Изобретение относится к прокатному производству и предназначено для перевалки рабочих валков смежных клетей линейных прокатных станов.
Известен способ перевалки валков многоклетьевых листовых станов и устройство для его осуществления.
Известный способ включает отсоединение шпинделей от валков вручную, перемещение опоры со шпинделями по специальной опоpной плите в направлении, перпендикулярном оси валков, с помощью винта. Валковые узлы выдвигаются на освобожденное от опоры со шпинделями место, удаляются краном и заменяются на новые. Отсоединение - соединение шпинделей вручную увеличивают время перевалки. Перемещение опоры со шпинделями перпендикулярно оси валков увеличивают площадь под оборудование стана, что уменьшает зону обслуживания, создает неудобство в эксплуатации.
Наиболее близким по технической сущности к изобретению является способ перевалки рабочих валков смежных клетей линейного прокатного стана и рабочая линия для его осуществления [1] .
Этот способ включает отсоединение вручную шпинделей от валков смежных клетей, удаление краном шпинделей вместе с опорой, поочередное выдвижение при помощи тележки с захватами заменяемых комплектов валков через окна станин в освободившийся просвет между клетями, удаление их краном и установку новых комплектов валков, а затем опоры со шпинделями и соединение вручную шпинделей с валками смежных клетей.
Рабочая линия линейного прокатного стана для осуществления известного способа содержит установленные стационарно на плитовине прокатные клети с комплектами валков, опору для фиксации шпинделей, связывающих валки смежных клетей, а также устройство для выдвижения комплектов валков в пространство между клетями, выполненное в виде тележки с захватами.
Недостатком известного способа и рабочей линии для его осуществления является необходимость ручных операций для соединения и отсоединения шпинделей, что увеличивает время перевалки. Необходимость удаления и установки краном опоры со шпинделями также увеличивает время перевалки. Кроме того, перевалка валками требует демонтажа и монтажа валковой арматуры при перевалке, а также настройки клети в линии прокатки.
Целью изобретения является сокращение времени перевалки рабочих валков смежных клетей линейного прокатного стана.
Это достигается тем, что в способе перевалки рабочих валков клетей линейного прокатного стана, включающем отсоединение шпинделей от валков смежных клетей, удаление комплекта валков, замену его и установку нового комплекта, согласно изобретению отсоединение шпинделей от валков осуществляют путем совместного перемещения клетей с комплектами валков и опор со шпинделями в направлении от привода вдоль осей валков и последующего перемещения в ту же сторону относительно клети с переваливаемым комплектом валков смежных клетей с комплектами валков совместно с опорами шпинделей, а присоединение шпинделей к новому комплекту валков осуществляют перемещением всех клетей с комплектами валков и опор со шпинделями в противоположную сторону.
Кроме того, в рабочей линии линейного прокатного стана, содержащей установленные на плитовине рабочие клети с комплектами валков, связанными между собой и с приводом посредством шпинделей, и опоры для фиксации шпинделей, согласно изобретению каждая из опор, размещенных между рабочими клетями, и плитовина со стороны привода снабжены раздвигающими клети механизмами отсоединения шпинделей, а плитовина со стороны, противоположной приводу, снабжена сдвигающим клети, механизмом соединения шпинделей.
Такой способ перевалки и конструктивное выполнение рабочей линии для его осуществления позволит сократить время перевалки за счет исключения ручных операций при отсоединении - соединении шпинделей, а также за счет исключения крановых операций по удалению и установке шпинделей.
