Изобретение относится к прокатному производству и может быть использовано для перевалки валков и замены облицовочных пластин станин клети.
Цель изобретения - увеличение производительности за счет сокращения времени ремонтных операций по замене облицовочных пластин станин клети.
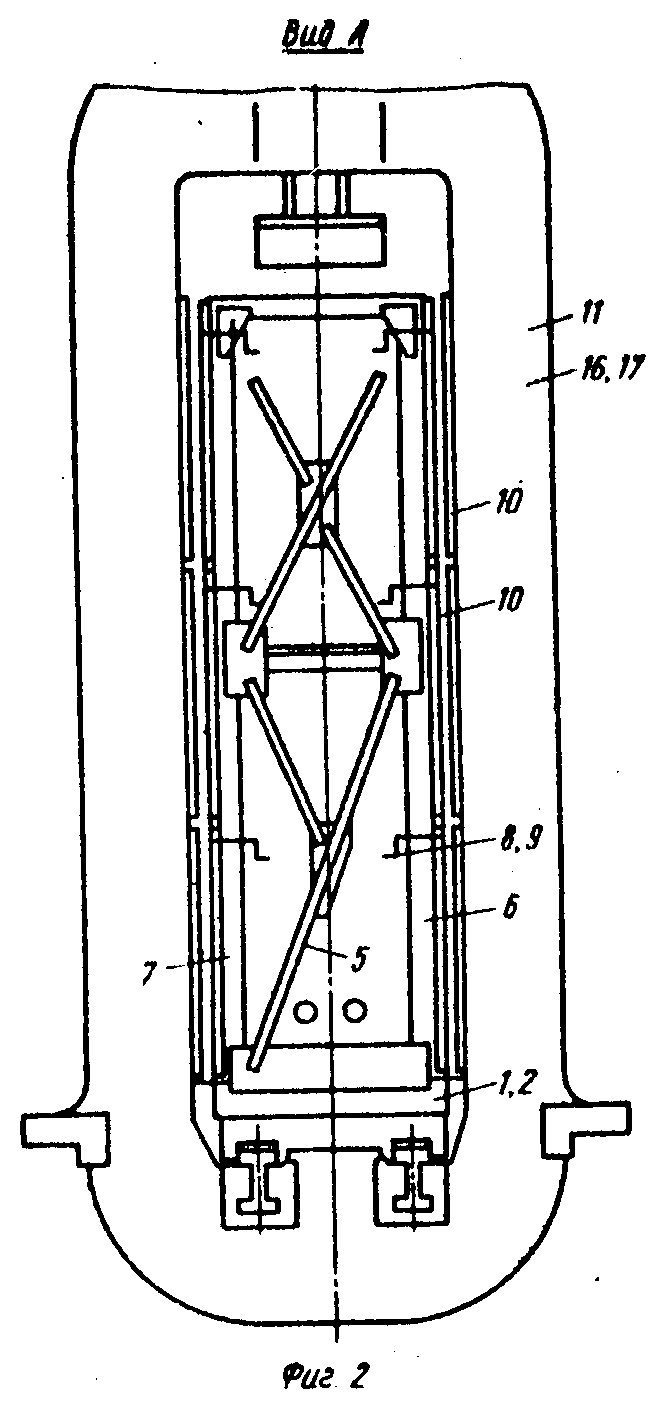
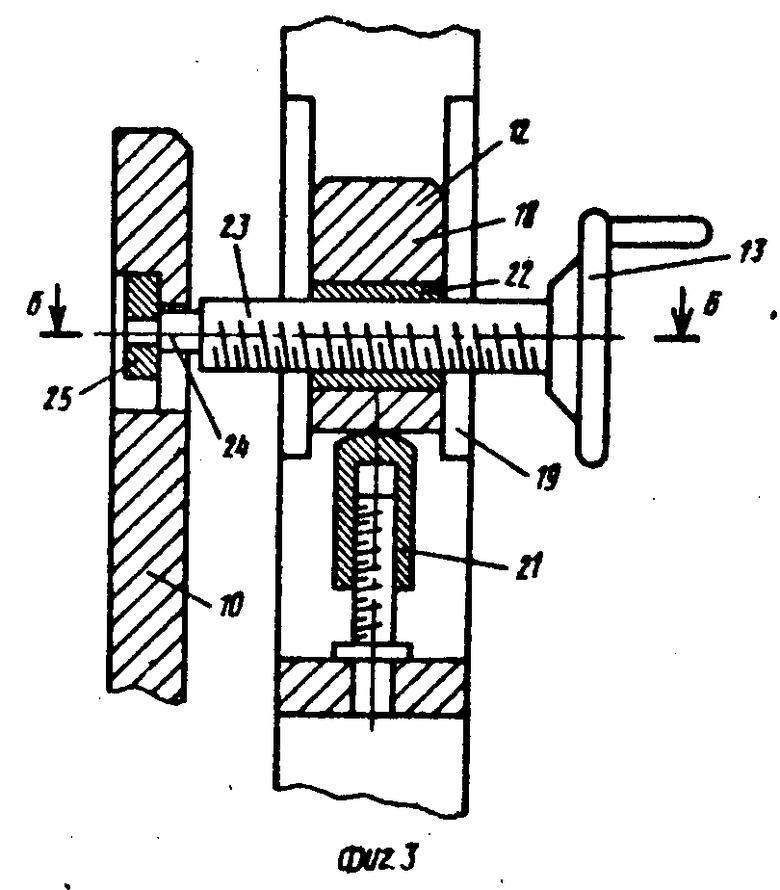
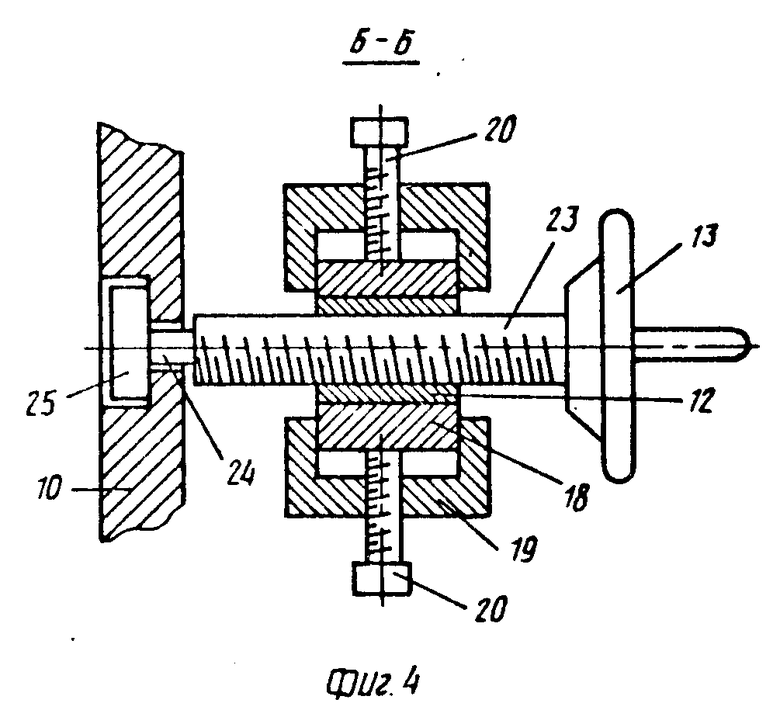
На фиг. 1 показано предлагаемое устройство; на фиг.2 - вид А на фиг.1; на фиг. 3 - механизмы монтажа и демонтажа облицовочных пластин; на фиг.4 - разрез Б-Б на фиг.3.
Устройство для перевалки валков прокатной клети включает тележку 1 с платформой 2 и механизм 3 перемещения тележки 1 в виде гидроцилиндра 4 (см. фиг.1 и 2). Устройство снабжено съемным каркасом 5, устанавливаемым на платформу 2 тележки 1. На боковых стенках 6, 7 каркаса 5 смонтированы группы механизмов для монтажа 8 и демонтажа 9 облицовочных пластин 10 прокатной клетки 11, содержащих механизмы 12 настройки, крепления и прижима 13. Механизмы монтажа 8 и демонтажа 9 облицовочных пластин 10 установлены группами 14 и 15 попарно в каждой из них, а расстояние В между группами 14 и 15 вдоль оси ОО перемещения тележки 1 равно расстоянию С между станинами 16 и 17 прокатной клети 11. Механизм 12 (фиг.3 и 4) настройки выполнен в виде ползуна 18, установленного в направляющих 19, горизонтальных 20 и вертикальных 21 винтов домкратов, а механизмы 13 крепления и прижима выполнены в виде гайки 22, закрепленной в ползуне 18, и винта 23, на концевой части которого выполнена кольцевая проточка 24 и установлен подшипник 25.
Устройство работает следующим образом.
При достижении критической величины износа облицовочных пластин 10, установленных на станинах 16 и 17 прокатной клети 11, во время очередной перевалки опорных валков производят их замену на новые. Новые облицовочные пластины 10 навешивают заранее на винты 23 механизмов 13 крепления и прижима вне зоны технологического процесса, например в пролете участка подготовки валков. При этом не задалживаются технологические мостовые краны и не загромождаются площади в пролете стана. Навеску пластин 10, подлежащих замене, производят на винты 23 механизмов 8 монтажа. Облицовочные пластины 10 на винтах 23 фиксируются в кольцевых проточках 24 и прижимаются к каркасу 5.
