4 СО
О) Од
поверхности, аготопки 5 обрабатывают ишифовальным кругом. Кассету 3 устанавливают в пазу 2 базовыми поверхностями. Профиль паза 2 обеспечивает
установку обрабатываемых пове рхностей детали в плоскости, параллельной рабочей поверхн(5сти шлифовального круга. 2 с. и 1 з.гт. ф-лы, 2 ил.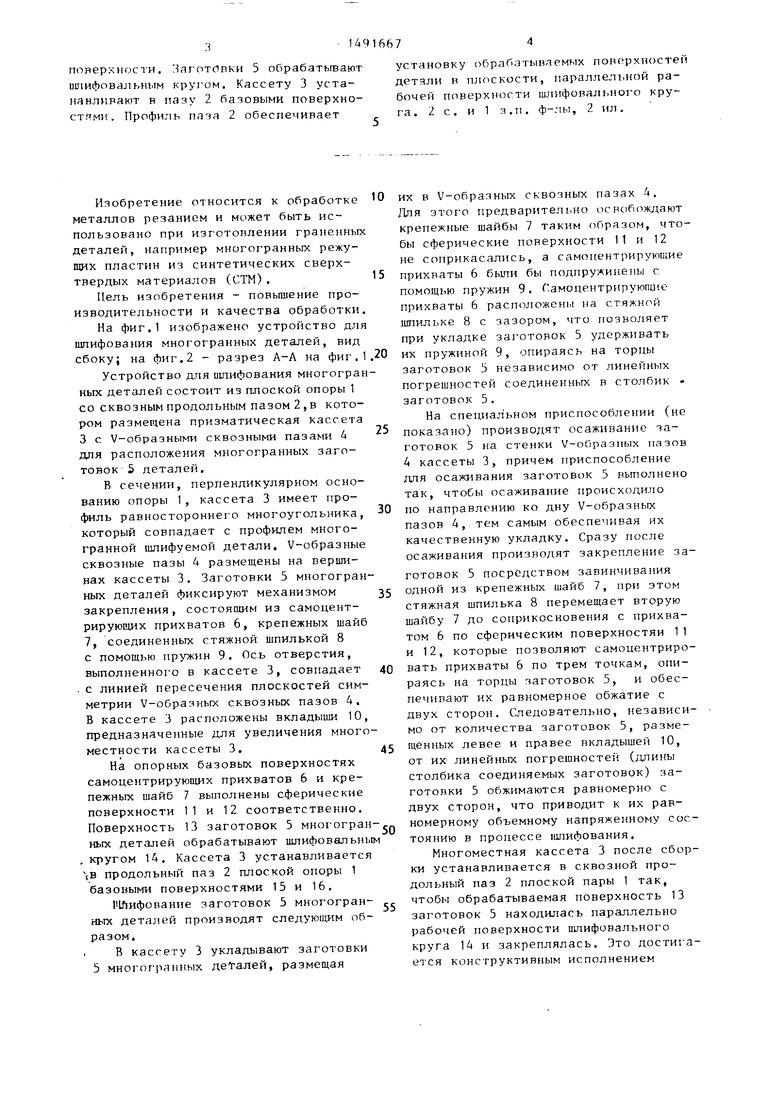

| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1423294A1 |
| Резьбовый токарный резец | 1990 |
|
SU1750852A1 |
Изобретение относится к обработке материалов резанием и может быть использовано при изготовлении граненных деталей, например многогранных режущих пластин, из синтетических сверхтвердых материалов. Цель изобретения - повышение производительности и качества обработки. В плоской опоре 1 выполнен сквозной продольный паз 2, в который устанавливают призматическую кассету 3. В сечении, перпендикулярном основанию опоры 1, кассета 3 имеет профиль равностороннего многоугольника. Профиль кассеты 3 аналогичен профилю многогранной шлифуемой детали. На вершинах кассеты 3 выполнены V-образные сквозные пазы 4 для установки заготовок 5 многогранных деталей. Заготовки 5 фиксируются механизмом закрепления, состоящим из самоцентрирующих прихватов 6, крепежных шайб 7, соединенных стяжной шпилькой 8, с помощью пружин. На опорных базовых поверхностях прихватов 6 и шайб 7 выполнены сферические поверхности. Заготовки 5 обрабатывают шлифовальным кругом. Кассету 3 устанавливают в пазу 2 базовыми поверхностями. Профиль паза 2 обеспечивает установку обрабатываемых поверхностей детали в плоскости, параллельной рабочей поверхности шлифовального круга. 2 с.и 1 з.п.ф-лы, 2 ил.
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении граненных деталей, например многогранных режущих пластин из синтетических сверхтвердых материалов (СТМ).
