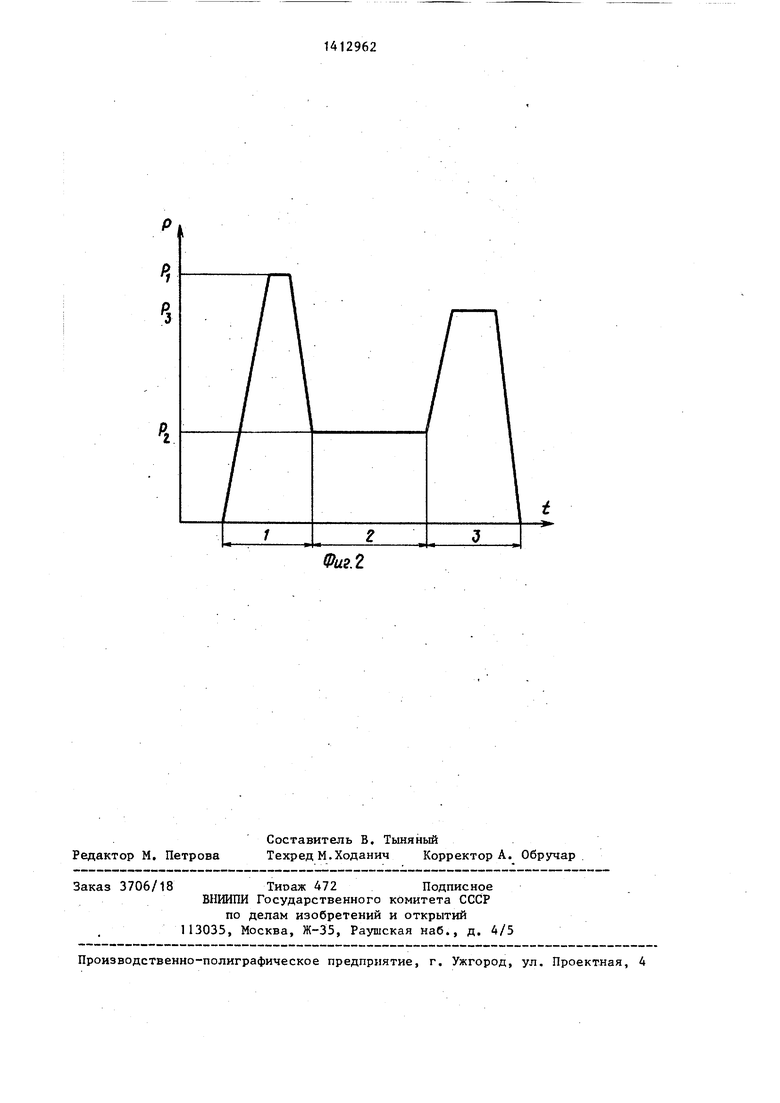
Изобретение относится к деревооб- :рабатывающей промьшшенности, i Цель изобретения - улучшение ка- |чества отпрессованных плит и повыше- |ние производительности установки. j На фиг.1 изображена блок-схема ус- |тановки; на фиг,2 - гщклограмма прес- I сования,
; Прессовая установка состоит из го- рячего гидравлического пресса 1, за- Iгрузочно-разгрузочного оборудования 12, aккy fyлятopa 3 горячей воды, электрооборудования 4, гидросистемы J5, устройства 6 управления гидросистемой, контрольно-измерительных при-. jборов 7, пульта 8 управления, контактного манометра 9,.измерителя 10, Гзадатчиков 11,12 и 13 влажности окон- |чания каждой фазы, компараторов 14, |15 и 16, ограничителя 17 фазы Отжим |фазопереключателя 18, измерителя 19 давления прессования, задатчиков 20- I 23 давления каждой фазы, блока 24 .сравнения давления заданному, блока 25 управления, подъемом давления,блока 26 управления сбросом давления.
Предлагаемая прессовая установка работает следующим образом.
После того, как произойдет загрузка пресса 1 древесноволокнистыми коврами загрузочным обор удованием 2 и оператор пресса убедится, что прессовая установка в работоспособном состоянии, а именно аккумулятор 3 заряжен, электрооборудование 4, гидросистема 5, устройство 6 управления гидросистемой, контрольно-измерительные приборы 7 в исправном состоянии, :ОН нажимает на пульте 8 управления кнопку Подъем пресса. Включается устройство 6 управления гидросистемой пресс начинает смыкаться под воздей- ствием возрастающего давления в гидросистеме 5. После смыкания плит пресса давление продолжает возрастать до достижения значения, установленного на контактном манометре 9, Начинается фаза цикла Отжим, Одновременно контактный манометр 9 через пульт 8 управления включает автоматическую адаптивную систему управления давлением прессования, в которой предварительно на каждом задатчике 11,12 и 13 влажности окончания фазы установлено значение влажности прессуемого, при достижении которого должен быть совер шен переход от одной фазы к другой, а на каждом задатчике 20-23 давления
0
0
5
0
5
0
5
0
5
установлено значение давления прессования, необходимое на соответствующей фазе. При включении автоматической
системы управления фазопереключатель 18 устанавливается в положение I, при котором вход блока 24 сравнения электрически соединен с задатчиком 20 давления, на котором установлено давление, необходимое на фазе Отжим.
