Изобретение относится- к машиностроению, а точнее к технологической оснастке для протяжных станков, и может быть использовано для протягивания шпоночных и других пазов в деталях типа втулка, колесо и т.п.
Цель изобретения - расширение эксплуатационных возможностей приспособления для протягивания пазов за счет обеспечения базирования заготовок со зна- читальными колебаниями допуска на посадочном отверстии обрабатываемой детали и повышение точности базирования ее путем повышения точной упругой податливости переходной втулки этого приспособления.
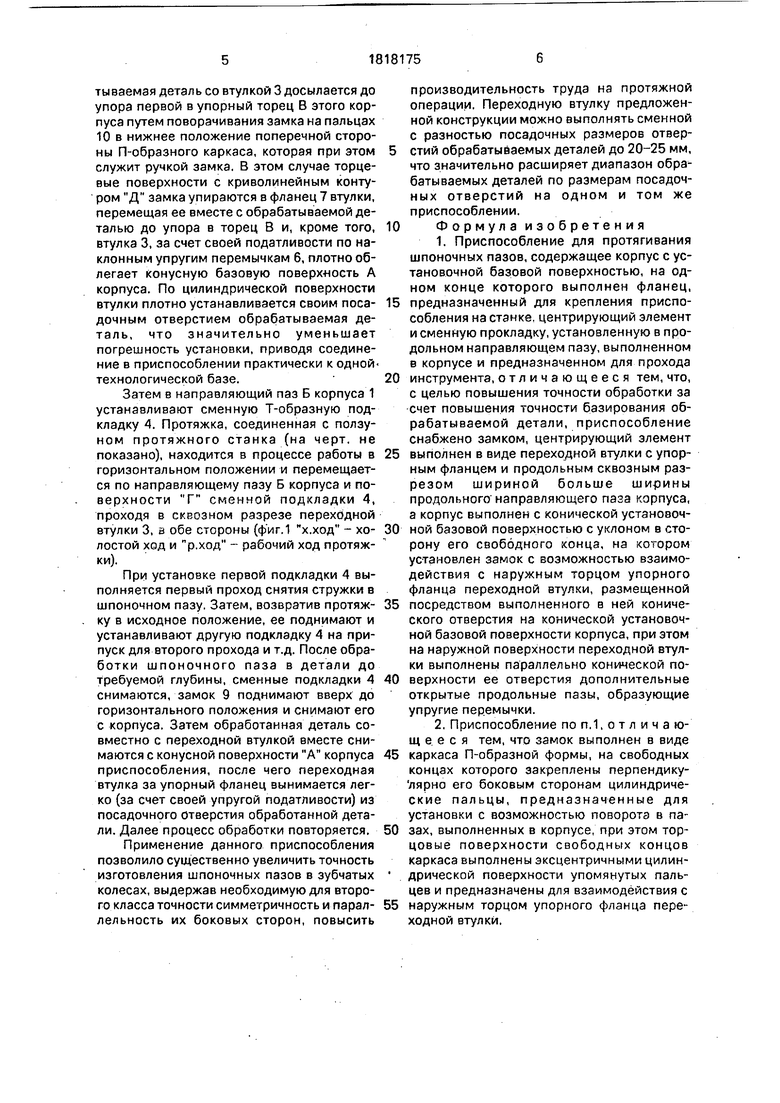
На фиг. 1 показан общий вид приспособления в продольном разрезе; нз фиг.2 - при- способление, вид сбоку со стороны свободного торца корпуса.
Приспособление для протягивания шпоночных пазов содержит корпус 1 с установочной конусной и горизонтальной базовой поверхностью А и фланцем 2 для крепления на станке, дополнительную пере- ходную втулку 3, установленную на поверх- ности А корпуса. В продольном направляющем пазу Б корпуса, предназначенного для прохода инструмента (протяжки), установлена сменная Т-образная подкладка 4, которая выполнена из закаленной стали. Переходная втулка 3 в свою очередь выполнена с продольным сквозным разрезом, ширина которого больше ширины направляющего паза Б корпуса (фиг.2), а на наружной цилиндрической поверхности ее выполнены параллельно конусному отверстию дополнительные открытые продольные пазы 5, образующие наклонные упругие перемычки 6 одинаковой толщины по всей длине, включая и упорный фланец 7, которые одинаково отдалены от стенок упомянутого сквозного разреза втулки 3. При этом конусное отверстие втулки выполнено с уклоном в сторону, противоположную ее упорному фланцу 7, а наружная цилиндрическая поверхность выполнена соответствующей размеру посадочного отверстия обрабатываемой детали.
