. /4f // Позаиия I
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Способ изготовления полотен пил | 1987 |
|
SU1491630A1 |
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Приспособление для заточки многолез-ВийНОгО иНСТРуМЕНТА | 1976 |
|
SU804377A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1995 |
|
RU2099179C1 |
| Универсальный деревообрабатывающий станок | 1987 |
|
SU1468753A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ | 2000 |
|
RU2186674C2 |
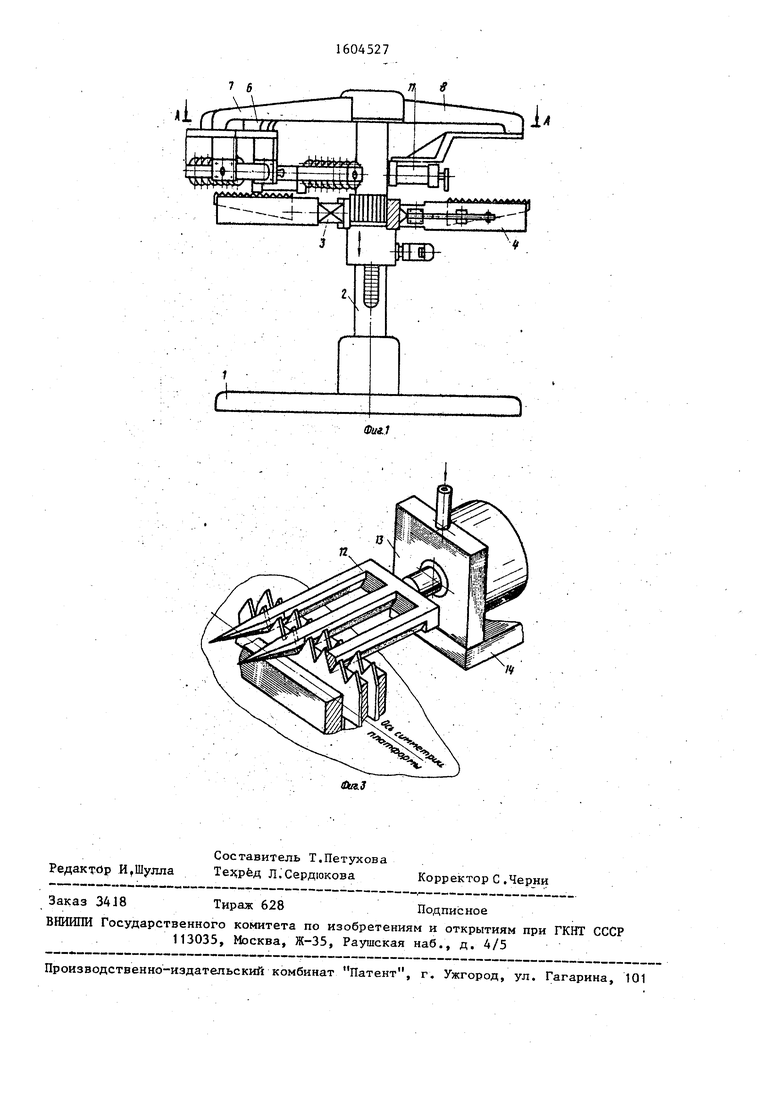
Изобретение относится к станкостроению, касается инструментального производства и может быть использовано для заточки зубьев пил. Цель изобретения - повышение производительности и качества обработки. На поворотном столе 3 размещены четыре платформы 4, снабженные зажимными устройствами 5 с прокладками (позиция не обозначена). Полуавтомат имеет поворотное ориентирующее устройство 9 вилообразной формы и блок обрабатывающего инструмента 10. Каждый из упругих элементов 12 устройства 9, расположенных взаимнопараллельно, в сечении, перпендикулярном оси устройства 9, имеет V-образный профиль. Поворотный стол 3 установлен с возможностью циклических поворотов на 90°. Собранные в пакет заготовки пил ориентируются устройством 9 при его перемещении в направлении, перпендикулярном оси симметрии платформы 4, путем взаимодействия упругих элементов 12 с межзубовыми впадинами заготовок пил и фиксируются зажимным устройством 5. Заточку заготовок производят при остановке стола 3 в позициях II и III. При этом происходит одновременная заточка заготовок в двух пакетах. 3 ил.
1(Л
СД
ю
иг.2
ориентирующее устройство 9 вилообразной формы и блок обрабатьшающего инструмента 10, Каждый из упругих элементов 12 устройства 9, расположенных взаимно параллельно, в сечении, пер- . пендикулярном оси устройства 9, имеет V-образный профиль. Поворотный стол 3 установлен с возможностью циклических поворотов на 90. Собранные в пакет чаготовки пил ориентируются устройст
Изобретение относится к станкостроению, касается инструментального производства и может быть использовано для заточки зубьев пил.
Цель изобретения - повьппение производительности и качества обработки.
На фиг.1 представлена фронтальная проекция полуа втомата; на фиг.2 - сечение А-А на фиг.; на фиг.З - ориен- тирующее устройство.
