Известны :по,собы изготовления деталей машин, например, выхлопных клапанов двигателей внутреннего сгорания к жароупорным покрытиям из спеченного порошка. Однако эти способы малоэкономичны ,и не обеспе.чи-вают плотности спеченных заготовок.
Предлагаемый способ лишен этих недостатков. Это достигается тем, что заготовки подвергаются обжатию в холодном состоянии.
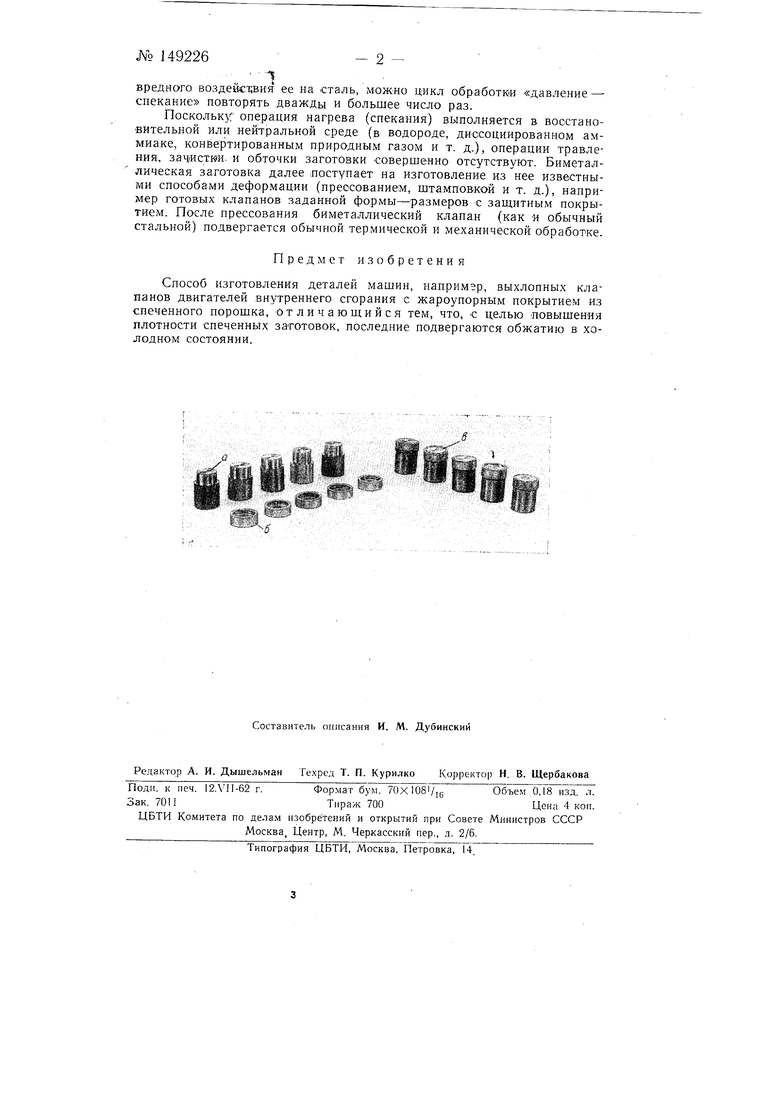
Суш ность способа заключается в следующем. На шейку стальной заготовки а (см. чертеж) плотно надевается в уровень с ее торцовой поверхностью кольцо б, спрессованное из порошкового сплава или смеси металлических порошков, с наружным диаметром несколько большим, чем диаметр стальной заготовки а. Заготовки с насаженными на ни.к порошковыми кольцами в поступают в электропечь на спекание в восстановительной или нейтральной атмосфере или в вакууме при температуре 1000-1300° в течение 1-2 часов (в зависимости от состава сплава). Охлаждение заготовок до окружаюш.ей температуры производится в той же атмосфере. В результате спекания происходит уплотнение (усадка) порошкового сплава и его «припекание к стальной основе. Плотность сплава и сцепление его с основой однако еще недостаточны (обычно остаточная пористость колеблется в пределах 10-15%). Для улучшения сцепления и повышения плотности спеченные заготовки подвергаются далее деформации в холодном состоянии или с подогревом, известными способа-ми (поперечной прокаткой, ковкой, лротяжкой и т. д.) с обжатием порошкового слоя до диаметра основного металла.
После деформации биметаллическая заготовка вторично спекается в тех же условиях. В результате такой обработки (деформация - спекание) плотность порошкового сплава достигает теоретического значения (нулевая пористость) и .в поверхности раздела «порошковый сплав - сталь создается плавный диффузионный переходный слой. С целью снижения температуры обработки (спекания) н во избежание
вредного воздейст,вия ее на сталь, можно цикл обработки «давление - спекание повторять дважды и большее число раз.
Поскольку операция нагрева (спекания) выполняется в восстановительной или нейтральной среде (в водороде, диссоциированном аммиаке, конвертированным природным газом и т. д.), операции травления, зач1Истк и. и обточки заготовки совершенно отсутствуют. Биметаллическая заготовка далее лоступает на изготовление из нее известными спасобами деформации (прессованием, штамповкой и т. д.), например готовых клапанов заданной формы-размеров с защитным покрытием. После прессования биметаллический клапан (как и обычный стальной) подвергается обычной термической и механической обработке.
Предмет изобретения
Способ изготовления деталей машин, например, выхлопных клапанов двигателей внутреннего сгорания с жароупорным покрытием из спеченного порошка, отличающийся тем, что, с целью повышения плотности спеченных заготовок, последние подвергаются обжатию в .колодном состоянии.