Изобретение относится к станкостроению и может быть использовано в станках для обработки кулачковых валов двигателей внутреннего сгорания, деталей, имеющих несколько одинаковых кулачков, смещенных по углу, и других аналогичных деталей, обрабатываемых методом копирования. Кроме того, устройство может быть использовано для обработки некруглых валов.
Цель изобретения - повыщение надежности работы привода за счет отсутствия токосъемников.
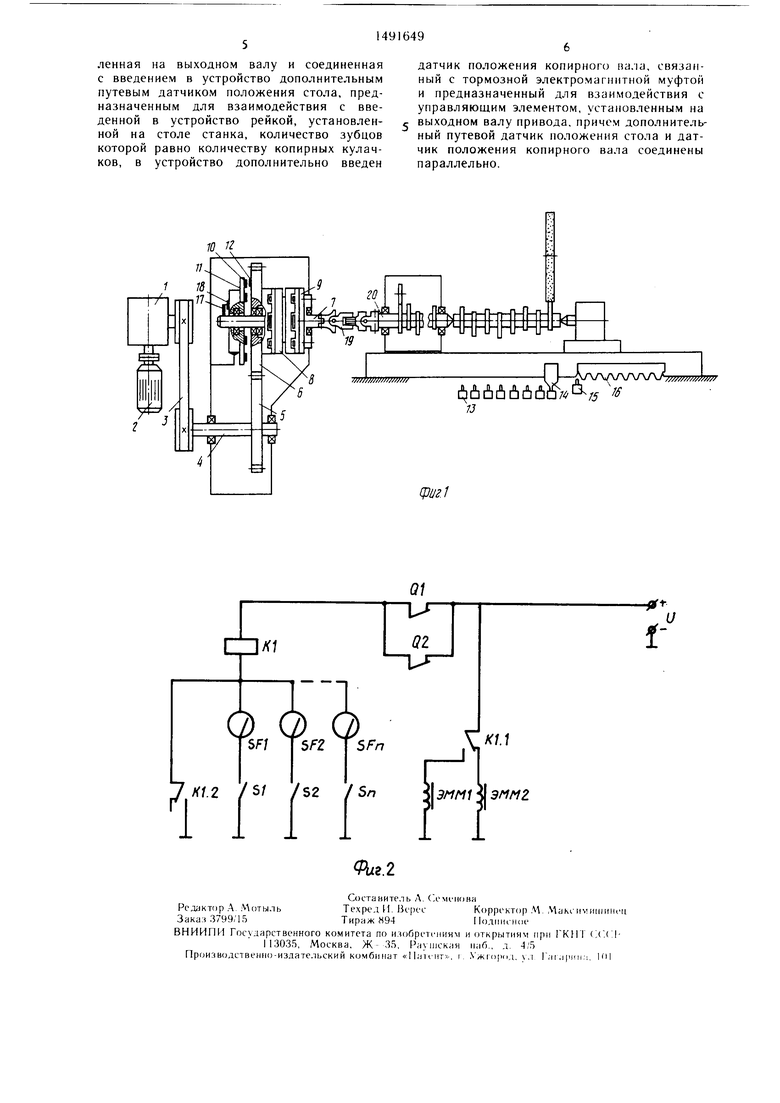
На фиг. 1 представлена общая схема привода; на фиг. 2 - электрическая схема управления муфтами.
Привод содержит редуктор 1, электродвигатель 2 (фиг. 1), установленные на основании привода. Выходной вал редуктора
посредством клиноременной передачи 3 связан с ведущим валом 4, установленным в корпусе привода. На валу 4 жестко установлено ведущее некруглое зубчатое колесо (НЗК) 5. С ведущим НЗК, 5 находится в зацеплении ведомое НЗК 6, свободно (на подщипниках качения) установленное на выходном валу привода 7. Для передачи крутящего момента с ведомого НЗК 6 выходному валу привода служит приводная электромагнитная муфта (ЭММ) 8, которая жестко соединена с валом 7, а ее поводковая часть также жестко соединена с ведомым НЗК 6.