После включения автоматической системы управления работа прессовой установки происходит следующим образом. Сигнал о значении влажности прессуемого ковра с измерителя 10 влажности поступает одновременно на параллельные входы всех компараторов 14-16, в каждом из которых происходит сравнение поступающего сигнала с сигналом соответствующего задатчика. Пока влажность прессуемого ковра в начале прессования больше установленных на за- датчиках 11-13 значений,с компараторов 14-16 сигналы на фазопереключатель 18 не поступают и переключатель находится в неизменном положении, в данном случае, в первом. При этом сигнал о величине давления прессова- . ния, поступающий с измерителя 19 давления сравнивается в блоке 24 сравнения с сигналом от задатчика 20 давления, при рассогласовании этих сигналов, в зависимости от знака рассогласования выдается сигнал на блок 25 подьема давления или блок 26 сброса давления, откуда подается соответствующий сигнал в устройство управления гидросистемой и устанавливается давление прессования, равное заданному задат чиком 20. При уменьшении влажности прессуемого йовра до значения, установленного на задатчике 11 окончания фазы Отжим (45-50%), с выхода компаратора 14 на вход фазопереключате- ля 18 Поступает сигнал, по которому перекл ючатель устанавливается в положение II.
Начинается фаза Сушка. Если на фазе Отжим технологические условия для прессования при высоком давлении станут неблагоприятными раньше, чем ковер достигнет желательной (установленной) влажности, то переход к следующей фазе с переводом переключателя в положение II произойдет также раньше по сигналу ограничителя фазы
. Отжим .При положении II переключателя сигнал с измерителя 19 давления в блоке 24 сравнения сравнивается с сигналом
14
задатчика 21 давления, на котором установлено значение давления прес- сования, необходимое на фазе Сушка и в результате воздействия блоков сравнения 24, сброса давления 26 и устройства 6 управления гидросистемой давление прессования снижается и устанавливается равным заданному задатчиком 21, При уменьшении влажности прессуемого ковра до значения, установленного на задатчике 12 окончания сушки (7-10%) с выхода компаратора 15 на фазопереклгочатель 18 поступает сигнал на перевод переключателя в положение III, при котором сигнал с измерителя 19 давления сравнивается с сигналом задатчика 22 давления фазы Закалка. Давление прессования поднимается в результате воздействия на гидросистему 5 до установленного на задатчике 22 значения. Происходит фаза Закалка. При уменьшении влажности прессуемой плиты до значения, установленного на задатчике 13 влажности окончания закалки (1,5-1%), с выхода компаратора 16 на фазопереключатель 18 поступает сигнал на перевод переключателя в положение IV, при котором к блоку 24 сравнения окажется подклю ченным задатчик 23 Спуск пресса с установленным на нем значением давления, равным нулю. Происходит сброс давления, пресс размыкается, система управления выключается. Готовые плиты вынимаются из пресса 1 разгрузочным оборудованием.
Пресс готов к новому циклу.
Формула изобретения
Прессовая установка на линии производства древесных плит, содержащая горячий пресс периодического действия с загрузочно-разгрузочным и электрооборудованием, аккумулятором горя чей воды, гидросистемой, устройством управления гидросистемой
962
