Изобретение относится к оборудованию для нанесения покрытий из расплава, в частности к устройствам для нанесения защитных покрытий на длинномерные изделия (полосы, листы, ленты), используемые, например, в строительстве, в электротехнике.
Цель изобретения - повышение надежности работы за смет исключения утечек расплава при металлизации листового материала.
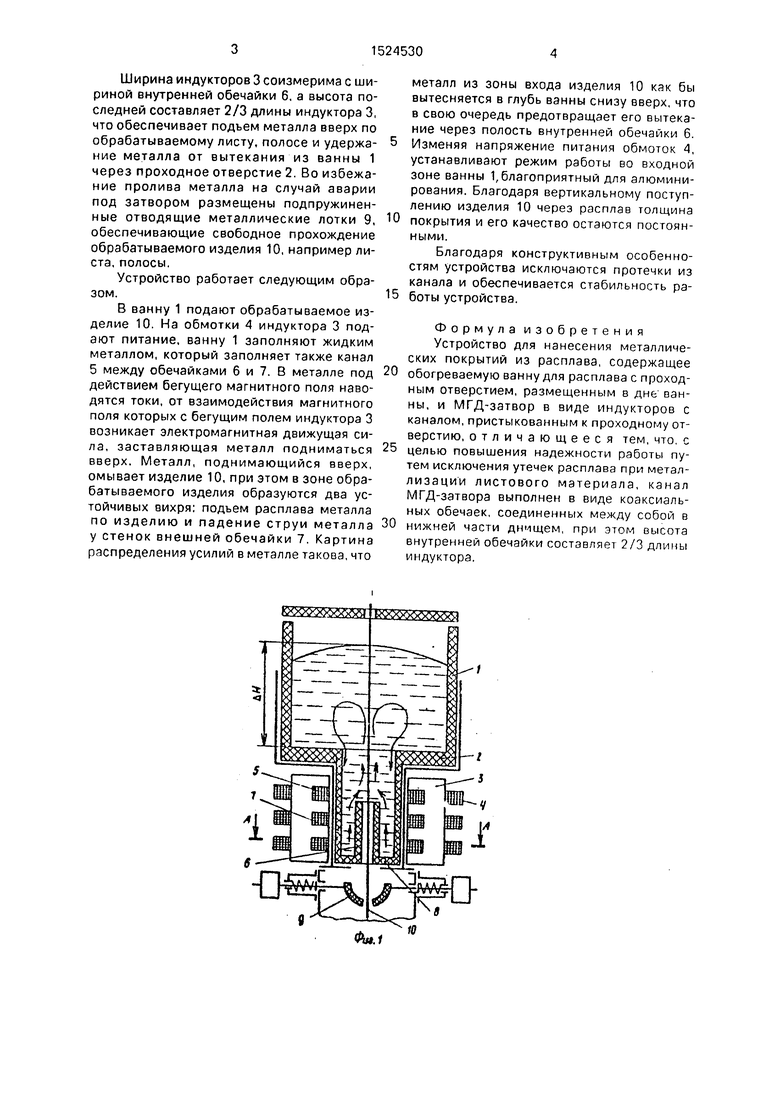
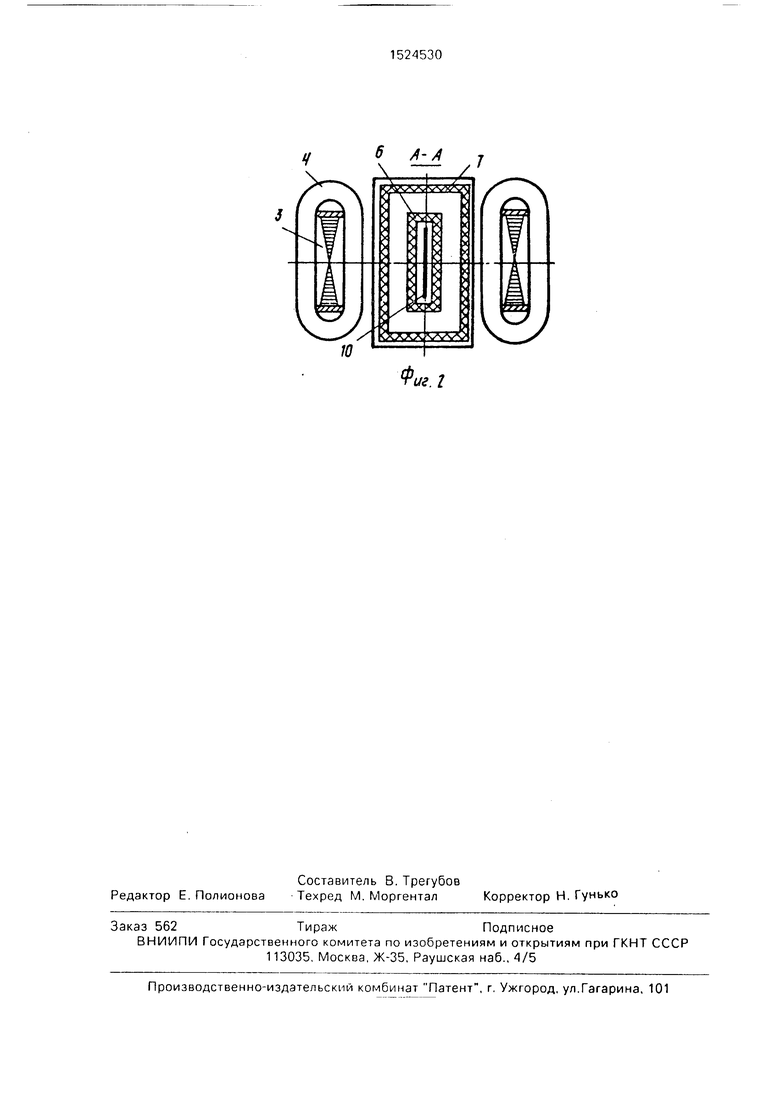
На фиг. 1 схематично представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит обогреваемую ванну 1 для расплава с проходным отверстием 2, размещенным в две ванны V, и МГД- затвором, выполненным на базе индукторов 3 бегущего магнитного поля с обмотками 4 трехфазного тока, и канал 5. образованный коаксиальными обечайками 6. 7. которые соединены между собой в нижней части днищем 8.
