113
Изобретение относится к деревообрабатывающей промышленности, а именно к производству древесностружечных плит.
Цель изобретения - повышение качества плит.
На чертеже представлена блок-схем реализации способа.
Блок-схема содержит плотномер 1, влагомер 2, установленный над транспортером голо)зного конвейера после пресса предварительного прессования, фиксатор 3 посадки плит горячего пресса на планки, состоящий из конечных выключателей, фиксирующих момент контакта плиты пресса с поверхностью пакета и момент смыкания плит.
т.е. момент, когда толщина пакета
имеет заданное значение, вычислитель- 2о предыдущего :ЦИ1сла.
ное устройство А, тиристорные схемы управления скоростей дозирующих конвейеров формирующих машин наружных 5 и внутреннего б слоев древесностружечных плит,25
Способ осуществляют следуюи1им образом.
Измеряют плотность подпрессованного пакета D плотномером 1, сравнивают полученное значение плотности с заданным D и определяют величину отклонения jD. Формируют управляющий сигнал UoJ поступающий на тирнстор- ные схемы управления скоростями дозирующих конвейеров формирующих машин 5 и 6.
Управляющий сигнал UQ определяют
по -формуле
Аналогичньм обра время прессования т Сравнивают и получа нения
4t t,p30
35
где jt - величина о мени; t р. - время прес
го цикла;
t - время прес цикла.
В зависимости от jt изменяют (коррек щий сигнал. При это то t 70, т.е. про ние времени прессов направлено на увели дозирующих конвейер и , то происхо мени прессования и лено на уменьщение щих конвейеров.
и„ /ID -Kg,
6а
где Кд - коэффициент пропорциональности, который устанавливается конкретно для данной схемы.
При формировании UQ. учитывается iD. Если DJ 7 DT-, то лВ 7 О и Uj.7 О, т,во,если плотность меньше заданной, то -управление направлено на увеличение скорости дозирующих конвейеров.
Измеряют влажность подпрессованного пакета. Сравнивают полученное значение с заданньм и получают величину отклонения по формуле
йМ MTМ,
где ijM - величина отклонения влажности;
0
5
М - текущее значение влажности подпрессованного пакета;
М, - заданное значение влажности. В зависимости от величины и знака величины отклоН гния влажности М кор- ректируют управляющий сигнал U-. Если влажность больше заданной, то управление направлено на увеличение ск орос- ти дозирующих конвейеров, если меньше - на уменьшение.
Измеряют время прессования на предыдущем цикле, при этом фиксируют момент контакта плиты горячего пресса с поверхностью пакета древесностружечных плит и момент посадки плит пресса на дистанционные планки, т.е. доведение пакета до заданной толщины.Это время является временем прессования
Аналогичньм образом определяют время прессования текущего цикла.- Сравнивают и получают величину отклонения
4t t,p
где jt - величина отклонения во времени;t р. - время прессования предьщзпцего цикла;
t - время прессования текущего цикла.
В зависимости от величины и знака jt изменяют (корректируют) управляющий сигнал. При этом, если tpp7 t, то t 70, т.е. происходит уменьшение времени прессования и управление направлено на увеличение скорости дозирующих конвейеров, если t и , то происходит увеличение времени прессования и управление направлено на уменьщение скорости дозирующих конвейеров.
Таким образом, корректируя скорости дозирующих конвейеров формир-ующих -машин наружных и внутреннего слоев в зависимости от времени .прессования, улучшают качество древесностружечных плит (плотность , прочность на изгиб, влажность и др.), так как при этом дополнительно косвенно учитываются параметры процесса на предыдущих стадиях, влияющие на качество готовой продукции.
Формула изобретения
Способ изготовления древесностружечных плит путем дозирования древесностружечной массы, формирования ковра, измерения текущего значения плотности и влажности древесностружечной массы в процессе формирования, регулирования скоростей дозирующих конвейеров с последующим прессованием пакета, отличающийся тем, что, с целью повышения качества плит, дополнительно измеряют время прессо/ ч
Редактор М, Бланар
Составитель Н, Дроздова
Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 3438/20Тираж 463Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
вания пакета каждого предыдущего и пос ледующего циклов, сравнивают между собой, а регулирование скоростей дозирующих конвейеров осуществляют по результатам сравнения, при этом при увеличении времени прессования последующего цикла уменьшают скорость дозирующих конвейеров, а при уменьше- нии - увеличивают.
