Изобретение относится к нанесению покрытий из расплава, в частности к конструктивным особенностям устройств для нанесения защитных покрытий на длинномерные изделия (полосы, ленты, листы), используемые в различных отраслях народного хозяйства.
Цель изобретения - повышение надежности работы установки при обработке листового материала путем исключения вытекания расплава материала покрытия из ванны.
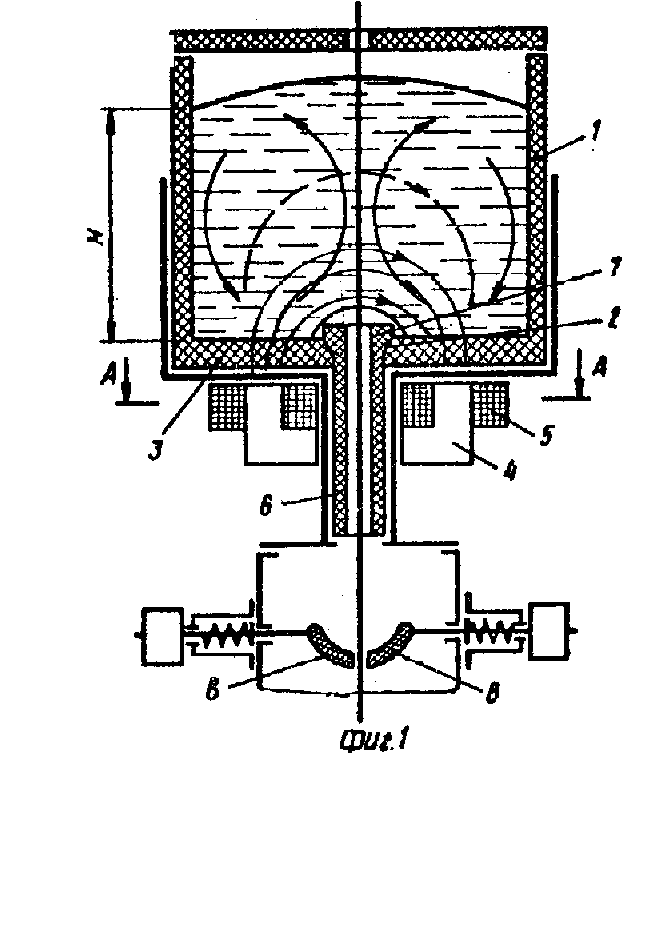
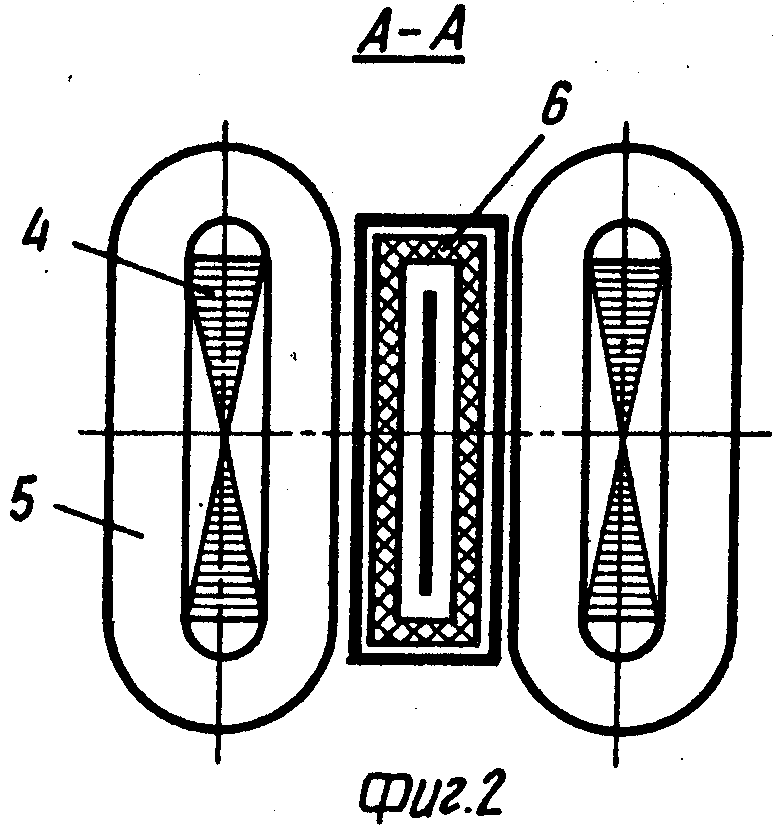
На фиг. 1 представлена установка, общий вид; на фиг. 2 - то же, разрез А-А на фиг. 1.
