СП
Изобретение относится к деревооб- рабатыванщей промышленности, в частности к производству древесноволокнистых плит мокрого способа прессования,i
Цель изобретения - повышение производительности за счет упорядочения цикла прессования.
Цель достигается тем, что согласно способу горячего прессования древесноволокнистых плит из суспензии волокон путём расчета продолжительности ступеней отжима, сушки и закалки плит и соответствующей каждой ступени величины давления расчет продолжительности каждой из ступеней проводят по влажности плит, при этом на каждой из ступеней замеряют начальную и текущую величины индуцированного через плиту тока, и определяют влажность плиты в соответствии с соотношением
W W
° Jгде W - начальная влажность ковра, Jp - начальная величина индуцированного через плиту тока; Jy - текущая величина индуцированного через плиту тока, сравнивают ее с технологически заданным значением влажности и производят соответствующее изменение давления. На фиг. 1 изображена схема устройства для изготовления плит; на фиг. 2 - схема возбуждающей и регистрирующей катушек.
Способ осуществляют с помощью устройства для изготовления древесноволокнистых плит, которое включает подающий конвейер 1 с влагомером 2, горячий пресс 3 с нагревательными плитами 4, паровым трубчатым коллектором 5, загрузочной 6 и выгрузочной
7этажерками, гидравлический привод
8с системой 9 управления и снабжено узлом поэтапного определения влажности ковров (плит), вьшолненным в виде попарно размещенных на трубах 10 парового коллектора 5, возбуждающих 11 с источником 12 переменного тока и регистрирующих 13 индукционных катушек, установленного на нижней нагревательной плите 4 измерителя 14 толщины пакета 15, а также измерителя ч 16 среднего значения влажности, делителя 17, умножителя 18, усилителя- корректора 19 и запоминающего устрой4528772
ства 20, причем вход 21 измерителя 16 среднего значения влажности электрически связан с выходом 22 влагомера J 2, а выход 23 - с запоминакяцим устройством 20, при этом выход 24 измерителя 14 толщины пакета электрически связан с запоминающим устройством 20 через усилитель-корректор 19, вы- 10 ход 25 усилителя-корректора 19 и один из выходов 26 запоминающего устройства 20 электрически связаны с делителем 17, а другой выход 27 запоминающего устройства 20 электрически 15 связан с умножителем 18, который электрически связан с системой 9 управления гидроприводом 8 пресса 3, при этом, пары индукционных катушек 11 и 13 охватывают трубы 10 парового 20 коллектора 5 через одну.
Способ осуществляют следующим образом.
Перёд загрузкой ковров (плит) 15 в пресс 3 измеряют влажность каждого 25 ковра (плиты) с помощью влагомера 2. Измеренные значения влажности поступают в измеритель 16 среднего значения, где значения влажности суммируются и полученная сумма делится 30 на количество плиу в запрессовке
Г W..
W.
)
(1)
где W W. п
-среднее значение влажности,
-влажность i-й плиты,
-количество плит в запрессовке.
Среднее значение влажности посту- пает в запоминающее устройство 20. Возбуждающая индукционная катушка 11, подключенная к источнику 12 переменного тока, создает магнитньй поток, который проходя через нагрева- тельную плиту 4, делится на два прилегающих к этой плите ковра (плиты) 15, затем через две соседние нагревательные плиты и их трубы 10 подачи теплоносителя замыкаются в паровом коллекторе, возвращается в исходную точку и измеряется регистрирующей катушкой 13. Так как нагревательные плиты 4 и трубопроводы 10 изготовлены из стали, являющейся ферромагнити- ком, и практически не оказывают сопротивления магнитному потоку, то величина регистрируемого магнитного потока определяется магнитным сопротивлением R ковров 15, т.е. их тол
щиной 1 и магнитной проницаемостью jUg или
1
14
RM
(2).
/Ka-S
где S - площадь плиты.
Одновременно измеритель 14 толщины пакета выдает электрический сигнал, соответствующий толщине пакета 1. В усилителе-корректоре 19 происходит коррекция значения тока, снятого с регистрирующей катущки 1 с учетом текущего значения толщины пакета 1
(3)
где IP - значение тока, скорректированного с учетом толщины пакета. В соответствии с (2) значение J пропорционально только магнитной проницаемости пакета ковров (плит) , так как значение площади плит не меняется. В начальньй момент прессова- кия фиксируемое значение тока 1 (так называемое начальное значение Зд) поступает в запоминающее устройство 20. В процессе прессования измеряются значения тока через регистри- рукщую катушку 13 и толщина пакета, а в делителе 17 вычисляется отношением текущего значения тока J,. к начальному О о
IT
к
Далее в умножитель
сигнал с делителя 17 (К -)
ID
(4)
18 поступает
и запоминающего устройства 20 (W), при этом получается влажность плиты в текущий момент времени (W Wo-К).
1452877
0
5
0 5 0
Сигнал W nocTi-naeT в систему 9 управления гидроприводом 8 пресса 3. При достижении текущей влажности технологически заданного значения система 9 управления гидроприводом 8 вьща- ет сигнал о завершении очередной фазы прессования и соответствующем изменении давления.
Предлагаемый способ позволяет повысить производительность устройства на 18%.