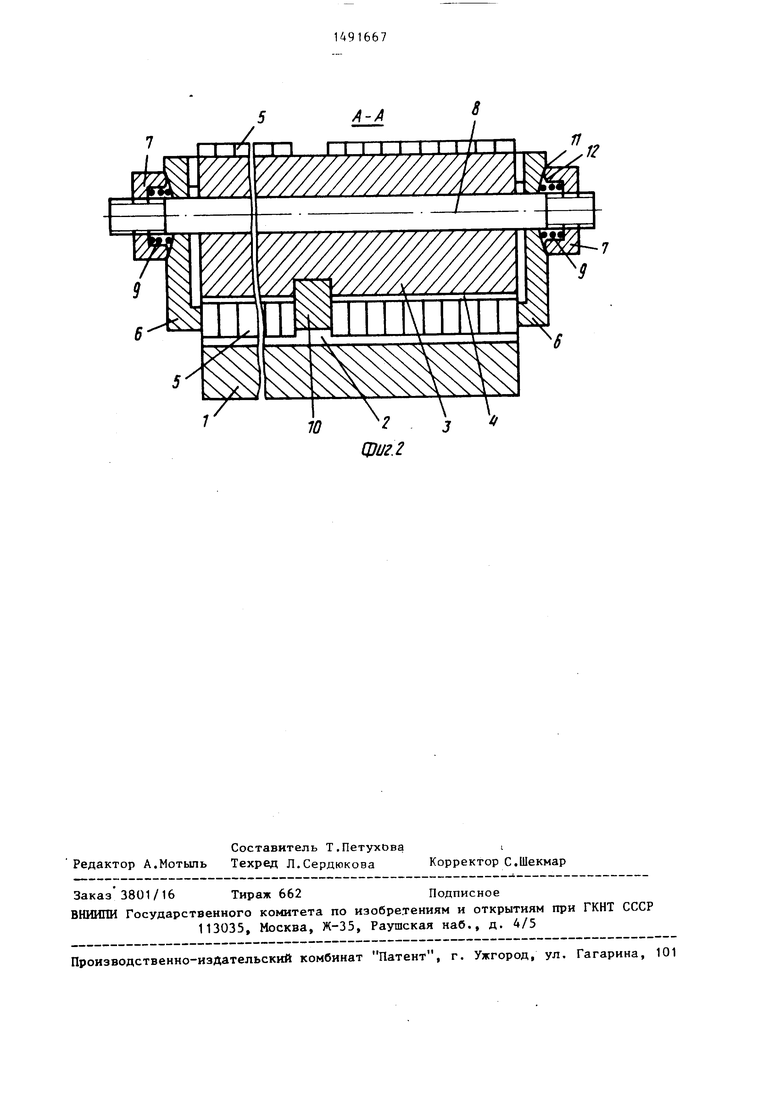
Цель изобретения - повышение производительности и качества обработки На фиг.1 изображено устройство для шлифования многогранных деталей, вид сбоку; на фиг.2 - разрез А-Л на фиг.
Устройство для шлифования многогранных деталей состоит из плоской опоры 1 со сквозным продольным пазом 2,в котором размещена призматическая кассета 3 с V-образными сквозными пазами А для расположения многогранных заготовок 5 деталей.
В сечении, перпендикулярном основанию опоры 1, кассета 3 имеет профиль равностороннего многоугольника, который совпадает с профилем многогранной шпифуемой детали. V-образные сквозные пазы 4 размещены на вершинах кассеты 3. Заготовки 5 многогранных деталей фиксируют механизмом закрепления, состоящим из самоцентрирующих прихватов 6, крепежных шайб 7, соединенных стяжной шпилькой 8 с помощью пружин 9. Ось отверстия, выполненного в кассете 3, совпадает . с линией пересечения плоскостей симметрии V-образньгх сквозных пазов А. В кассете 3 расположены вкладыши 10, предназначе)ные для увеличения много местности кассеты 3,
На опорных базовых поверхностях самоцентрирующих прихватов 6 и крепежных шайб 7 выполнены сферические поверхности 11 и 12 соответственно.
Поверхность 13 заготовок 5 многогранных деталей обрабатывают шлифовЕШьным кругом 1А. Кассета 3 устанавливается в продольный паз 2 плоской опоры 1 базовыми поверхностями 15 и 16.
ЧЛифование заготовок 5 многогранных деталей производят следую цим образом,
В кассету 3 укладывают заготовки 5 многогранных деталей, размещая
О 5
0
-
5 0 5
0
5
их в V-образных сквозных пазах 4. Для этого предварительно освс)бож/;ают крепежные шайбы 7 таким оГфазом, чтобы сферические поверхности 11 и 12 не соприкасались, а самоцентрирующие прихваты 6 были бы подпружинены с помощью пружин 9. Г.амоцентр1фуюпще прихваты 6 pacпoJтoжeны на стяжной шпильке 8 с зазором, что позволяет при укладке заготовок 5 удерживать их пружиной 9, опираясь на торцы заготовок 5 независимо от линейных погрешностей соединенных в столбик - заготовок 5.