Кроме того, на выходном валу привода 7 установлена тормозная электромагнитная муфта 9, соединенная с корпусом привода и служащая для остановки вала 7 в момент перехода стола на другую по4:
СО
О5
со
(ицию. Поскольку кулачки обрабатываемой детали (заготовки) смещены на фазовые углы, в приводе имеются датчики 10 соответствия углового положения ведомого колеса положению копириых кулачков шпинделя (например, герконы), причем количество и относительное угловое расположение датчиков соответствует числу и фазовым углам расположения копирных кулачков Н1пинделя. Датчики размещены на несущем элементе 11, который жестко связан с корпусом и установлен соосно с ведомым валом привода на расстоянии, достаточном для включения их управляющим элементом (например, постоянным магнитом) 12, установленным на ведомом НЗК. Датчики 10 соединены последовательно с датчиками 13 положения стола, взаимодействующими с упором 14, и подключены к |)Г1М()тке электромагнитного реле, служащего .1.1Я управления работой приводной ;-)М и тормозной ЭММ. Тормозная ЭММ 9 ог uiiK iia через контакты реле с датчи- ixiiM 1 Г) (.лн пы положения стола, взаимо- ,u- ib 11; 1(1,11,, с peiiKoi i 16. Управляющий -лкли . i 17 . I аиоилеп на выходном валу npHB(j.i;i и 1.. .Ч.1Я управления вклю- ченпс м :). 1ек1 ромагпитного pe. ie, причем дат- .чик 1Г) соедппе) параллельпо с датчиком 18, предназначенным д.1я взаимодействия с управляющим : лементом 17 и соединенным с ЭММ 9. Выходной вал привода 7 через HiapHHi) 19 соединен со (ппинде.мем 20 копир()ва.1ьног() суппорта.
Привод работает следуюнги.м образом.
В начале обработки стол станка есгает в положение начала обработки дета.in. Контакты датчика смены положения 1-|пла Q 1 (фиг. 2) находятся в замк- по.южении. Обмотка реле К 1 пОесгочена, напряжение питания через кон- uiKTbi pe.ie Kl.l нодается на тормозную муфту 9 (фиг. 1). Упор 14 замыкает один нз датчиков 13 положения стола, соот- ветствукмций угловому положению обрабатываемого кулачка. Приводная ЭММ 8 отключена, а ведомое НЗК 6 с расноло- женн1)1м на нем управляющим : лементом 12 свободно врапиа тся на выходном валу 7, котпрьщ тормозной муфтой 9 зафиксирован относите:1ьно датчиков положения ведомо- | о НЗК 6, до включения управляющим .чементом 12 соответствующего обрабатываемому кулачку датчика положения ведомого НЗК 6, например при обработке первого кулачка датчиков SI и SF1 (фиг. 2).
Таким образом, замыкается электрическая цепь, срабатывает реле К1 и контакты К 1.2 блокируют контакты датчиков положения НЗК 6 (фиг. 1) и датчиков 13 положения стола. Контакты K1.I (фиг. 2) отключают тормозную ЭММ 2 (фиг. 1, поз. 9) и включают приводную ЭММ 1 (фиг. 1. Н03.8), нередаюпгую вращение с выходного вала 7 через шарнир 19 на копирный щпиндель 20 (фиг. 1). Во время перехода стола в полжение обработки следующего кулачка, например второго, контакты датчика 13 положения стола размы- с каются, а рейка 16 своим выступом размыкает контакты датчика 15 смены положения стола (фиг. 2, Q1).
Кроме того, выходной вал 7 продолжает вращаться до момента включения управляющим элементом 17 контактов датчика 18
положения копирного вала (фиг. 2, Q2). В результате этого реле К1 контактами Kl.l (фиг. 2) включает тормозную муфту ЭММ 2 и отключает приводную муфту ЭММ 1. Вторая пара контактов К1.2 разблокирует
5 контакты датчиков SFI-SFn положение НЗК и контакты датчиков S1 - Sn положения стола. Выходной вал 7 (фиг. 1) фиксируется относительно датчиков положения НЗК.
20
25
Стол станка, продолжая движение, замыкает контакты Q1 (фиг. 2) датчиков смены положения стола (фиг. 1, поз. 15) и встает в позицию обработки следующего кулачка. Упор 14 (фиг. 1) замыкает контакты датчика 13 положения стола, соответствующего кулачку, обработка которого предстоит. Далее весь цикл управления повторяется.