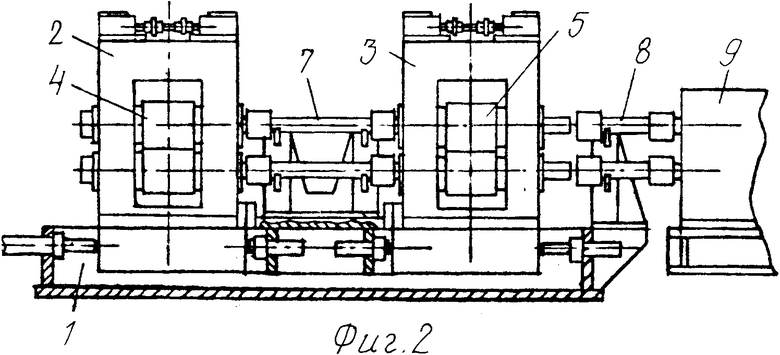
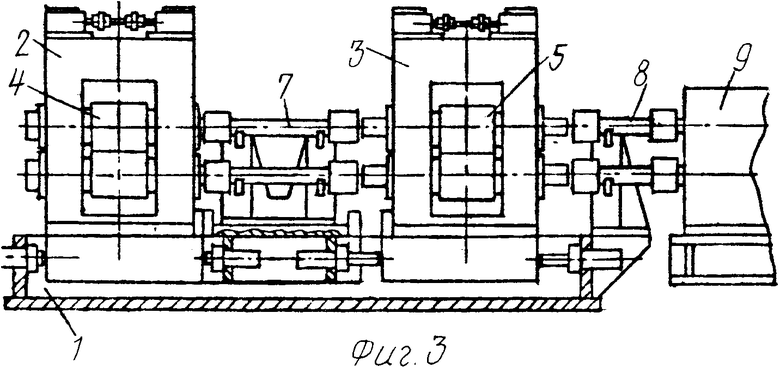
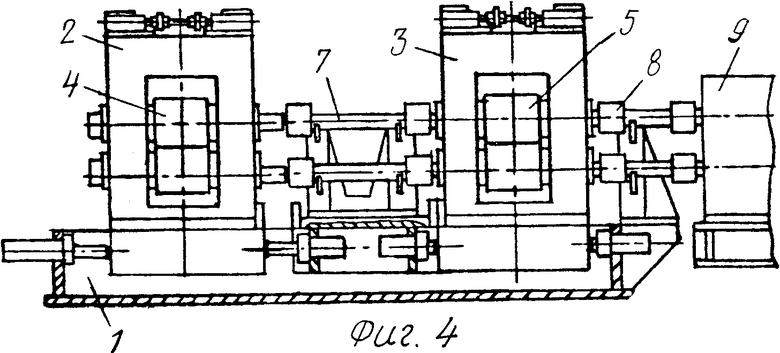
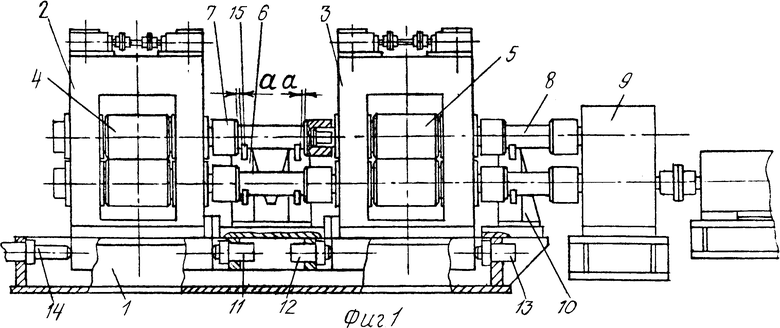
На фиг. 1 изображена рабочая линия линейного прокатного стана для осуществления способа, общий вид; на фиг. 2 - рабочая линия в положении отсоединения валков клети от шпинделей; на фиг. 3 - рабочая линия в положении отсоединения валков клети от шпинделей; на фиг. 4 - рабочая линия в положении отсоединения валков клети от шпинделей.
Способ перевалки рабочих валков смежных клетей осуществляется в рабочей линии линейного прокатного стана, который содержит установленные подвижно на плитовине 1 клети 2 и 3 с комплектами валков 4 и 5 и опоры 6 для фиксации шпинделей 7, связывающих валки клетей. Шпиндели 8, связывающие валки 5 клети 3 с приводом 9 стана смонтированы на опоре 10 для их фиксации, неподвижно установленной на плитовине 1.