После вывалки из прокатной клети 11 рабочих и опорных валков на платформу 2 тележки 1 устанавливают каркас 5 и с помощью механизма 3 перемещения каркас 5 перемещают внутрь клети 11, обеспечив при этом совпадение осей механизмов 9 демонтажа на каркасе 5 с осями облицовочных пластин 10 на станинах 16 и 17. С помощью механизмов 12 настройки механизмов 9 демонтажа осуществляют точное совпадение осей винтов 23 механизмов 13 крепления и прижима с осями монтажных отверстий на облицовочных пластинах 10. Затем, вращая винт 23, вводят его в отверстие на пластинах 10. С помощью вертикальных винтовых домкратов 21 обеспечивают фиксацию облицовочных пластин 10 в проточках 24 винтов механизмов 9 демонтажа. Далее производят демонтаж изношенных облицовочных пластин 10. После съема крепящих болтов пластины 10 находятся в навешенном на винты 23 положении. Пластины 10 прижимают к каркасу 5 с помощью винтов 23.
После демонтажа изношенных облицовочных пластин 10 с помощью механизма перемещения каркас 5 передвигают до совпадения осей механизмов 8 монтажа и навешенных новых облицовочных пластин 10 с осями стоек станин 16 и 17. Затем с помощью механизмов 12 настройки механизмов 8 монтажа положение новых облицовочных пластин 10 выравнивают до совпадения крепежных отверстий на них в станинах 16 и 17. Механизмы 13 крепления и прижима новые облицовочные пластины 10 прижимают к стойкам станин 16 и 17 и производят их крепление.
Закончив монтаж, каркас 5 передвигают в зону работы мостового крана станового пролета и снимают с платформы 2 тележки 1, после чего производят завалку в клеть 11 опорных и рабочих валков. Каркас 5 перевозят на участок подготовки производства, где его подготавливают для замены очередной партии пластин.
Применение устройства позволяет механизировать трудоемкую операцию замены облицовочных пластин станин прокатной клети, исключить применение тяжелого ручного труда и повысить его безопасность. При этом существенно сокращается продолжительность ремонтных операций и увеличивается производительность прокатных станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| СПОСОБ РЕМОНТА ПРОКАТНОЙ КЛЕТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131313C1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| СПОСОБ ПЕРЕВАЛКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ ЛИНЕЙНОГО ПРОКАТНОГО СТАНА И РАБОЧАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006304C1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ УЗЛА ВАЛКОВ РАБОЧИХ КЛЕТЕЙ | 2013 |
|
RU2551730C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
Изобретение относится к прокатному производству и может быть использовано для перевалки валков и замены облицовочных пластин станин клети. Целью изобретения является увеличение производительности за счет сокращения времени ремонтных операций по замене облицовочных пластин станин клети. Тележка 1 для перевалки валков сцеплена с механизмом 3 ее перемещения. Особенность устройства заключается в том, что на платформу 2 на тележки 1 устанавливается съемный каркас 5 с механизмами для монтажа 8 и демонтажа 9 облицовочных пластин 10, смонтированных группами 14 и 15. Расстояние между парами механизмов одного и того же назначения в группах равно расстоянию между станинами клети. Механизмы для монтажа и демонтажа состоят из механизма 12 настройки, выполненного в виде ползуна, установленного в направляющих с возможностью регулировки его положения при помощи винтовых домкратов, и механизма 13 крепления и прижима, выполненного в виде пары винт-гайка, смонтированной в ползуне. На концевой части винта выполнена проточка и установлен подшипник. Это позволяет механизировать смену облицовочных пластин станины клети, снизить трудоемкость ремонтных операций, уменьшить простои стана. 2 з.п. ф-лы, 4 ил.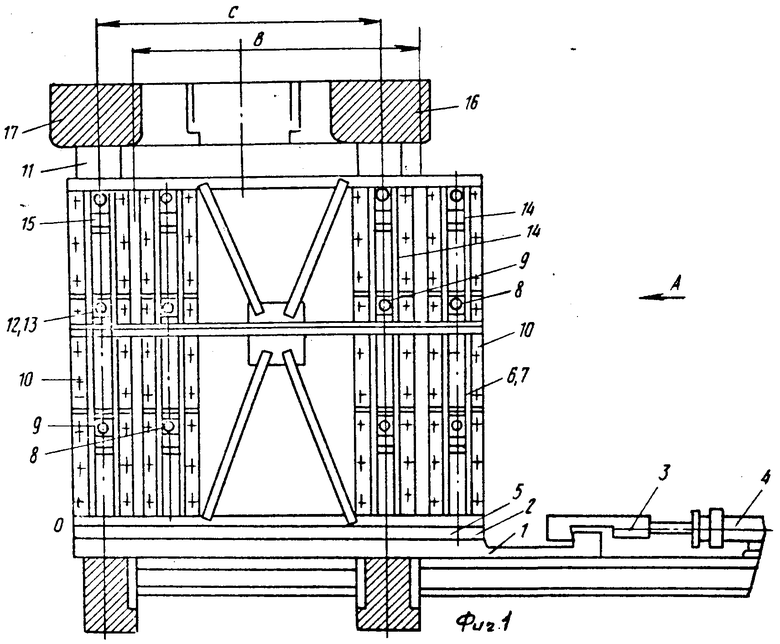
| Устройство для смены рабочих валков прокатной клети | 1980 |
|
SU884758A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
