Изобретение относится к машиностроению и может быть использовано при шлифовании кулачков распределительных валов двигателей внутреннего сгорания и других деталей, имеющих несколько одинаковых кулачков, смеш,енных по углу. Известен станок для обработки кулачковых валов, содержащий установленный на продольном столе качающийся копировальный суппорт, Б котором соосно установлены шпиндель изделия и копирный вал, связанные с приводом вращения 1. Недостатком известного станка является невозможность автоматизации обработки кулачковых валов с кулачками, развернутыми друг относительно друга на некоторый угол. Целью изобретения является обеспечение автоматизации обработки кулачковых валов с развернутыми кулачками. Указанная цель достигается тем, что станок снабжен расположенным на копировальном. суппорте электромеханическим тормозом с тормозным элементом, установленным с возможностью контакта с копирным ва, .. , .. лом, и установленной на шпинделе с возможностью осевого перемещения подпружиненной торцовой полумуфтой, имеющей зубья, скощенные в сторону, противоположную направлению вращения шпинделя, причем копирный вал установлен с возможностью вращения относительно щпинделя и выполнен с торцовыми зубьями, находящимися в контакте с зубьями торцовой полумуфть, при этом станок снабжен сиетемой путевого управления, включающей датчик продольного положения стола, датчик осевого положения полумуфты, два регистра сдвига, каждый из которых соединен с одним из датчиков, дешифратор, соединенный с регистрами, реверсивный пускатель привода вращения и блок коммутации, соединенный с дешифратором, электромеханическим тормозом, реверсивнцм пускателем и датчиком продольного положения стола. На фиг. 1 представлен станок со схемой управления, общий вид; на фиг. 2 - схема копирования; на фиг. 3 - угловое расположение кулачков обрабатываемой детали; на фиг. 4 - торцовая полумуфта, общий вид. Станок состоит из станины 1, на которой расположен продольный стол 2 и инструментальная бабка 3. На столе 2 установлены опоры 4 и 5 качающегося копировального суппорта 6. Копирный вал 7 имеет, например, один копир 8 и установлен в подщипниках копировального суппорта 6. На торце копирного вала 7 выполнены торцовые зубья 9, имеющие односторонний наклон. Подвижная торцовая полумуфта 10 установлена на щлицах шпинделя изделия 11, несущего патрон 12 для установки детали 13, и пружиной Л 4 поджата к копирному валу 7. Подвижная полумуфта 10 имеет зубья, скошенные в сторону, обратную направлению вращения шпинделя изделия 11 (Wnb Датчик 15 осевого положения полумуфты 10 взаимодействует с ней при ее размыкании за счет осевого смещения. Копировальный суппорт 6 имеет электромеханический тормоз 16 (показан условно). Привод 17 вращения связан со шпинделем изделия 11 передачей и шарвирами Гука (условно не показаны), что необходимо для обеспечения передачи вращения к шпиндели} изделия 11, совершающему качательное формообразующее движение. Деталь 13 установлена в патроне 12, люнете 18 и заднем центре 19. На столе 2 расположены однотипные упоры 20, взаимодействующие с датчиком 21 продольного положения стола 2. Копир 8 пружиной 22 поджат к ролику 23 (фиг. 2). Датчики 15 и 21 подключены к регистрам сдвига 24.