Изобретение относится к станкостроению и может быть использовано в станках для обработки кулачковых валов двигателей внутреннего сгорания и других аналогичных деталей методом конирования. , Известен привод копировального станка для обработки кулачковых валов, который снабжен двумя счетчиками импульсов и тормозом с контактами, а управляющий кулачок установлен с возможностью поворота на выходном валу механической передачи и снабжен собачкой, взаимодействующей с храповым колесом, закрепленным на выходном валу, и датчиком, установленным на управляющем кулачке, причем датчик через контакты тормоза связан с первым счетчиком импульсов, а датчик, взаимодействующий с упором стола, подключен к второму счетчику импульсов, причем выходы счетчиков через схемы совпадения соединены с блоком коммутации управляемого тиристорного реверсивного преобразователя 1. Недостатками известного привода являются сложность конструкции, а также системы управления, содержащей больщое число счетных и логических элементов, наличие токосъемника, что понижает надежность работы всего станка. Цель изобретения - упрощение конструкции и повыщение надежности. Указанная цель достигается тем, что в приводе приводной двигатель и устройство управления скоростью приводного двигателя установлены на копировальном суппорте станка, в качестве приводного двигателя использован гидродвигатель с гидрораспреде лителем, управляющий кулачок имеет регулируемый упор, предназначенный для взаимодействия с введенным в устройство датчиком, подключенным к гидрораспределителю, кроме того, в устройство введены датчики положения стола станка, предназначенные для взаимодействия с установленным на нем упором, и датчики, предназначенные для взаимодействия с копирами и соединенные параллельно с датчиками положения стола и гидрораспределителем, причем количество указанных датчиков равно числу копиров. Предлагаемое выполнение привода позволяет упростить передачу вращения к копирному щпинделю и фиксировать положение управляющего кулачка после ссбработки очередного кулачка детали в одном и том же положении при реверсе приводного двигателя. Кроме того, при реверсе приводного двигателя в автоматическом цикле происходит совмещение углового положения соответствующего копира