На специальном приспособлении (не показано) производят осаживание заготовок 5 на стенки V-образмых пазов 4 кассеты 3, причем приспособление для осаживания заготовок 5 вьтолнено так, чтобы осаживание происходило по направлению ко дну V-образных пазов 4,. тем самым обеспечивая их качественную укладку. Сразу после осаживания производят закрепление заготовок 5 посредством завинчивания одной из крепежных шайб 7, при этом стяжная шпилька 8 перемещает вторую шайбу 7 до соприкосновения с прихватом 6 по сферическим поверхностяи 11 и 12, которые позволяют самоцентрировать прихваты 6 по трем точкам, опираясь на торцы заготовок 5, и обеспечивают их равномерное обжатие с двух сторон. Следовательно, независимо от количества заготовок 5, размещенных левее и правее вкладышей 10, от их линейных погрешносте (длины столбика соединяемых заготовок) заготовки 5 обжимаются равномерно с двух сторон, что приводит к их равномерному объемному напряженному состоянию в процессе шлифования.
Многоместная кассета 3 после сборки устанавливается в сквозной продольный паз 2 плоской пары 1 так, чтобы обрабатываемая поверхность 13 заготовок 5 находилась параллельно рабочей поверхности шлифовального круга 14 и закреплялась. Это достигается конструктивным исполнением
с-кн(1- 1ки-о fijnx iojii.Horci пача 2 (пюры 1. Обработка niuiHriHoiiHTcH при ofiHJif.noii подаче (ОЖ перемещением опоры 1 (ггро- дольная подача S) относительно вра- 1цак-ч егс1ся 1Ш1ифонал7 но1-о круга Ь .
Закрепление мног оместной кассеты на опоре 1 может производиться как механически с помощью крепежных изделий (болтов, винтов, штифтов), так и с помо1 п ю применения специальных технологических приемов закрепления (магнитопрояодящий контур, пакуум}1ог закрепление и т.д.). Обработку ведут по размеру F1 от плоскости основания опоры 1, которая устанавливается на стол плоскошлифовад ного или заточного станка (не показан).
Перемещением кассеты 3 (кантовка)
15 круга, отличающийся тем, что, с целью повышения производитель fiocTn и качества обработки, берут клс сету, профиль которой в сечении, перпе}1дикулярном основанию опоры.
пазу 2 опоры 1 производят обработку 2Q сосп ветствует профилю пшифуемых деграней всех заготовок 5, расподожен- них относительно друг друга под углом (в данном примере 6U°). Обработку последней грани производят после разъединения заготовок в аналогичной многоместной кассете. Профиль описанной кассеты совпадает с профилем многогранной детатп и предстагзляет собой равносторонний треугольник.
Для других многогранных деталей, например квадратной и ромбической формы, профиль кассеты должен совпадать с профилем обрабатываемых деталей, а сквозные продольные пазы 2 плоской опоры 1 определяются на соответствующих базовых поверхностей кассет, в которых всегда по крайней мере две боковые поверхности могут являться базами.
Предлагаемые способ и устройство позволяют производить обработку многогранных деталей различных профилей, добиться высокой производительности за счет у}1еличения многоместности, а следовательно, сокращения вспомогательного времени на пе1)еустановку кассет, а также снизит1 затраты времени на закрепление заготовок в кассетах за счет подвижной системы механизма фиксации, обеспечивающего быстродействие независимо от конца приложения усилия (слева или справа). Равномерное двухстороннее обжатие заготовок приводит к равномерному объемному напряженному их состоянию в процессе 1ш:ифования, что позволяет получить высок ое качество обработки.
25
30
35
40
45
50
55
талей, и опору, в которой выттолнен сквозной продол1.)1ый паз, при этом кассету в указанном пазу устанавливают из условия контакта по меньщер мере двух ее граней со стенкаьш продольного паза опоры,
о р и у :i а и ч (1 о р е т е н и я
деталей, при котором последни. устанянлинаю : я V-обра.чном ттазу призматической кассеты, размешают ее на плос- коГг опоре, имеющей ocf:oвaниe, иишфо- пальному кругу и опоре сооби:ают от- носительное перемещение и последова тельно вводят в к(1нтакт с кругом
каж/;ую грань детали, при этом обрабатываемые поверхности детали ориенти- руют в плоскости, параллельной нап- флрлению перемещения гштифовального
круга, отличающийся тем, что, с целью повышения производитель- fiocTn и качества обработки, берут клс сету, профиль которой в сечении, перпе}1дикулярном основанию опоры.
сосп ветствует профилю пшифуемых де5
0
5
0
5
0
5
талей, и опору, в которой выттолнен сквозной продол1.)1ый паз, при этом кассету в указанном пазу устанавливают из условия контакта по меньщер мере двух ее граней со стенкаьш продольного паза опоры,
И
12
фиг.2
| САМОФИКСИРУЮЩИЙ МОЛОЧНЫЙ КАТЕТЕР | 2001 |
|
RU2226821C2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
