 16 переменного тока, при этом вход измерителя среднего значения влажности подключен к выходу влагомера, а выход - к последовательно соединенными запоминающему устройству, делителю и умножителю, выходом связанному с системой управления гидропривода, измеритель толщины пакета подключен к первому входу усилителя-корректора, первый выход которого соединен с вторым входом делителя, а второй выход - с вторым входом запоминающего устройства, второй выход которого подключен к второму входу умножителя, возбуждающие индукционные катушки подключены к источнику переменного тока, регистрирующие индукционные катушки соединены с вторым входом усилителя - корректора, причем обе катушки размещены на трубах парового коллектора попарно и охватывают их через одну, а измеритель толщины пакета установлен на нижней нагревательной плите горячего пресса. 2 ил.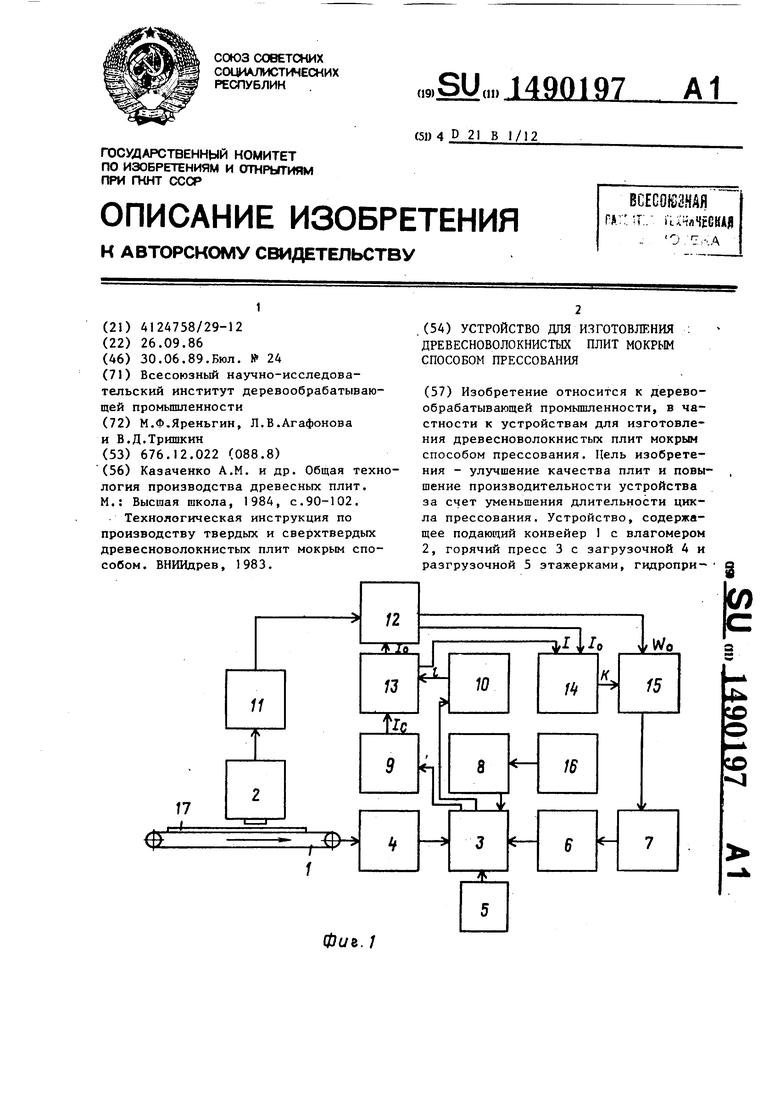
фиг. 1
314
вод 6 с системой управления 7, дополнительно снабжено узлом поэтапного определения влажности ковров, выполненным в виде возбуткдающих и регистрирующих индукционных катушек 8 и 9, Измерителя 10 толщины пакета, измерителя 1I среднего значения нести, запоминающего, устройства 12, усилителя-корректора 13, делителя 14, умножителя 15 и источника 16 переменного тока, при этом вход измерителя среднего значения влажности подключен к выходу влагомера, а выход - к последовательно соединенны- ми запоминающему устройству, делителю и умножителю, выходом связанному с системой управления гидропривода.
Изобретение относится к дерево- обрабатьгоающей промьшшенности и может быть использовано в линиях изготовления древесноволокнистых плит мокрого способа прессования.
Целью изобретения является улуч-i шение качества плит и повьпцение производительности устройства за счет уменьшения длительности цикла прессования .
На фиг.1 изображена блок-схема устройства; на фиг.2 - схема расположения возбуждающих и регистрирующих индукционных катушек в горячем прессе .