шпинделя, а значит и кулачка детали, подлежащего обработке, с положением управляющего кулачка. На фиг. 1 показан привод вращения копирного шпинделя станка для обработки кулачковых валов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Предлагаемый привод содержит приводной гидродвигатель 1, установленный в кронштейне 2, закрепленном на копировальном суппорте 3. Вал гидродвигателя 1 соединен с муфтой 4 с копирным валом 5, а с другой стороны на нем свободно установлен управляющий кулачок 6 и закреплено храповое колесо 7. Управляющий кулачок 6 имеет собачку 8, составляющую вместе с храповым колесом обгонную муфту, и взаимодействует с роликом 9 коромысла 10, закрепленного на регулирующей втулке 11 дросселя 12. Кроме того, на управляющем кулачке 6 установлен регулируемый по угловому положению упор 13, а на корпусе передней бабки стола 14 расположен упор 15, взаимодействующий с датчиком 16. Масло от нагнетательной магистрали гидросистемы станка поводится к гидродвигателю 1 через трехпозиционный реверсивный распределитель 17 с электрогидравлическим управлением. На столе 14 установлен упор 18, а на станине станка расположены датчики 19, соединенные с датчиками 20, установленными на передней бабке стола 14. Датчики 20 могут взаимодействовать с копирами . Положение копировального суппорта 3 контролируется датчиками 21 и 22. При использовании в качестве датчиков конечных выключателей конечные выключатели 16 и 20 должны быть нормально замкнутыми, а конечные выключатели 19, 21 и 22 - нормально разомкнутыми. При настройке привода регулируемый упор 13 устанавливается так, чтобы угловое положение кулачка 6, определяемое этим упором и упором 15, соответствовало угловому положению копира кулачка, подлежащего обработке. Привод работает следующим образом. При копировальном суппорте 3, отведенном в исходное положение (показано штриховой линией на фиг. 1-3), срабатывает датчик 22 и напряжение управления через датчик 16 и подключенный параллельно ему датчик 20 поступает на электромагнит распределителя 17. Подключение датчика 20, взаимодействующего с соответствующим копиром, производится упором 18 стола 14 и одним из датчиков 19 в зависимости от номера обрабатываемого кулачка детали. В результате двигателю 1 сообщается реверсивное вращение в направлении, обратном направлению вращения при обработке (реверсивное направление показано штриховой линией на фиг. 2). Пружина и углы зацепления храповой обгонной муфты выбраны так, что управляющий кулачок 6 вращается вместе с ведущим храповы.