и 25 соответственно, имеющим выходы на дешифратор 26, выполненный, например, на двухвходовых-схемах совпадения и одной собирательной схеме. Выход дешифратора 26 и датчик 21 подключены к блоку коммутации 27, управляющему циклом работы станка. Кулачки обрабатываемой детали 13 могут быть развернуты на углы а,, xi, xj ,....« в направлении, противоположном направлению вращения при обработке. Угловбй шаг А (фиг. 4) ;между зубьями полумуфты должен быть кратен указанным углам, Й7 где П|, п,.... Па - целые числа. Например, для распредвала двигателя автомобиля «Жигули минимальный угол между кулачками 15°, а другие углы кратны ему. Поэтому; можно принять ч 15°, а число зубьев полумуфты, и следовательно, количество разрядов регистра сдвига при этом равно . Распредвал двигателя автомобиля «Жигули содержит восемь кулачков одинакового профиля. Поэтому, выход на дешифратор 26 имеют только восемь разрядов регистра 24, а регистр 25 имеет всего восемь разрядов. Таким обра ом, количество групп одинаковых кулачков распредвала равно одному и копирный вал 7 имеет всего один копир 8. Станок работает следующим образом, В исходном положении продольный стол 2 находится в крайнем левом положении, копировальный суппорт 6 отведен от ролика 23, копирный вал 7 заторможен электромеханическим тормозом 16. Деталь 13 устанавливают в патрон 12, люнет 18 и задний центр 19, и включают автоматический цикл станка. Стол 2, перемещаясь вправо (фиг. 1) занимает положение, соответствующее обработке первого кулачка детали 13. При
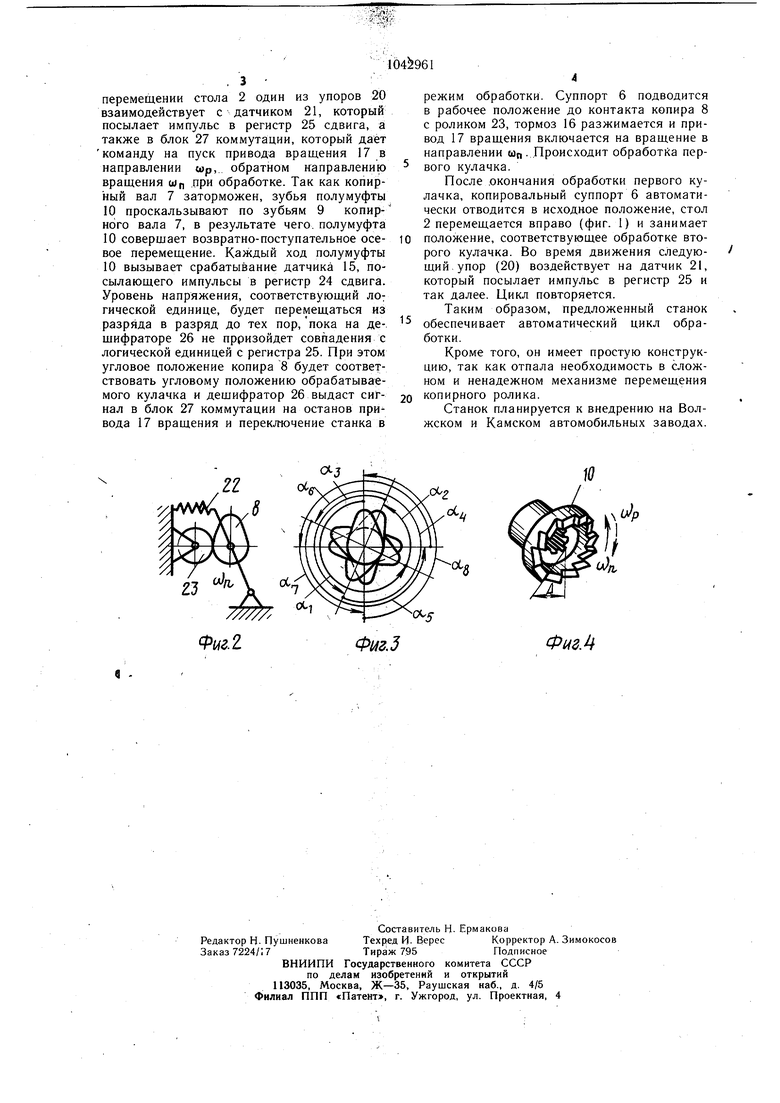
перемещении стола 2 один из упоров 20 взаимодействует с датчиком 21, который посылает импульс в регистр 25 сдвига, а также в блок 27 коммутации, который дает команду на пуск привода вращения 17 в направлении шр, обратном направлению вращения Шп прн обработке. Так как копирный вал 7 заторможен, зубья полумуфты 10 проскальзывают по зубьям 9 копирного вала 7, в результате чего, полумуфта 10 соверщает возвратно-поступательное осевое перемещение. Каждый ход полумуфты 10 вызывает срабатывание датчика 15, посылающего импульсы в регистр 24 сдвига. Уровень напряжения, соответствующий ло: гической единице, будет перемещаться из разряда в разряд до тех пор, пока на де-. шифраторе 26 не прризойдет совпадения с логической единицей с регистра 25. При этом угловое положение копира 8 будет соответствовать угловому положению обрабатываемого кулачка и дешифратор 26 выдаст сигнал в блок 27 коммутации на останов привода 17 вращения и переключение станка в
режим обработки. Суппорт 6 подводится в рабочее положение до контакта копира 8 с роликом 23, тормоз 16 разжимается и привод 17 вращения включается на вращение в направлении Шп-Происходит обработка первого кулачка.
После окончания обработки первого кулачка, копировальный суппорт 6 автоматически отводится в исходное положение, стол 2 перемещается вправо (фиг. 1) и занимает
положение, соответствующее обработке второго кулачка. Во время движения следующий, упор (20) воздействует на датчик 21, который посылает импульс в регистр 25 и так далее. Цикл повторяется.
Таким образом, предложенный станок
обеспечивает автоматический цикл обработки.
Кроме того, он имеет простую конструкцию, так как отпала необходимость в сложном и ненадежном механизме перемещения
копирного ролика.