Формула Изобретения
Способ горячего прессования древесноволокнистых плит из суспензии волокон путем расчета продолжительности ступеней отжима, сушки и закалки плит и соответствующей каждой ступени величины давления, отличающийся тем, что, с целью повьш1ения производительности за счет упорядочения цикла прессования, расчет продолжительности каждой из ступеней проводят по влажности плит, при этом на каждой из ступеней замеряют начальную и текущую величину индуцированного через плиту тока, и определяют влажность плит W в соответствии с соотношением
WT W«
JT
где Wp - начальная влажность ковра, Je - начальна величина индуцированного через плиту тока, JY - текущая величина индуцированного через плиту тока, сравнивают ее с технологически заданным значением влажности и производят соответствующее изменение давления.
10 Ю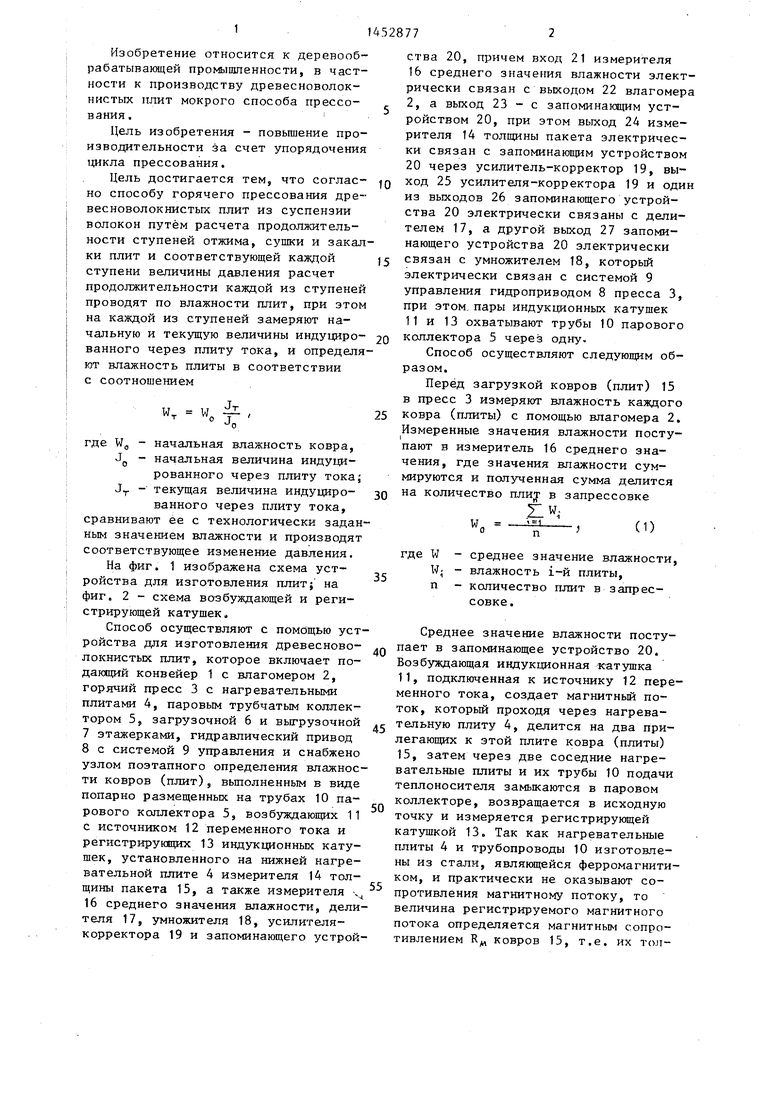

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления древесноволокнистых плит мокрым способом прессования | 1986 |
|
SU1490197A1 |
| Способ изготовления древесностружечных плит | 1985 |
|
SU1328202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| Способ изготовления древесноволокнистых плит | 1985 |
|
SU1409450A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ И ДРЕВЕСНОВОЛОКНИСТАЯ ПЛИТА | 2020 |
|
RU2811899C2 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДЫХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU327072A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ управления изготовлением минераловатного ковра | 1989 |
|
SU1701653A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 2011 |
|
RU2484955C2 |
| Способ производства древесноволокнистых плит средней плотности | 1983 |
|
SU1291409A1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесноволокнистых плит мокрого способа прессования. Цель изобретения - повышение производительности за счет упорядочения цикла прессования. Продолжительность каждой из ступеней рассчи- тьгоают по влажности плит. При этом на каждой из ступеней замеряют начальную и текущую величины индицированного через плиту тока и определяют влажность плиты W в соответствии с соотношением W Wo-p-, - где W начальная влажность ковра, Лд - иа- чальная величина индуцированного через плиту тока; J. - текущая величина индуцированного через плиту тока. Сравнивают влажность с технологически заданным значением и производят соответствующее изменение давления. 2 ил. (Л
I/ /
t/i/1/
и
|)|уАЛХХЛЛХУ СУХ
/5
P)OOOvyS :xxx)
/5
фие.2
| Технологическая инструкция по производству твердых и сверхтвердых древесноволокнистых плит мокрым способом | |||
| - Балабаново | |||
| ВНИИДРЕВ, 1983, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