На свободном конце корпуса 1 в пазах 8 установлен замок 9, предназначенный для досылания переходной втулки 3 с установленной обрабатываемой деталью до упорного торца В корпуса, выбирая (сглаживая) погрешности их сопряжения - базовых посадочных поверхностей корпуса, переходной втулки и обрабатываемой детали за счет хорошей облегаемости переходной втулки 3 на корпусе 1 и по базовому посадочному отверстию обрабатываемой детали, что обеспечивается наклонными упругими пе- ремычками б переходной втулки. Замок 9 выполнен съемным в виде П-образного каркаса, торцы свободных концов параллельных сторон которого выполнены по криволинейному контуру Д (фиг.1), Перпендикулярно к этим сторонам и с эксцентричным смещением е относительно центра образования криволинейного контура соос- но и навстречу друг к друг/ закреплены цилиндрические пальцы 10. Они установлены с возможностью обеспечения контактирования упомянутого контура торцев с упорным фланцем 7 переходной втулки 3. Пальцы 10 установлены в пазы 8 корпуса 1 по свободной посадке с возможностью про- ворота,
Приспособление работает следующим образом.
Корпус 1 через фланец 2 болтами 11 крепится и центрируется на планшайбе станка (фиг.1). В посадочное отверстие обрабатываемой детали, например колеса, устанавливают переходную втулку 3, которая в нем самоустанавливается за счет своей упругости. Далее, обрабатываемая деталь вместе с переходной втулкой 3 устанавливается конусным отверстием последней на соответствующую ему конусную базовую поверхность А корпуса, располагая упорный фланец 7 переходной втулки 3 со стороны свободного конца корпуса 1. После этого, установив замок 9 своими цилиндрически- ми пальцами 10 в пазы 8 корпуса 1, обраба-.
тываемая деталь со втулкой 3 досылается до упора первой в упорный торец В этого корпуса путем поворачивания замка на пальцах 10 в нижнее положение поперечной стороны П-образного каркаса, которая при этом служит ручкой замка. В этом случае торцевые поверхности с криволинейным контуром Д замка упираются в фланец 7 втулки, перемещая ее вместе с обрабатываемой деталью до упора в торец В и, кроме того, втулка 3, за счет своей податливости по наклонным упругим перемычкам б, плотно облегает конусную базовую поверх-ность А корпуса. По цилиндрической поверхности втулки плотно устанавливается своим посадочным отверстием обрабатываемая деталь, что значительно уменьшает погрешность установки, приводя соединение в приспособлении практически к одной технологической базе.
Затем в направляющий паз Б корпуса 1 устанавливают сменную Т-образную подкладку А. Протяжка, соединенная с ползуном протяжного станка (на черт, не показано), находится в процессе работы в горизонтальном положении и перемещается по направляющему пазу Б корпуса и поверхности Г сменной подкладки 4, проходя в сквозном разрезе переходной втулки 3, в обе стороны (ф иг.1 х.ход - холостой ход и р.ход - рабочий ход протяжки).
При установке первой подкладки 4 выполняется первый проход снятия стружки в шпоночном пазу. Затем, возвратив протяжку в исходное положение, ее поднимают и устанавливают другую подкладку 4 на припуск для второго прохода и т.д. После обработки шпоночного паза в детали до Требуемой глубины, сменные подкладки 4 снимаются, замок 9 поднимают вверх до горизонтального положения и снимают его с корпуса. Затем обработанная деталь совместно с переходной втулкой вместе снимаются с конусной поверхности А корпуса приспособления, после чего переходная втулка за упорный фланец вынимается легко (за счет своей упругой податливости) из посадочного отверстия обработанной детали. Далее процесс обработки повторяется.
Применение данного приспособления позволило существенно увеличить точность изготовления шпоночных пазов в зубчатых колесах, выдержав необходимую для второго класса точности симметричность и парал- лельность их боковых сторон, повысить
производительность труда на протяжной операции. Переходную втулку предложенной конструкции можно выполнять сменной с разностью посадочных размеров отвер5 стий обрабатываемых деталей до 20-25 мм, что значительно расширяет диапазон обра батываемых деталей по размерам посадочных отверстий на одном и том же приспособлении.