Станок планируется к внедрению на Волжском и Камском автомобильных заводах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1144856A1 |
| Устройство для обработки кулачковых валов | 1983 |
|
SU1093485A1 |
| Привод вращения копирного шпинделя станка | 1982 |
|
SU1038178A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Устройство задающей подачи копировально-шлифовального станка | 1986 |
|
SU1458161A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Привод копировального станка дляОбРАбОТКи КулАчКОВыХ ВАлОВ | 1979 |
|
SU831506A1 |
| Копировально-шлифовальный станок | 1986 |
|
SU1328175A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
СТАНОК ДЛЯ ОБРАБОТКИ КУЛАЧКОВОГО ВАЛА, содержащий установленный на продольном столе качающийся копировальный суппорт, в котором соосно установлены шпиндель изделия и ког ирный вал, связанные с приводом вращения, отличающийся тем, что, с целью автоматизации обработки кулачковых валов с развернутыми кулачками, он снабжен расположенным на копировальном суппорте электромеханическим тормозом с тормозным элемен КОЮ,Щ,д &SШfV лI -:,-:, ; i-K. .,---г,д. том, установленным с возможностью контакта с копирным валом, и установленной на щпинделе с возможностью осевого перемещения подпружиненной торцовой полумуфтой, имеющей зубья, скошенные в сторону, обратную направлению вращения шпинделя, причем копирный вал установлен с возможностью вращения относительно шпинделя и выполнен с торцовыми зубьями, находящимися в контакте с зубьями торцовой полумуфты, при этом станок снабжен системой путевого управления, включающей датчик продольного положения стола, датчик осевого положения полумуфты, два регистра сдвига, каждый из которых соединен с одним из датчиков, дещифратор, соединенный с регистрами, реверсивный пускатель привода вращения и блок коммута-S ции, соединенный с дещифратором электро(Л механическим тормозом, реверсивным пускателем и датчиком продольного положения стола. Ю ;о OS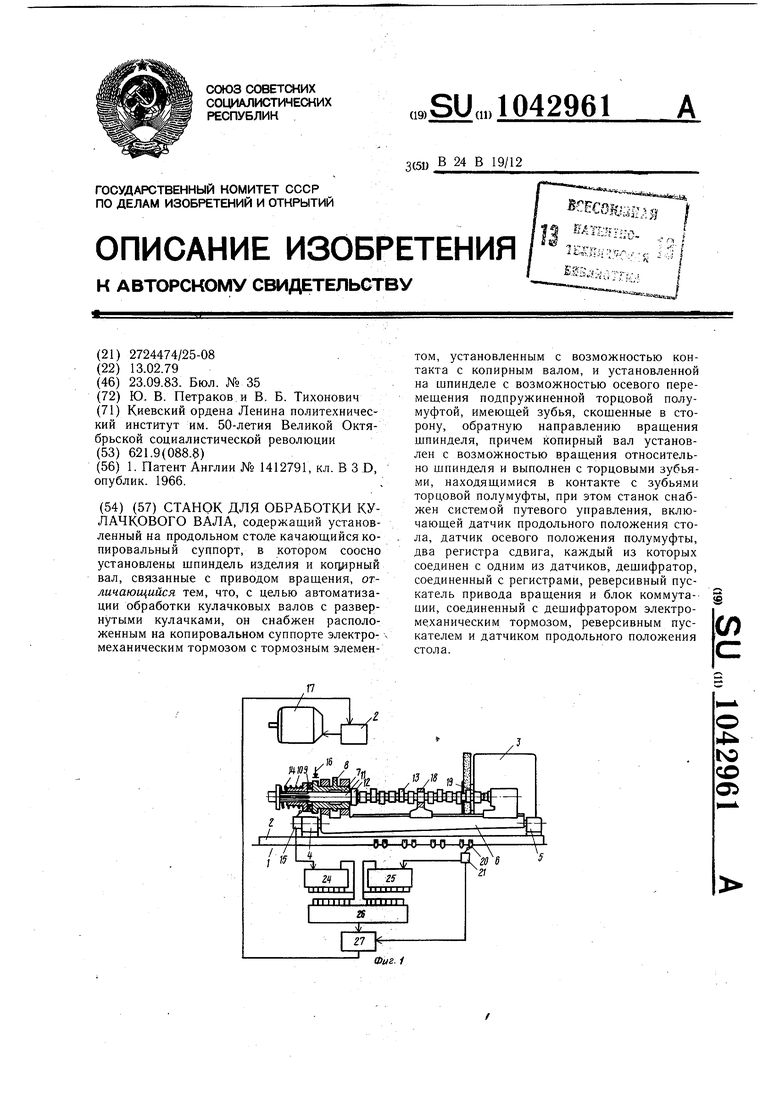
.22
,002
Ф«г2
ФМ2.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ лечения хронической язвы двенадцатиперстной кишки | 1985 |
|
SU1412791A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