Полуавтомат состоит из станины 1, стойки 2 с зубчатой рейкой, поворотного стола 3, на котором размещены четыр е платформы 4. Стол 3 оснащен механизмами поворота и подъема (не показаны). На каждой платформе 4 размещено зажимное устройство 5, с с.истемой подвижных и .неподвижных прокладок с помощью которых формируется пакет. На стойке 2 установлены кронштейны 6 -,8 на которых размещены соответственно йоворотное ориентирующее устройство 9, блок 10 обрабатьшающего инструмента и устройство 11 разгрузки.
Поворотньй стол 3 выполнен с возможностью циклического поворота на 90° и вертикального возвратно-пос-ту- пательного движения. Зажимные устройства- 5 снабжены цилиндром прижима и упором. Блок 10 обрабатьшающего инструмента выполнен наборным из двух, о. групп заточньпс дисков с возможностью горизонтального возвратно-поступательного движения, причем диски одной -,, группы смещены относительно дисков другой группы на щаг нарезки t, а диски в каждой группе расположены один относительно-другого на расстоянии 2t по всей длине обрабатьшаемых заготовок пил. I , . . .
Ориентирующее устройство 9 выполнено в виде нескольких упругих элемен
вон 9 при его перемещении в направлении, перпендикулярном оси симметрии платформы 4, путем взаимодействия упругих элементов 12с межзубовыми впадинами заготовок пил и фиксируются зажимным устройством 5. Заточку заго товок производят при остановке стола 3 в позициях II и III. При этом происходит одновременная заточка заготовок в двух пакетах. 3 ил.
20
25
30 35
50
40
45
5
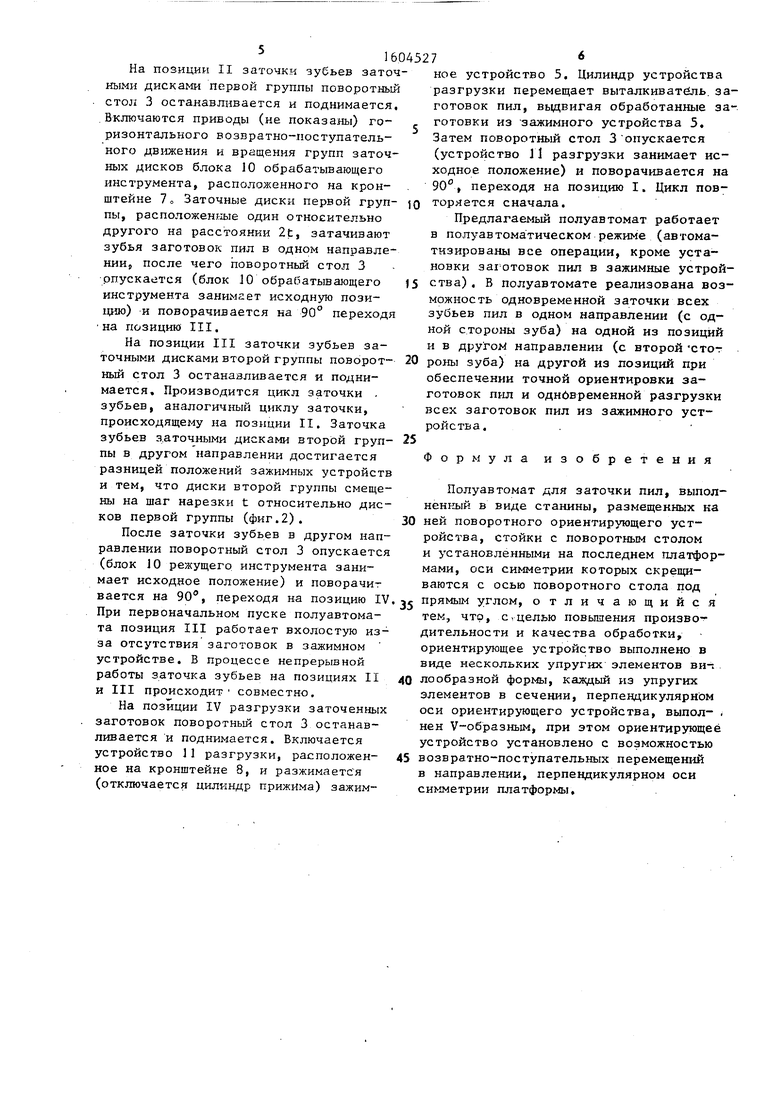
тов 12 с ос трой кромкой, объединенных жесткой связью 13 в систему вилообразной формы, соединенную с приводом 14, обеспечивающим устройству 9 возвратно- поступательное движение. Каждый из упг ругих элементов 12 в сечении, перпендикулярном оси ориентирующего уст--,. ройства 9, выполнен У-образным.
Устройство Ы разгрузки выполнено в виде цилиндра и выталкивателя заго- - товок пил, жестко связанных один с другим.