Устройство для изготовления древесноволокнистых плит мокрым способом прессования содержит подающий конвейер 1 (фиг.1) с влагомером 2, горячий пресс 3, загрузочную этажерку 4 и выгрузочную этажерку 5, гидропривод 6 с системой .управления 7, узел поэтапного определения влажности ков- ров, выполненный в виде возбуждающей индукционной катушки 8, регистрирующей индукционной катушки 9, измерителя 10 толщины пакета, измерителя 11, среднего значения влажности запоминающего устройства 12, усилителя-корректора 13, делителя 14, умножителя 15 и источника 16 переменного тока. На конвейере 1 располагаются пакеты 17 ковров.
Вход измерителя 11 среднегй значения влажности подключен к выходу влагомера 2, выход - к последовательно соединенным запоминающему устрой-измеритель пакета подключен к первому входу усилителя-корректора первый выход которого соединен с вторым входом делителя, а второй выход - с вторым входом запоминающего устройства, второй выход которого подключен ко второму входу умножителя, возбуждающие индукционные катушки подключены к источнику переменно- го тока, регистрирующие индукционные катушки соединены с вторым входом усилителя-корректора, причем обе катушки размещены на трубах парового коллектора попарно и охватьгаают их через одну, а измеритель толщины пакета установлен на нижней нагревательной плите горячего пресса. 2 ил.
5
0
5
0
з Q 5
ству 12, делителю 14 и умножителю 15, выходом связанному с системой управления 7 гидроприводом 6. Измеритель- 10 толщины пакета подключен к первому входу усилителя корректора 13, первый выход которого соединен с вторым входом запоминающего устройства , второй выход которого подключен ко второму входу умножителя 15., Возбуждающие и индукционные катушки 8 подключены к источнику 16 переменного тока. Регистрирующие индукционные катушки 9 соединены с вторым входом усилителя-корректора 13.
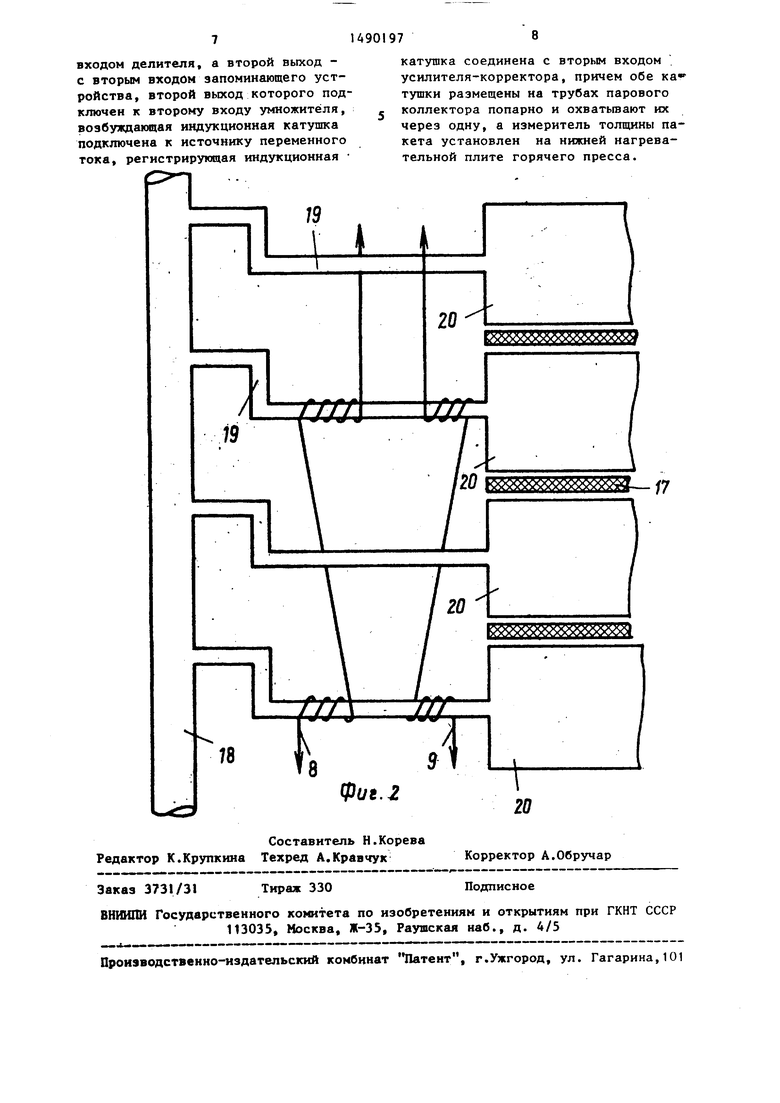
Горячий пресс 3 снабжен паровым коллектором 18 (фиг.2) с трубами 19 и нагревательными плитами 20, между которыми помещаются пакеты ковров 17, поступающие с конвейера 1 (фиг.). На нижней плите горячего пресса установлен измеритель толщины пакета (не показан).
Возбуждающие индукционные катушки 8 и регистрирующие индукционные катушки 9 расположены на трубах -18 попарно и охватывают их через одну.