Формула изобретения
0
0
Привод вращения копирного щпинделя станка для обработки кулачковых валов, установленный на столе станка, включаю- пгий приводной двигатель вращения копирного вала, механическое устройство для со- 5 общения неравномерного вращения копир- ному щпинделю, содержащее установленные в корпусе и связанные с приводным двигателем зубчатые передачи с переменным передаточным отношением, приводную электромагнитную муфту, связанную с некруглым зубчатым колесом, свободно насаженным на выходной вал зубчатой передачи, связанный с копировальным шпинделем, датчики углового положения ведомого колеса, установленные на диске, путевые датчики положения стола станка, подключенные к электромагнитной муфте и предназначенные для взаимодействия с установленным на столе станка упором, причем количество датчиков положения и путевых датчиков равно количеству копирных кулачков щпинделя, управляющий элемент, установленный на ведомом некруглом зубчатом колесе, отличающийся тем, что, с целью увеличения надежности работы привода, диск с размещенными на нем датчиками углового положения ведомого некруглого зубчатого колеса жестко связан с корпусом привода и установлен соосно с выходным валом, в устройство введена тормозная электромагнитная муфта, установ5
0
5
ленная на выходном валу и соединенная с введением в устройство дополнительным путевым датчиком положения стола, предназначенным для взаимодействия с введенной в устройство рейкой, установленной на столе станка, количество зубцов которой равно количеству копирных кулачков, в устройство дополнительно введен
датчик положения копирного na. ia, связанный с тормозной электромагнитной муфтой и предназначенный для взаимодействия с управляющим элементом, установленным на выходном валу привода, причем дополнительный путевой датчик положения стола и датчик положения копирного вала соединены параллельно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод вращения копирного шпинделя станка | 1990 |
|
SU1777575A3 |
| Привод вращения копирного шпинделя станка для обработки кулачковых валов | 1986 |
|
SU1414565A1 |
| ПРИВОД ВРАЩЕНИЯ КОПИРНОГО ШПИНДЕЛЯ СТАНКА ДЛЯ ОБРАБОТКИ КУЛАЧКОВЫХ ВАЛОВ | 1992 |
|
RU2071405C1 |
| Привод вращения копирного шпинделя станка | 1982 |
|
SU1038178A1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| Устройство для доворота и индексации шпинделя в различных угловых положениях | 1982 |
|
SU1047652A1 |
| Приспособление к зубодолбежному станку для нарезания методом обкатки некруглых зубчатых колес | 1958 |
|
SU118256A1 |
Изобретение относится к станкостроению и может быть использовано в станках для обработки кулачковых валов двигателей внутреннего сгорания, деталей, имеющих несколько одинаковых кулачков, смещенных под углом, и других аналогичных деталей, обрабатываемых методом копирования. Цель - повышение надежности за счет исключения токосъемников. В приводе неравномерного вращения копирного шпинделя используется зубчатая передача с переменным передаточным отношением, а именно пара некруглых зубчатых колес (НЗК). Делительный диск с размещенными на нем датчиками углового положения ведомого НЗК установлен неподвижно на корпусе привода соосно с выходным валом. Для ориентации ведомого НКЗ относительно кулачков копирного шпинделя в привод введена тормозная электромагнитная муфта, которая фиксирует выходной вал привода и связанный с ним копирный шпиндель в постоянном положении, а ведомое НЗК, продолжая вращаться на выходном валу, совмещается с положением обрабатываемого кулачка. После этого тормозная электромагнитная муфта (ЭММ) отключается и срабатывает приводная ЭММ, передавая вращение на выходной вал устройства. 2 ил.
да Ц
Состанитель А. (л мгмова
Редактор А. :М()тыльТехред И. В(.)есКорректор AV Макс iivniiiiiHeu
Зака: 3799/15Тираж Н94Полпщ-ное
ВНИИПИ Государственного комитета по и.юбретснинм и открытиям tipii ГКНТ (X X I113035, Москва. Ж- 35, Раучиская иаб., д. 4/5 Производственно-издательский комбинат «Пап Нт, i, N /«1 ород, y.i Г.-ц ,i|i;iii., ИИ
фигЛ
т
fи
3MMi эмм2
Фи.г
| Привод вращения копирного шпинделя станка для обработки кулачковых валов | 1986 |
|
SU1414565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
