Изобретение относится к ультразвуковому контролю изделий металлургического производства, температура которых превьццает точку Кюри материала изделия.
Целью изобретения является повышение производительности контроля изделий.
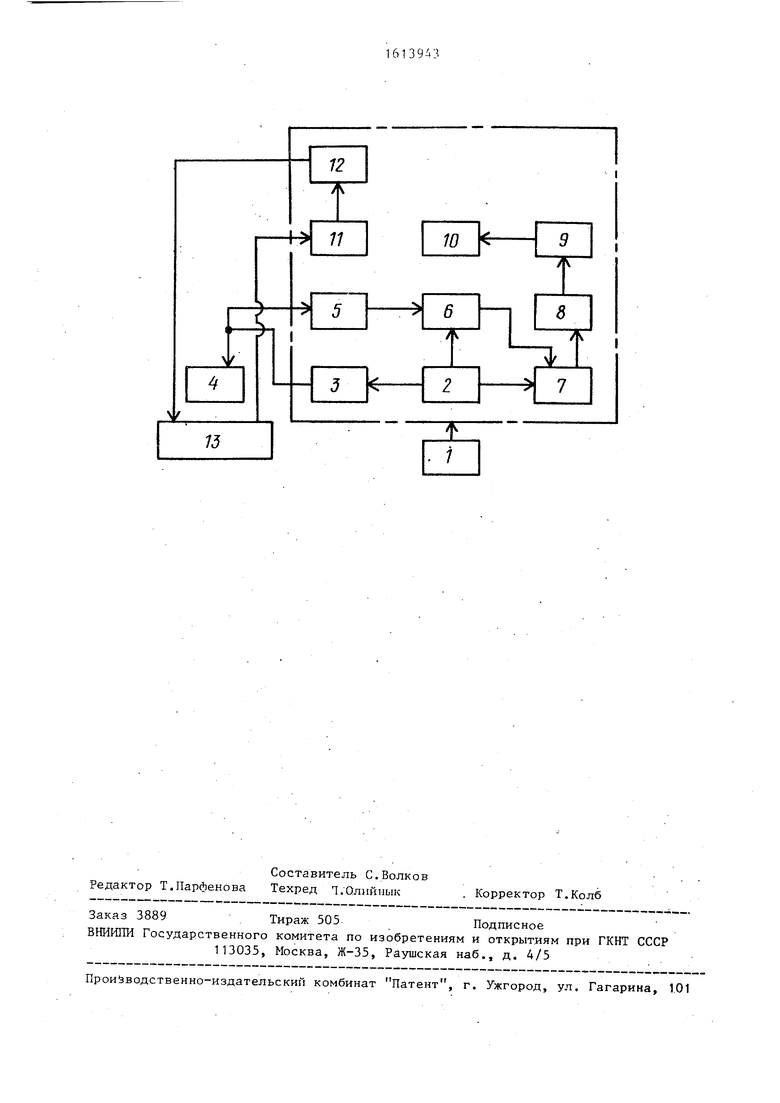
На чертеже показана блок-схема устройства, осу1 (ествляющего предлагаемый способ.
Устройство содержит блок 1 питания, генератор 2 синхроимпульсов, генератор 3 зондирующих импульсов, злектромагнитоакустический преобразователь 4, усилитель 5 донных импульсов, блок 6 автоматической регулировки усиления, измерительный триггер 7, блок 8 измерения временного интервала, блок 9 обработки, инфор-., мации, блок 10 индикации результата измерения, измеритель 11 температуры поверхности изделия, блок 12 управления, содержаудий, например, блок памяти, схему сравнения и многопозч- ционный регулятор расхода водовоз- душной смеси, причем вход блока 12 управления подключен к выходу измерителя 11 температуры поверхности изделия 13.
Сущность способа контроля ферромагнитных изделий заключается в следующем.