Устройство для изготовления древесноволокнистых плит мокрым способом прессования работает следующим образом.
Перед загрузкой ковров 17 в пресс 3 (фиг.1) измеряют влажность каждого ковра с помощью влагомера 2. Измеренные значения влажности поступают в измеритель 11 среднего значения влажности, где они суммируются и затем
делятся на количество ковров в запресовке
Г W. „ , (О
п
где Wff - среднее значение влажности W; - влажность i-ro ковра; п - количество, ковров в за-, прессовке.
Среднее значение влажности поступает в запоминающее устройство 12.
Возбуждающие индукционные катушки 8, подключенные к источнику переменного тока 16 (например, генератору) , создают в магнитной системе магнитный поток, который проходит через нагревательные плиты 20 (фиг.2), делится на две части и пронизьпзает два прилегающих к этой плите ковра 17. Затем через две соседние нагревательные плиты и их трубы подачи теплоносителя магнитный поток замыкается в паровом коллекторе 18, возвращается в исходную точку и измеряется регистрирующей катугакой 9. Так как нагревательные плиты 20 и трубы 19 изготовлены из стали, являющейся ферромагнетиком, и практически не оказьшают сопротивления магнитному потоку, то величина регистрирующего магнитного потока определяется магнитным сопротивлением R, ковров 17, т.е. их толщиной 1 и магнитной проницаемостью а или:
(2)
где S - площадь ковра.
Одновременно измеритель 10 (фиг.1) толщины пакета выдает электрический сигнал, соответствующий толщине пакета 17, В усилителе-корректоре 13 происходит коррекция значения тока, снятого с регистрирующей катушки 9 1 с учетом текущего значения толщины пакета:
т - 1 I - -J- ,
(3)
где I - значение тока, скорректированное с учетом толщины пал кета.
В соответствии с (2) значение I
пропорционально только магнитной про- 55 телю, выходом связанному с системой ницаемости .пакета ковров , так управления гидроприводом, нзмери- как значение площади ковров S не ме- тель толщины пакета подключен к пер- няется. В начальный момент прессова- вому входу усилителя-корректора, пер- ния фиксируемое значение тока 1с. вый выход которого соединен с вторым
(начальное значение) с регистрирующей катушки 9 через усилитель-корректор 13 поступает в запоминающее устройство 12. В процессе прессования измеряется значение тока через регистрирующую катугаку 9 и толщина пакета. В делителе 14 вычисляется отношение текущего значения тока I к
начальному значению 1о.
Далее в умножитель 15 поступает сигнал К с делителя 14 и сигнал W, с запоминающего устройства 12.
Умножитель 12 вьщает сигнал W-j.
К Wo, характеризующий влажность ковров в текущий момент времени, которьш поступает в систему управения 7 гидроприводом 6.
При достижении величиной текущей
влажности W технологически заданного значения система управления 7 гидроприводом 6 выдает сигнал о заверще- нии очередной фазы прессования и соответствующем изменении давления,
поступающем в горячий пресс 3.
Формула изобретения
Устройство для изготовления древесноволокнистых плит мокрым способом Прессования, содержащее подающий конвейер с влагомером, горячий пресс с нагревательньпчи плитами, паровым трубчатым коллектором,
загрузочной и р азгрузочной этажерками, гидропривод с системой управления , отличающееся тем, что, с целью улучшения качества плит и повыщения производительности
устройства за счет уменьшения дли- тельности цикла прессования, в него введены узел поэтапного определения влажности ковров, выполненный в виде возбуждающей и регистрирующей индукЦИОННЫХ катушек, измерителя толщины пакета, измерителя среднего значения в лажности, запоминающего устройства, усилителя-корректора, делителя, умножителя и источника переменного тока, при этом вход измерителя среднего значения влажности подключен к выходу влагомера, а выход - к nor следовательно соединенным запоминак)- щему устройству, делителю и умноживходом делителя, а второй выход - с вторым входом запоминающего устройства, второй выход которого подключен к второму входу умножителя, возбуждающая индукционная катушка подключена к источнику переменного тока, регистрирующая индукционная
19
IB
2СТ
8
8 фуе.г
Составитель Н.Корева Редактор К.Крупкина Техред А.Кравчук
Заказ 3731/31
Тираж 330
катушка соединена с вторым входом усилителя-корректора, причем обе ка тушки размещены на трубах парового коллектора попарно и охватьшают их через одну, а измеритель толщины пакета установлен на нижней нагревательной плите горячего пресса.
lйбooooo iooбб x x oя
///
17
20
Ж.
20
Корректор А.Обручар Подписное
| Казаченко A.M | |||
| и др | |||
| Общая технология производства древесных плит | |||
| М.: Высшая школа, 1984, с.90-102 | |||
| Технологическая инструкция по производству твердых и сверхтвердых древесноволокнистых плит мокрым способом | |||
| ВНИИдрев, 1983. |