Установка металлизации содержит обогреваемую ванну 1 алюминирования с проходным отверстием 2, выполненным в дне 3 ванны. У отверстия 2 под дном расположен МГД-затвор (магнитно-гидродинамический затвор), магнитная система которого выполнена в виде двух L-образных магнитопроводов 4 с обмоткой однофазного тока в виде плоских катушек 5, размещенных на вертикальных стержнях магнитопровода. Патрубок 6 затвора представляет собой в поперечном сечении прямоугольник, располагаемый между L-образными магнитопроводами. Верхний торец 7 патрубка частично (на 20-40 мм от дна 3 ванны) введен в полость ванны, образуя с нижней частью ванны полость, ограниченную стенками ванны и стенками канала. На случай аварии для предотвращения пролива металла под затвором расположены подпружиненные отводящие металл лотки 8.
Принцип работы состоит в следующем.
В ванну 1 через проходное отверстие 2 вводят обрабатываемое изделие, на катушки 5 обмотки МГД-затвора полагают питание, после чего ванну заполняют жидким металлом. Металл, попадая в полость патрубка, под действием магнитного потока выталкивается из нее, образуя омывающий изделие поток, движущийся вверх и ниспадающий у стенок по периферии ванны. Образованные в металле вихри устойчивы и именно из входной зоны выносят металл, предотвращая его вытекание.
Наличие выступающего торца 7 патрубка в полости ванны устраняет протечки, возможные при вихревом электромагнитном поле.
Путем изменения напряжения питания обмотки устанавливают режим, благоприятный, в частности, для алюминирования изделий. Благодаря вертикальной подаче изделия через расплав и выводу его толщина покрытия, качество стабильны, кроме того, ванны по металлоемкости становятся значительно меньше. При обработке листа, например, шириной 250 мм и толщиной 1 мм проходное сечение канала МГД-затвора составляет 20 х 300 мм2, немагнитный зазор равен 100 мм, ток в обмотке при числе витков в катушке Wкат = 24 примерно 800 А, частота питания 50 Гц. При этом толщина пакета по железу 60 мм, высота 120 мм. Высота расплава Н в ванне не превышает 400 мм, емкость ванны составляет примерно 0,5 т. (56) Патент Франции N 2229782, кл. С 23 С 1/14, 1974.
Авторское свидетельство СССР N 960311, кл. С 23 С 2/36, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| МГД-стопор для ванн металлизации листового материала | 1988 |
|
SU1512166A1 |
| Устройство для нанесения металлических покрытий из расплава | 1987 |
|
SU1524530A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| Магнитный гидродинамический стопор для ванн металлизации | 1982 |
|
SU1076491A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2488644C2 |
| Устройство для металлизации изделий | 1983 |
|
SU1157125A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ МГД-ПЕРЕМЕШИВАТЕЛЬ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1988 |
|
RU1642828C |
| Установка нанесения защитного покрытия на листовой материал | 1988 |
|
SU1617043A1 |
| Установка для горячего нанесения покрытий | 1982 |
|
SU1096304A1 |
| Установка для горячего нанесения защитных покрытий | 1981 |
|
SU1175974A1 |
Изобретение относится к нанесению покрытий из расплава, в частности к конструктивным особенностям устройств для нанесения защитных покрытий на длинномерные изделия (полосы, ленты, листы), используемые в различных отраслях народного хозяйства. Целью изобретения является повышение надежности работы установки при обработке листового материала за счет исключения вытекания расплава материала покрытия из ванны. Установка содержит обогреваемую ванну 1 с проходным отверстием 2, расположенным в дне 3 ванны. МГД-затвор, расположенный под проходным отверстием 2, с патрубком 6, частично (на 20 - 40 мм от верхнего торца г патрубка до дна 3 ванны) введенным внутрь ванны через проходное отверстие. Установка отличается тем, что МГД-затвор выполнен в виде двух L-образных магнитопроводов 4 с обмоткой однофазного тока в виде плоских катушек 5, расположенных на вертикальных стержнях магнитопровода. При алюминировании листа шириной 250 мм и толщиной 1 мм наносится стабильное по толщине и качеству покрытие. Достигается уменьшение габаритов ванны. 1 з. п. ф-лы, 2 ил.