Полуавтомат представляет собой циклический четырехпозиционный механизм с позициями I загрузки и ориентирования, II заточки зубьев..заточными дисками первой группы, III заточки зубьев заточными дисками второй группы, IV разгрузки заточенных заготовок.
Полуавтомат работает следующим образом.
На позиции I загрузки и ориентирования оператор устанавливает, заготов-. ки в систему подвижных прокладок зажимного устройства 5, после чего поворотный стол 3 поднимается и включает ориентирующее устройство 9. Упругие элементы 12 ориентирующего устройства 9 перемещаются приводом 14, входят в , межзубовое, пространство заготовок пил вначале заходной своей частью, а по мере движения - постепенно на полную высоту зуба заготовок, и ориентируют, их для обработки.
Соориентированные заготовки поджимаются упором зажимного устройства 5, цилиндр прижима включается от сигнала ориентирующего устройства 9, после чего поворотный стол опускается (ориентирующее устройство 9 занимает исходное положение) и поворачивается на 90, переходя на позицию II.
На позиции II заточки зубьев заточ ными дисками первой группы поворотный стол 3 останавливается и поднимается. Включаются приводы (не показаны) горизонтального возвратно-поступательного движения и вращения групп заточных дисков блока 10 обрабатывающего инструмента, расположенного на кронштейне 7 о Заточные диски первой группы, расположенные один относительно другого на расстоянии 2t, затачивают зубья заготовок пил в одном направлении, после чего поворотный стол 3 опускается (блок JО обрабатывающего инструмента занимает исходную пози604527
20
1щю) и поворачивается на 90° переходя на позицию III.
На позиции III заточки зубьев заточными дисками второй группы поворотный стол 3 останавливается и поднимается. Производится цикл заточки , зубьев, аналогичный циклу заточки, происходящему на позиции II. Заточка зубьев з.аточными дисками второй груп- 25 пы в другом направлении достигается разницей положений зажимных устройств и тем, что диски второй группы смещены на шаг нарезки t относительно дисков первой группы (фиг.2).
После заточки зубьев в другом направлении поворотный стол 3 опускается (блок JO режущего инструмента занимает исходное положение) и поворачит вается на 90°,
При первоначальном пуске полуавтомата позиция III работает вхолостую из- за отсутствия заготовок в зажимном устройстве. В процессе непрерывной работы заточка зубьев на позициях II и III происходит совместно.
На позиции IV разгрузки заточенных заготовок поворотный стол 3 останавливается и поднимается. Включается устройство 1 разгрузки, расположенное на кронштейне 8, и разжимаетс я (отключается цилиндр прижима) зажимное устройство 5, Цилиндр устройства разгрузки перемещает выталкиватель, за готовок пил, вьщвигая обработанные эа готовки из зажимного устройства 5. Затем поворотный стол 3 опускается (устройство J1 разгрузки занимает исходное положение) н поворачивается на 90°, переходя на позицию I. Цикл пов- jg торяется сначала.
Предлагаемый полуавтомат работает в полуавтоматическом режиме (автоматизированы все операции, кроме установки зах отовок пил в зажимные устрой- J5 ства), В полуавтомате реализована возможность одновременной заточки всех зубьев пил в одном направлении (с одной стороны зуба) на одной из позиций и в другом направлении (с второй стороны зуба) на другой из позиций при обеспечении точной ориентировки заготовок пил и однбвременной разгрузки всех заготовок пил из зажимного устройства.
Формула изоб
р е т е н и я
Полуавтомат для заточки пил, выполненный в виде станины, размещенных на 30 ней поворотного ориентирующего устройства, стойки с поворотным столом и установленными на последнем платформами, оси симметрии которых скрещиваются с осью поворотного стола под
переходя на позицию IV. прямым углом, отличающийся
тем, что, с. целью повышения произво- дительности и качества обработки, ориентирующее устройство выполнено в виде нескольких упругих элементов ви-. 40 лообразной формы, каждый из упругих элементов в сечении, перпендикулярном оси ориентирующего устройства, выпол- . нен V-образным, при этом ориентирующее устройство установлено с возможностью 45 возвратно-поступательных перемещений в направлении, перпендикулярном оси симметрии платформы.
ч й . 604527
0
5
ное устройство 5, Цилиндр устройства разгрузки перемещает выталкиватель, заготовок пил, вьщвигая обработанные эа- готовки из зажимного устройства 5. Затем поворотный стол 3 опускается (устройство J1 разгрузки занимает исходное положение) н поворачивается на 90°, переходя на позицию I. Цикл пов- g торяется сначала.
Предлагаемый полуавтомат работает в полуавтоматическом режиме (автоматизированы все операции, кроме установки зах отовок пил в зажимные устрой- 5 ства), В полуавтомате реализована возможность одновременной заточки всех зубьев пил в одном направлении (с одной стороны зуба) на одной из позиций и в другом направлении (с второй стороны зуба) на другой из позиций при обеспечении точной ориентировки заготовок пил и однбвременной разгрузки всех заготовок пил из зажимного устройства.
Формула изоб
р е т е н и я
б
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