0 Ф ормул а и зобрете н ия
1. Приспособление для протягивания шпоночных пазов, содержащее корпус с установочной базовой поверхностью, на одном конце которого выполнен фланец,
5 предназначенный для крепления приспособления на станке, центрирующий элемент и сменную прокладку, установленную в продольном направляющем пазу, выполненном в корпусе и предназначенном для прохода
0 инструмента, отличающееся тем, что, с целью повышения точности обработки за счет повышения точности базирования обрабатываемой детали, приспособление снабжено замком, центрирующий элемент
5 выполнен в виде переходной втулки с упорным фланцем и продольным сквозным разрезом шириной больше ширины продольного направляющего паза корпуса, а корпус выполнен с конической установоч0 ной базовой поверхностью с уклоном в сторону его свободного конца, на котором установлен замок с возможностью взаимодействия с наружным торцом упорного фланца переходной втулки, размещенной
5 посредством выполненного в ней конического отверстия на конической установочной базовой поверхности корпуса, при этом на наружной поверхности переходной втулки выполнены параллельно конической по0 верхности ее отверстия дополнительные открытые продольные пазы, образующие упругие перемычки.
2. Приспособление по п.1, о т л и ч а ю- щ е. е с я тем, что замок выполнен в виде
5 каркаса П-образной формы, на свободных концах которого закреплены перпендику- лярно его боковым сторонам цилиндрические пальцы, предназначенные для установки с возможностью поворота в па0 зах, выполненных в корпусе, при этом торцовые поверхности свободных концов каркаса выполнены эксцентричными цилиндрической поверхности упомянутых пальцев и предназначены для взаимодействия с