/ч
/ ч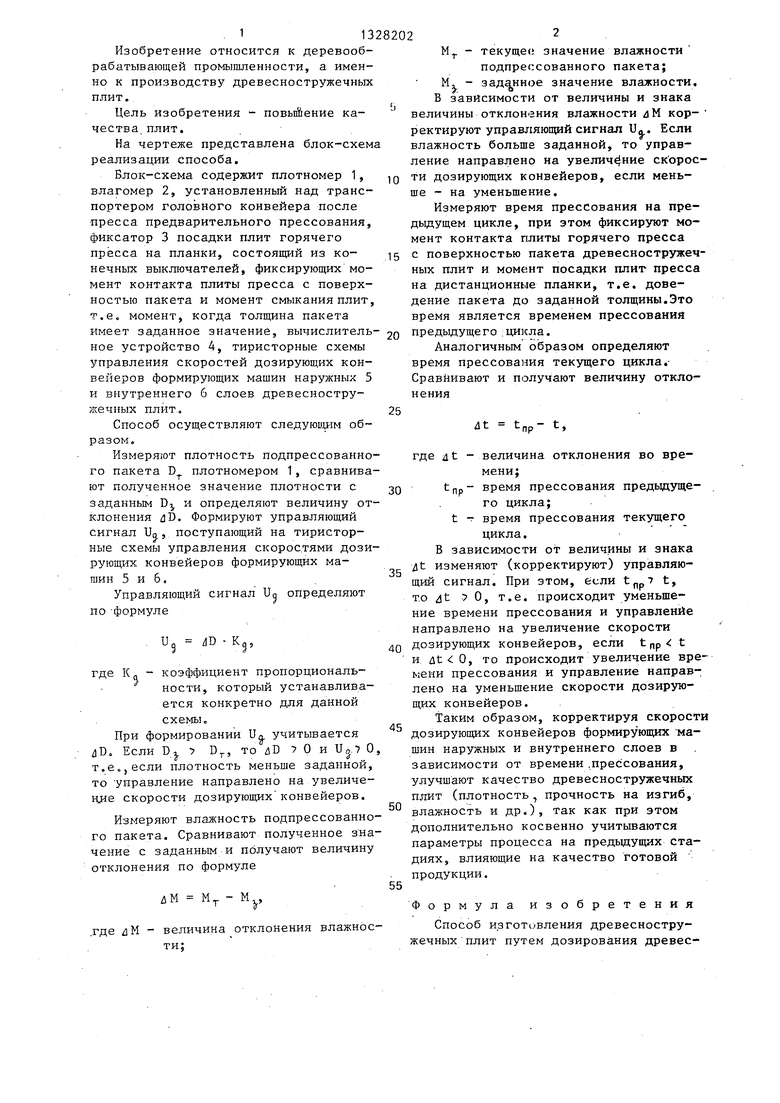
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| Способ управления процессом изготовления древесно-стружечных плит | 1979 |
|
SU939299A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ изготовления древесностружечных плит | 2018 |
|
RU2708323C1 |
| Способ горячего прессования древесноволокнистых плит из суспензии волокон | 1986 |
|
SU1452877A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Линия для изготовления древесных плит | 1977 |
|
SU686898A1 |
| Устройство для изготовления древесноволокнистых плит мокрым способом прессования | 1986 |
|
SU1490197A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПРЕССОВАННЫХ ДРЕВЕСНЫХ ЧАСТИЦ | 1991 |
|
RU2012487C1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |

Изобретение относится к дерево- обрабатьгоающей промышленности. Цель изобретения - повышение качества плит. Измеряют плотность подпрессо- ванного пакета, сравнивают с заданной, измеряют влажность подпрессован- ного пакета, сравнивают полученное значение с заданным. По этим показателям регулируют скорость дозирующих контейнеров. Измеряют время прессования предьщущего цикла и время прессования текущего цикла, сравнивают их между собой и по результатам сравнения регулируют скорости дозирующих контейнеров, при этом при увеличении времени прессования уменьшают скорость дозирующих контейнеров, а при уменьшении увеличивают. 1 ил. Q
| Устройство для формирования стружечного ковра | 1982 |
|
SU1114564A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ управления процессом изготовления древесно-стружечных плит | 1979 |
|
SU939299A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