Опора 6 снабжена с двух сторон механизмами 11 и 12 отсоединения шпинделей 7 от комплектов валков 4 и 5 клетей 2 и 3 соответственно. На плитовине 1 со стороны привода 9 стана смонтирован механизм 13 отсоединения шпинделей 8 от валков 5, а с противоположной стороны - механизм 14 соединения шпинделей 7 и 8 с комплектами валков 4 и 5 клетей 2 и 3. Опоры 6 и 10 снабжены рычагами 15 для фиксации шпинделей 7 и 8. Механизмы 11, 12 и 13 отсоединения шпинделей и механизм 14 соединения шпинделей выполнены, например, в виде гидроцилиндров, штоки которых взаимодействуют с торцами соответствующих клетей 2 и 3. При этом ход механизма 14 соединения шпинделей в два раза больше хода механизмов 11, 12 и 13 отсоединения шпинделей. Ход каждого из механизмов отсоединения должен быть больше, чем суммарная длина поверхности сопряжения шпинделя и валка и зазора а между рычагами 15 и головками шпинделей.
Способ перевалки рабочих валков реализуется следующим образом.
Шпиндели 8 отсоединяют от валков 5, для чего с помощью механизма 13 перемещают по плитовине 1 клети 2 и 3 с комплектами валков 4 и 5 и опору 6 со шпинделями 7 в направлении оси валков в сторону, противоположную приводу 9 стана. Затем с помощью механизма 12 перемещают в ту же сторону относительно клети 3 с комплектом валков 5 клеть 2 с комплектом валков 4 и опору 6 со шпинделями 7, отсоединяя шпиндели 7 от комплекта валков 5 клети 3. Клеть 3 с комплектом валков 5 удаляют краном. На ее место также краном устанавливают новую клеть с новым комплектом валков.
С помощью механизма 14, имеющего ход в два раза больше хода механизмов 11, 12 и 13, клети 2 и 3 с комплектами валка 4 и 5 и опора 6 со шпинделями 7 перемещаются в обратном направлении, т. е. в сторону привода 9 стана в исходном положение. Тем самым, осуществляется соединение шпинделей 7 с комплектами валков 5 клети 3 и соединение шпинделей 8 с комплектом валков 4 клети 2.
Для перевалки валков 4 клети 2 отсоединяют шпиндели 7 от комплекта валков 4, для чего с помощью механизма 11 перемещают клеть 2 с комплектом валков 4 относительно опоры 6. Клеть 2 с комплектом валков 4 убирают краном и на ее место устанавливают новую клеть. После этого механизмом 14 клеть 2 с комплектом валков 4 перемещают в направлении к опоре 6. При этом комплект валков 4 соединяется со шпинделем 7.
Способ перевалки рабочих валков клетей линейного прокатного стана и рабочая линия для осуществления способа позволяют сократить время перевалки. (56) 1. Авторское свидетельство СССР N 1047561, кл. B 21 B 31/10, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ перевалки рабочих валков смежных клетей линейного прокатного стана и рабочая линия для его осуществления | 1982 |
|
SU1047561A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| Линия клети прокатного стана | 1989 |
|
SU1667969A1 |
| Рабочая линия прокатного стана | 1981 |
|
SU939146A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Устройство для смены валков прокатной клети | 1986 |
|
SU1382519A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2009741C1 |
Использование: для перевалки рабочих валков смежных клетей линейного прокатного стана. Сущность изобретения: способ перевалки клетей линейного прокатного стана включает отсоединение шпинделей от валков смежных клетей, удаление комплекта валков, замену его и установку нового комплекта. Отличительной особенностью способа является то, что отсоединение шпинделей от валков осуществляют путем раздвижения клетей с комплектами валков относительно опор со шпинделями в направлении осей валков, а при соединении шпинделей к новому комплекту валков осуществляют сдвижением всех клетей с комплектами валков. Рабочая линия линейного прокатного стана содержит установленные на плитовине рабочие клети с комплектами валков, связанными между собой и с приводом посредством шпинделей, и опоры для фиксации шпинделей. Для осуществления способа каждая из опор рабочей линии, размещенных между рабочими клетями, и плитовина со стороны привода снабжены гидроцилиндрами отсоединения шпинделей, а плитовина со стороны, противоположной приводу, снабжена гидроцилиндром соединения шпинделей. При этом ход гидроцилиндра соединения вдвое превышает ход каждого из гидроцилиндров отсоединения. 2 с. и. 1 з. п. ф-лы, 4 ил.
