4
(
О5 Од
314
Нзобретет1е относится к обработке металлов резанием, в частности к одновременной нарезке и заточке зубьев полотен поперечных пил по ле- реву, и может найти применение в инструментальной промьшшенности.
Целью изобретения является повышение произзолительности, точности изготовления зубьев за счет увеличения числа одновременно изготавливаемых полотен, а также за счет того что погрешность установки полотен между неподвижными прокладками не превышает допуска на размер ширины
зуба .
На чертеже изображено приспособление для реализации способа изготогзпе иия полотен пил.
Приспособление для реализации способа содержит системы неподвижных 1 и подвижных 2 опор, пакет заготовок 3 полотен, набранных из групп, переложенных прокладками 4, и механизм 5 смещения, соединенный с системой подвижных зажимных опор 2.
Количество заготовок в каждой группе определяется по формуле лЪ . tp,о(
N
где 1 tvb
ОС fc
-допуск на размер ширины зуба;
-угол заточки зуба;
-величина погрешности от установки одной заготовки .
Приспособление работает следующим образом.
Группы заготовок 3 перекладывают прокладками 4 и устанавливают в приспособление между опорами 1 неподвижной системы, и подвижными зажимными onv ipah H 2. Механизмом 5 смещения
система подвижных зажимных опор 2 зажимает заготовки 3, переложенные прокладками 4, жестко фиксируя их. Приспособление, установленное на поворотном устройстве 6 стола фрезерного станка, располагают в таком положении, чтобы линия движения стола составила с длиной заготовок угол
о( . После первого прохода с помощью поворотного устройства приспособление переводят в такое положение, чтобы линия движения стола составила с длиной заготовок угол 180 - (у , а
набор режущего инструмента перемещают на шаг нарезки зубьев пил, (
Дальнейшие операции термообработки и разводки производят обычным способом.
Формула изобретения
Способ изготовления полотен пил, при котором пакет заготовок пил и
набор дисковых режущих инструментов располагают относительно друг друга под углом, равньсм углу заточки зубьев, и производят нарезку и заточку зубьев пил, отличающийся
тем, что, с целью повышения производительности и точности изготовления зубьев пил, пакет разбивают на группы, в каждой из которых заготовки зажимают, а количество заготовок в группе определяют по зависимости
0
N
где
Ьц.С|сУ 5бср .
Ъ , - допуск на размер ширины
зуба; С - угол заточки зуба;
величина погрешности от установки одной заготовки .
ср
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полотен пил | 1986 |
|
SU1340938A1 |
| Полуавтомат для заточки пил | 1989 |
|
SU1604527A1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| СТАНОК ДЛЯ ДЕРЕВООБРАБОТКИ | 1992 |
|
RU2047481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 2004 |
|
RU2271902C2 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА КОПИРОВАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ДЕРЕВА И ДРУГИХ ТВЕРДЫХ МАТЕРИАЛОВ | 2002 |
|
RU2245243C2 |
Изобретение относится к области обработки металлов резанием ,в частности, к одновременной нарезке и заточке зубьев полотен поперечных пил по дереву, и может найти применение в инструментальной промышленности. Цель изобретения - повышение производительности, точности изготовления зубьев. Группы заготовок 3 перекладывают прокладками 4 и устанавливают в приспособление между опорами 1 неподвижной системы и подвижными зажимными опорами 2. Механизмом смещения 5 система подвижных зажимных опор 2 зажимает заготовки 3, переложенные прокладками 4, жестко фиксируя их. Приспособление, установленное на поворотном устройстве 6 стола фрезерного станка, располагают в таком положении, чтобы линия движения стола составляла с длиной заготовок угол α. После первого прохода с помощью поворотного устройства приспособление переводят в положение, чтобы линия движения стола составляла с длиной заготовок угол 180°-α, а набор режущего инструмента перемещают на шаг нарезки зубьев пил. Количество заготовок в каждой группе определяется по формуле N≤δВN TG Α:2εср., где δВN - допуск на размер ширины зуба
α - угол заточки зуба, εср - величина погрешности от установки одной заготовки. 1 ил.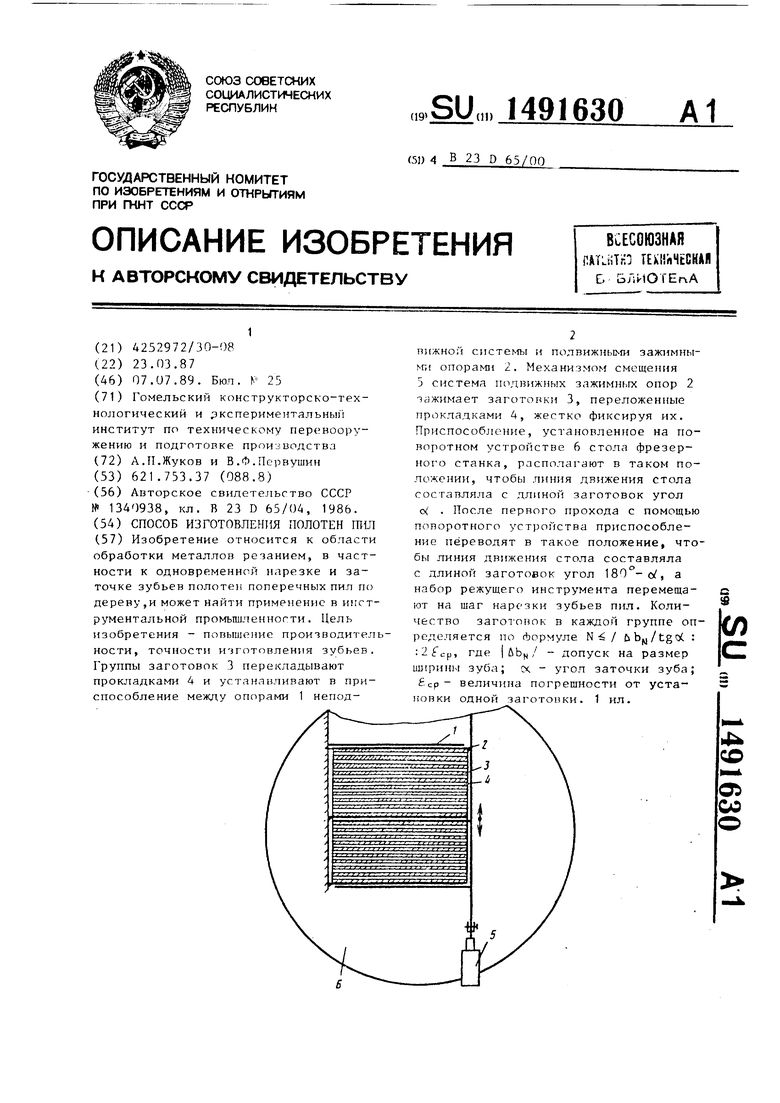
| Способ изготовления полотен пил | 1986 |
|
SU1340938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