5 наружным торцом упорного фланца переходной втулки.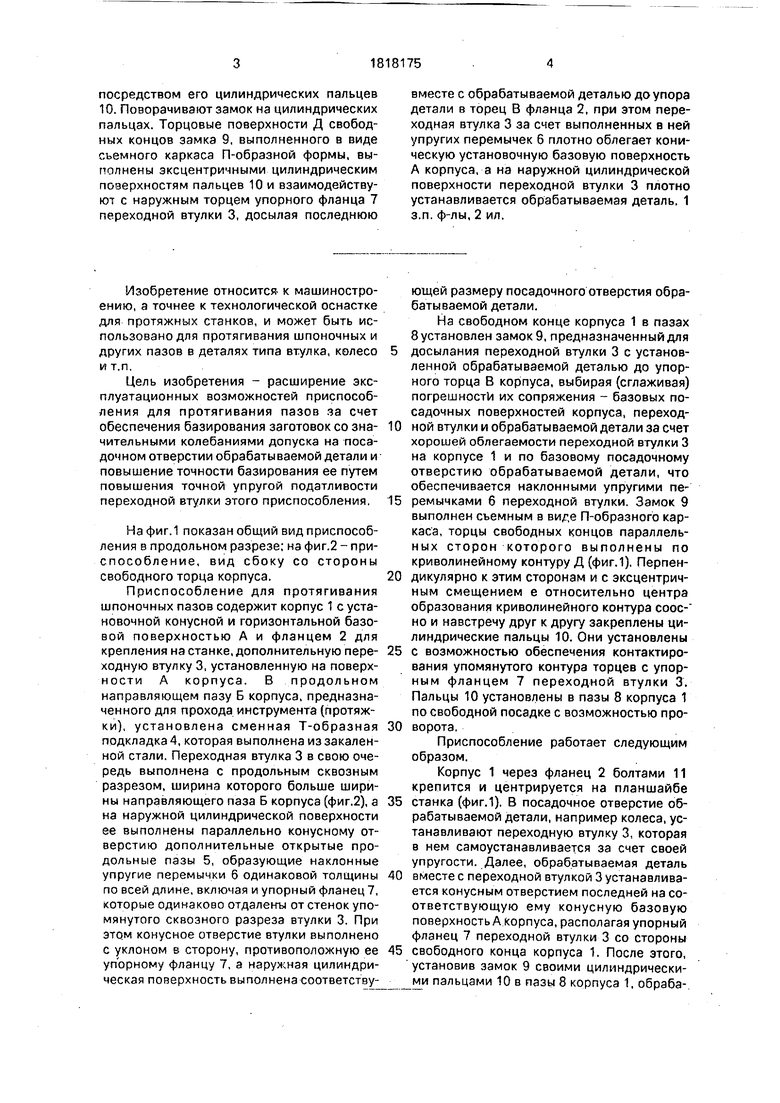
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптер для базирования протяжек | 1975 |
|
SU541602A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ШЛИЦЕВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2773208C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 2010 |
|
RU2440227C1 |
| ВСЕСОЮЗНАЯ |ПАТЕгП'НО-НХН^^ЧЕам^;БИБЛИОТЕКа | 1971 |
|
SU300265A1 |
| Устройство для протягивания | 1972 |
|
SU589092A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Приспособление к протяжному станкудля уСТАНОВКи дЕТАли | 1979 |
|
SU831434A1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| Устройство для измерения сил резания | 1986 |
|
SU1313648A1 |
Использование: в технологической оснастке протяжных станков. Существо изобретения: приспособление содержит корпус 1 с конической установочной базовой поверхностью, выполненной с уклоном в сторону его свободного торца и с продольным направляющим пазом для прохода про- тяжки. Корпус крепится к станку посредством фланца 2. Обрабатываемую деталь устанавливают на переходную втулку 3, которую устанавливают на коническую установочную базовую поверхность корпуса. В пазы корпуса устанавливают замок 9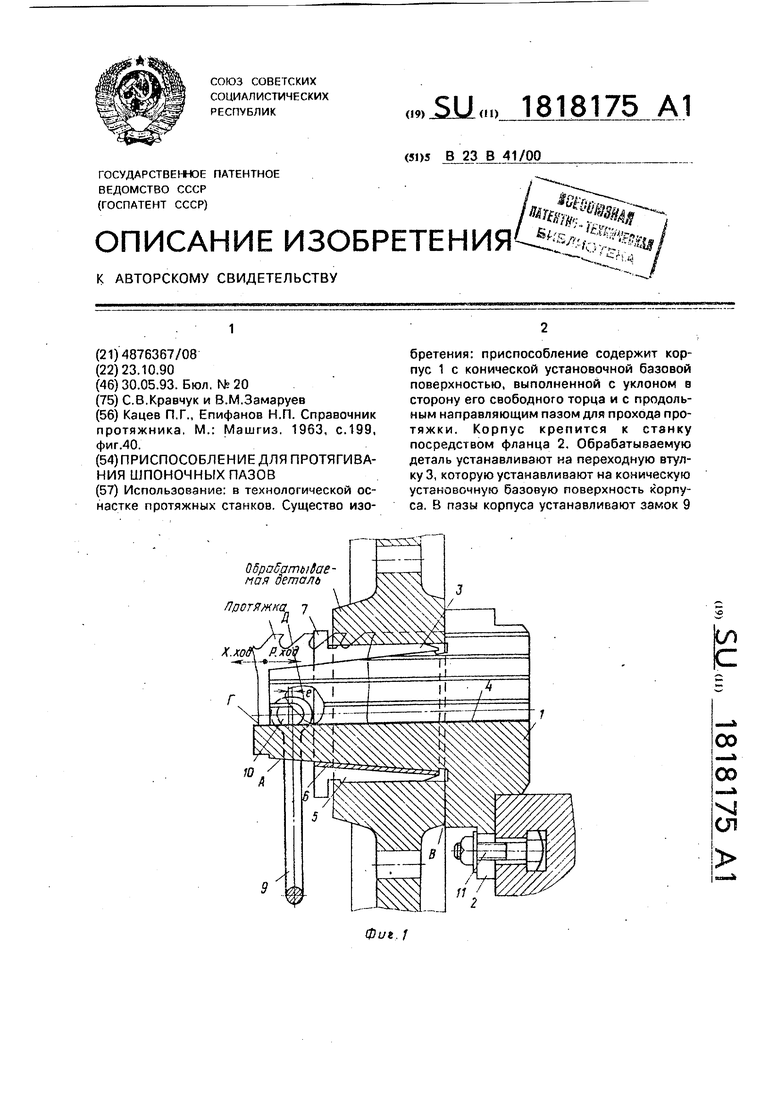
Фиг. 2
| Кацев П,Г., Епифанов Н.П | |||
| Справочник протяжника, М.: Машгиз | |||
| Приспособление к комнатным печам для постепенного сгорания топлива | 1925 |
|
SU1963A1 |