контрольно-измерительными прнборлми пресса, а также пульт управления и контактньй манометр, сообщенньп с гидросистемой ,отличающа я- с я тем, что, с целью улучшения качества отпрессованных плит и повышения производительности установки, она снабжена измерителем влажности
Q прессуемого ковра, задатчиками влажности окончания фаз Отжим, Сушка и Закалка, тремя компараторами, . ограничителем фазы Отжим , фазопе- реключателем, измерителем давления
5 прессования, задатчиками давления каждой фазы, блоком сравнения давления, блоком управления подъемом дав- лени51 и блоком управления сбросом давления, при этом выход измерите0 ля влажности подключен к первому входу.каждого компаратора, второй вход которых соединен с соответствующим задатчиком влажности окончания данной фазы, а выходы компараторов под5 ключены соответственно к первому, второму и третьему входам фазопере- ключателя, к четвертому входу которого подсоединен ограничитель фазы Отжим, пятый вход фазопереключате0 связан с первым выходом пульта уп- равления, шестой, седьмой-, восьмой и девятый входы фазопереключателя связаны с соответствующими задатчиками давления фазы, а первый выход измерителя давления прессования подключен к первому входу блока сравнения, второй вход которого подключен к выходу фазопереключателя, при этом первый и второй выходы блока сравнения связаны соответственно с входами блоков управления подъемом и сбросом давления, причем выходы последних соединены с вторьш и третьим входами устройства управления гидросистемой
с пресса, первый выход контактного манометра соединен с входом измерителя .давления прессования, которьй связан с горячим гидравлическим прессом, а второй - с входом пульта управления„
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовая установка в линии производства древесных плит | 1986 |
|
SU1407811A1 |
| Система контроля процесса упрессовки фанеры | 1987 |
|
SU1516353A2 |
| Способ горячего прессования древесноволокнистых плит из суспензии волокон | 1986 |
|
SU1452877A1 |
| Устройство управления работой пресса | 1990 |
|
SU1699776A1 |
| Способ управления процессом прессования | 1990 |
|
SU1787781A1 |
| Устройство для изготовления древесноволокнистых плит мокрым способом прессования | 1986 |
|
SU1490197A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1992 |
|
RU2035312C1 |
| Система управления процессом прессования в машине литья под давлением | 1983 |
|
SU1098661A1 |
| Устройство для регулирования заполнения пресс-форм | 1986 |
|
SU1332276A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2007 |
|
RU2356738C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесноволокнистых плит мокрым способом. Цель изобретения - улучшение качества отпрессованных плит и повышение производительности установки. Установка снабжена автоматической адаптивной системой управления давлением прессования, включающей в себя измеритель 10 влажности, задатчики влажности 11,12 и 13 окончания фазы, фа- зопереключатель 18, измеритель давления прессования 19, блок сравнения давления заданному 24. Сигнал с измерителя 10 влажности прессуемого ковра поступает на входы компараторов каждой фазы 14,15 и 16, на входы которых подаются сигналы с соответствующих задатчиков влажности 11,12 и 13. При достижении влажности определенного значения происходит переход к следующей фазе прессования. 2 ил.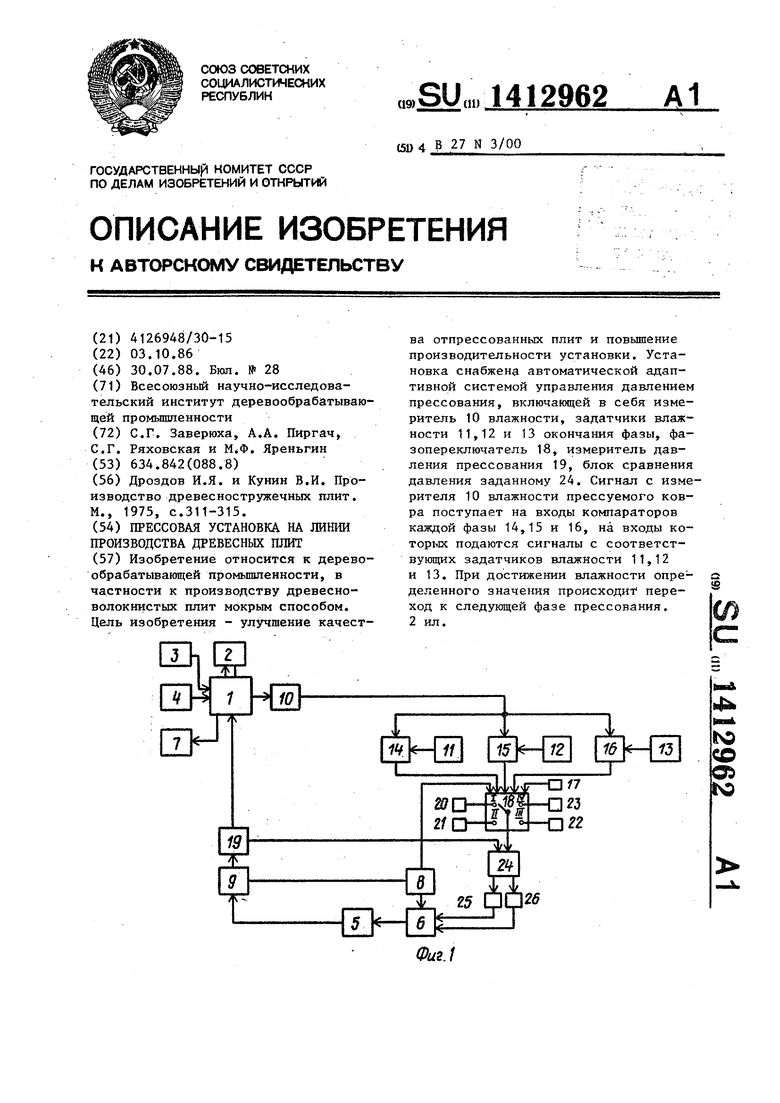
Фиг.2
| Дроздов И.Я | |||
| и Кунин В.И | |||
| Производство древесностружечных плит | |||
| М., 1975, с.311-315. |