о:
knd,
СО
со
Предварительно определяют зависимость между начальной температурой поверхности изделия 13 и интенсивностью подачи охлаждающей водовоз- душной смеси. Для этого при поступлении изделия 13 в зону .контроля определяют начальную температуру поверхности изделия 13, затем производят подачу смеси фиксированной интенсннности, возбуждают электромагнитные сигналы и определяют время существования ультразвуковых сигналов, представляющих собой не менее даух ДОННЫХ импульсов при соотношении сигнал - шум, равном трем и более единицам. Если этого времени недостаточно для обработки сигналов с такой же начальной температурой устанав ливают большую интенсивность подачи воздушной смеси. Как только величина интенсивности подачи охладителя.обеспечит осуществление надежного контроля изделия, увеличение интенсивности подачи охладителя прекраща- I ют, чтобы не увеличивать время прог- I рева изделия до максимального прояв- ления магнитострикщтонных свойств. j С учетом предварительно получен- : ной зависимости интенсивность пода- i чи - начальная .температура поверхнос i ти регулируют интенсивность подачи i водовоздушной смеси и в процессе по- j дачи на изделие 13 одновременно воз- 1 буждают электромагнитные импульсы до .| момента приема двух донных эхо-им- ; пульсов ультразвуковых колебант по- : роговой амплитуды, отраженных от дон : ной поверхности изделия 13, по величине которых определяют характеристики (толпщну или расстояние до дефекта) изделия.
Способ контроля ферромагнитных изделий осуществляется следующим образом.
При поступлении изделия 13 в зону контроля измеритель 11 температуры определяет температуру поверхности изделия 13 и подает электричес,кий сигнал на вход блока 12 управления, который устанавливает интенсивность подачи охлаждаю1чей смеси на поверхность изделия. 13 в зависимости от
1613943
начальной температуры этой поверхности. Генераторы 2 и 3, питаемые от блока 1 питания, с помощью электро- магнитолкустического преобразователя 4 возбуждают электромагнитные импульсы в контролируемом изделии 13 с приближением температуры поверхности изделия к точке Кюри. Возникающие 0 в результате магнитострикционного эффекта ультразвуковые импульсы, отразившись от противоположной j pa- Ш1 изделия 13 или от дефекта, преобразуются тем же преобразователем 4 в ,5 электрические импульсы, которые после усиления блоками 5 и 6 поступают на измерительный триггер 7. Далее блоком 8 измерения временного интервала измеряется временнбй интервал, 0 сформированный триггером 7, который блоком 9 обработки информации пре- обра.зуется в толвщну изделия 13 или расстояние от дефекта и индидаруется блоком 10 индикации результатов из- 5 мере НИЛ.
Формула изобретения
Способ бесконтактного ультразвукового контроля ферромагнитных изделий
0 в условиях высоких температур, включающий измерение начальной температуры поверхности изделия, охлаждение поверхностного слоя изделия до температуры ниже точки Кюри путем пода,. чи на его поверхность водовозду1иной смеси, возбуждение в этом слое электромагнитных импульсов, прием эхо- импульсов ультразвуковых колебаний, вызванных магнитострикционным эффек0 и определение по параметрам
эхо-импульсов характеристик изделия, отличающийся тем, что, с целью повышения производительности KoHTpojM, подачу водовоздушной смеси
5 осуществляют одновременно с нием электромагнитных импульсов до момента двух донных эхо-импульсов ультразвуковых колебаний пороговой амплитуды, а интенсивность подачи
Q водовоздушной смеси выбирают с учетом тарировочной зависимости интенсивность подачи - начальная температура поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля металлических изделий при нагреве | 1990 |
|
SU1739191A1 |
| Способ акустического контроля движущихся ферромагнитных изделий | 1987 |
|
SU1492268A1 |
| Способ измерения толщины стенки труб из ферромагнитных сплавов и устройство для его осуществления | 2022 |
|
RU2790307C1 |
| Устройство для контроля дефектов в ферромагнитных изделиях | 1979 |
|
SU905771A1 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
| СИСТЕМА МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПРОТЯЖЕННОГО ТРУБОПРОВОДА | 2023 |
|
RU2832402C1 |
| Устройство для ультразвукового контроля ферромагнитных изделий | 1984 |
|
SU1233043A2 |
| СИСТЕМА МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПРОТЯЖЕННОГО ТРУБОПРОВОДА | 2024 |
|
RU2836111C1 |
| Способ охлаждения листа | 1988 |
|
SU1666552A1 |
Изобретение относится к ультразвуковой толщинометрии и дефектоскопии изделий металлургического производства, температура которых превышает точку Кюри материала изделия. Для повышения производительности бесконтактного ультразвукового контроля ферромагнитных изделий при высоких температурах выбирают интенсивность подачи охладителя в зависимости от начальной температуры поверхностного слоя таким образом, чтобы время подачи охладителя было наименьшим, возбуждают ультразвуковые импульсы с помощью магнитострикционного эффекта, регистрируют эти импульсы после прохождения их через изделие и по параметрам импульсов судят о размерах или наличии дефектов в изделии. 1 ил.
| Авторское, свидетельство СССР №714271, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дефектоскопия | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