м колесом 7. Упор 13 встречает упор 15, размыкается дат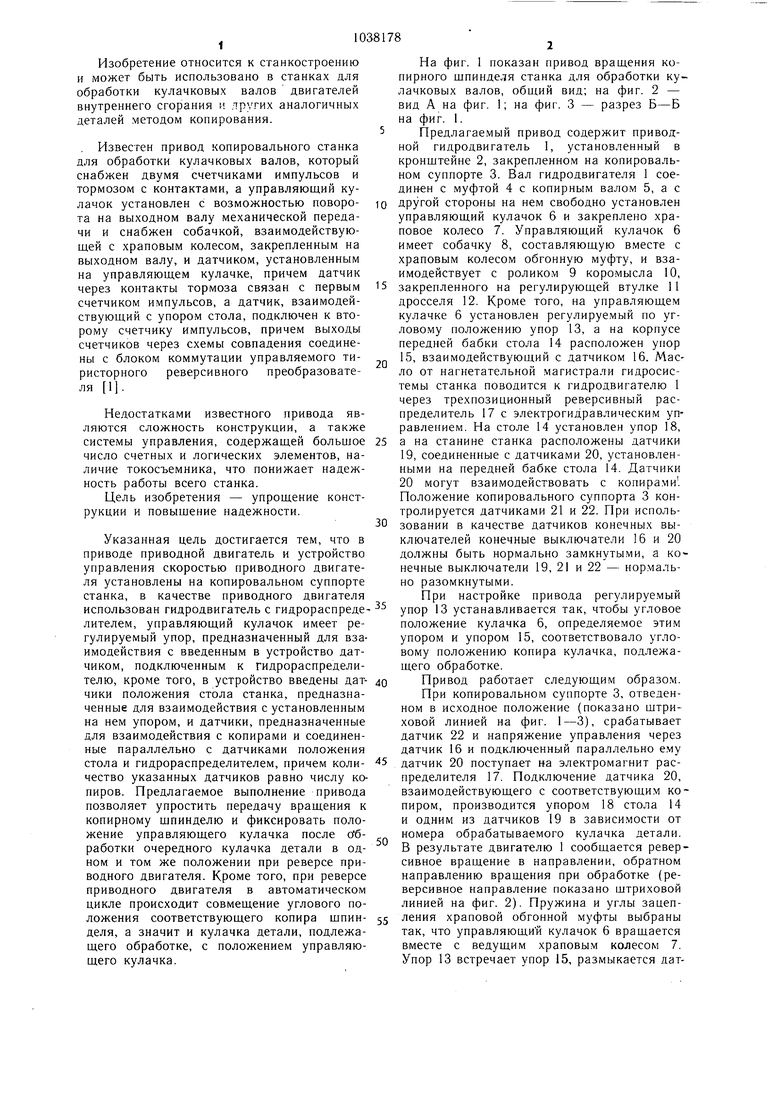

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Привод копировального станка дляОбРАбОТКи КулАчКОВыХ ВАлОВ | 1979 |
|
SU831506A1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
| Устройство задающей подачи копировально-шлифовального станка | 1986 |
|
SU1458161A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Устройство для обработки кулачковых валов | 1983 |
|
SU1093485A1 |
| Устройство для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1144856A1 |
| Привод вращения копирного шпинделя станка | 1990 |
|
SU1777575A3 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Привод вращения копирного шпинделя станка для обработки кулачковых валов | 1987 |
|
SU1491649A1 |
ПРИВОД ВРАЩЕНИЯ КОПИРНОГО ШПИНДЕЛЯ СТАНКА для обработки кулачковых валов, включающий приводной реверсивный двигатель вращения копирного вала, устройство управления скоростью вращения приводного двигателя, включающее управляющий кулачок, отличающийся тем, что, с целью упрощения конструкции и повыщения надежности, приводной двигатель и устройство управления установлены на копировальном суппорте, станка, в качестве приводного двигателя использован гидродвигатель с гидрораспределителем, управляющий кулачок снабжен регулируемы.м упором, предназначенным для взаимодействия с введенным в устройство датчиком, подключенным к гидрораспределителю, кроме того, в устройство введены датчики положения стола станка, предназначенные для взаимодействия с установленным на нем упором, и датчики, предназначенные для взаимодействия с копирами и соединенные параллельно с датчиками положения стола и с гидрораспределителем, причем количество указанных датчиков равно числу копиров.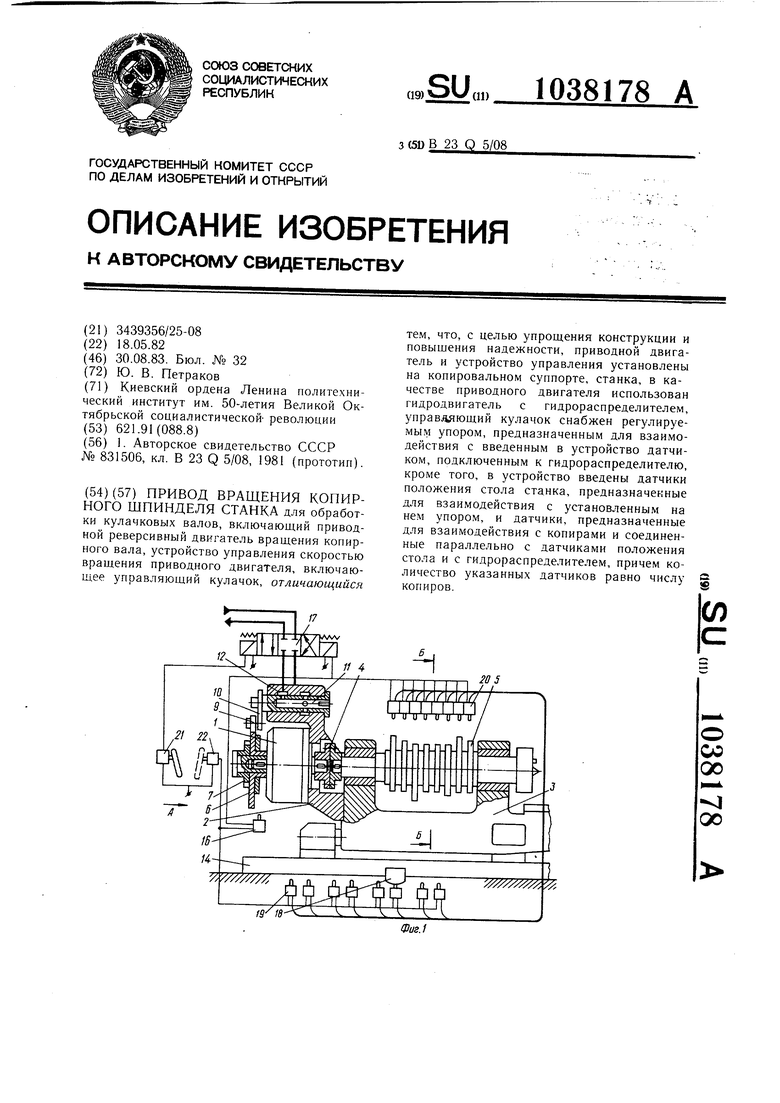
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Привод копировального станка дляОбРАбОТКи КулАчКОВыХ ВАлОВ | 1979 |
|
SU831506A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