ел
N3 4 СЛ СО
о
Ширина индукторов 3 соизмерима с шириной внутренней обечайки 6, а высота последней составляет 2/3 длины индуктора 3, что обеспечивает подъем металла вверх по обрабатываемому листу, полосе и удержание металла от вытекания из ванны 1 через проходное отверстие 2. Во избежание пролива металла на случай аварии под затвором размещены подпружиненные отводящие металлические лотки 9, обеспечивающие свободное прохождение обрабатываемого изделия 10, например листа, полосы.
Устройство работает следующим образом.
В ванну 1 подают обрабатываемое изделие 10. На обмотки 4 индуктора 3 подают питание, ванну 1 заполняют жидким металлом, который заполняет также канал 5 между обечайками 6 и 7. В металле под действием бегущего магнитного поля наводятся токи, от взаимодействия магнитного поля которых с бегущим полем индуктора 3 возникает электромагнитная движущая сила, заставляющая металл подниматься вверх. Металл, поднимающийся вверх, омывает изделие 10, при этом в зоне обрабатываемого изделия образуются два устойчивых вихря; подъем расплава металла по изделию и падение струи металла у стенок внешней обечайки 7. Картина распределения усилий в металле такова, что
0
5
0
5
0
металл из зоны входа изделия 10 как бы вытесняется в глубь ванны снизу вверх, что в свою очередъ предотвращает его вытекание через полостъ внутренней обечайки 6. Изменяя напряжение питания обмоток 4, устанавливают режим работы во входной зоне ванны 1,благоприятный для алюмини- рования. Благодаря вертикальному поступлению изделия 10 через расплав толщина покрытия и его качество остаются постоянными.
Благодаря конструктивным особенностям устройства исключаются протечки из канала и обеспечивается стабильность работы устройства.
Формула изобретения Устройство для нанесения металлических покрытий из расплава, содержащее обогреваемую ванну для расплава с проходным отверстием, размещенным в дне ванны, и МГД-затвор в виде индукторов с каналом, пристыкованным к проходному отверстию, отличающееся тем, что. с целью повышения надежности работы путем исключения утечек расплава при металлизации листового материала, канал МГД-затвора выполнен в виде коаксиальных обечаек, соединенных между собой в нижней части днищем, при этом высота внутренней обечайки составляет 2/3 длины индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГОРЯЧЕЙ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1987 |
|
SU1492759A1 |
| Устройство для металлизации изделий | 1983 |
|
SU1157125A1 |
| Магнитный гидродинамический стопор для ванн металлизации | 1982 |
|
SU1076491A1 |
| МГД-стопор для ванн металлизации листового материала | 1988 |
|
SU1512166A1 |
| Установка нанесения защитного покрытия на листовой материал | 1988 |
|
SU1617043A1 |
| Устройство для металлизации изделий | 1979 |
|
SU933792A1 |
| МГД-перемешиватель | 1990 |
|
SU1807547A1 |
| Установка для горячего нанесения покрытий | 1982 |
|
SU1096304A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ МГД-ПЕРЕМЕШИВАТЕЛЬ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1988 |
|
RU1642828C |
| ЭЛЕКТРОМАГНИТНЫЙ НАСОС | 1972 |
|
SU436421A1 |
Изобретение относится к оборудованию для нанесения покрытий из расплава, в частности к устройствам для нанесения защитных покрытий на длинномерные изделия. Цель изобретения - повышение надежности работы за счет исключения утечек расплава при металлизации листового материала. На обмотки 4 индуктора 3 подают питание, ванну 1 заполняют жидким металлом, который заполняет также канал 5 между коаксиальными обечайками 6. 7. В расплаве металла под действием бегущего магнитного поля наводятся токи, от воздействия магнитного поля которых с бегущим полем индуктора 3 возникает электромагнитная движущая сила. заставляюи1ая металл подниматься вверх. При этом в зоне обрабатываемого изделия 10 образуются два устойчивых вихря: подъем расплава металла по изделию и падение струи металла у стенок внешней обечайки 7. Конструктивные особенности устройства, обеспечивая перемешивание расплава, исключают протечки из канала 5 и обеспечивают стабильность работы устройства. 2 ил. сл
ff.1
Ф.
иг. г
| Устройство для металлизации изделий | 1982 |
|
SU1068535A2 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Устройство для нанесения металлических покрытий из расплава | 1980 |
|
SU960311A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
