Известен -способ точения поверхностей тел вращения с круговым движением подачя, при котором радиус вращения инструмента значительно больще радиуса обрабатываемой поверхности и перемещение инструмента в радиальном направлении осуществляется по траектории с малой кривизной, близкой к прямой линии.
Описываемый способ точения внутренней поверхности тел вращения отличается от известных тем, что подачу осуществляют по траектории, радиус которой меньше радиуса изделия.
Применение этого способа обработки изделий улучщает условия резания, так как в процессе резания задний угол уменьшается к концу обработки, а передний увеличивается.
На фиг. 1 изображена схема точения внутренней поверхности изделия по описываемому способу; на фиг. 2 - приспособление для точения внутренних поверхностей, применительно к токарному многошпиндельному автомату (в продольном разрезе).
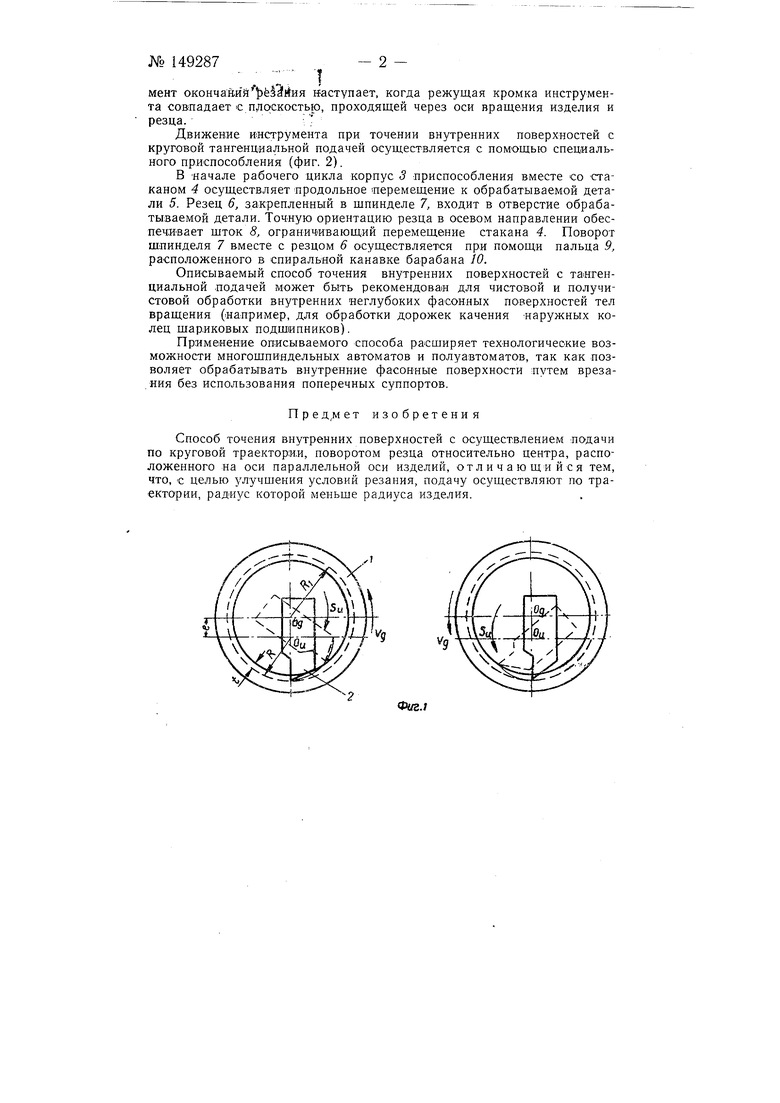
Способ точения внутренних поверхностей тел вращения с круговой тангенциальной подачей 5„ инструмента заключается в том, что путь резания представляет сочетание двух одновреМенно действующих круговых движений изделия и инструмента. Круговое движение изделия / определяет скорость Vg резания и круговое движение инструмента-резца 2 представляет подачу S,(. Ось поворота инструмента 0„ параллельна и смещена относительно оси вращения изделия Og на величину е так, что радиус R вращения инструмента меньше радиуса R обрабатываемой поверхности.
Направление подачи S инструмента может совпадать или быть противоположным направлению вращения изделия.
При точении внутренних поверхностей с круговой тангенциальной подачей в процессе резания толщина f срезанного слоя изменяется от максимума в начале резания до минимума (нуля) в конце резания. Мо№ 149287
мент окончавий ёУйия наступает, когда режущая кромка инструмента совпадает с плоскость, проходящей через оси вращения изделия и резца.
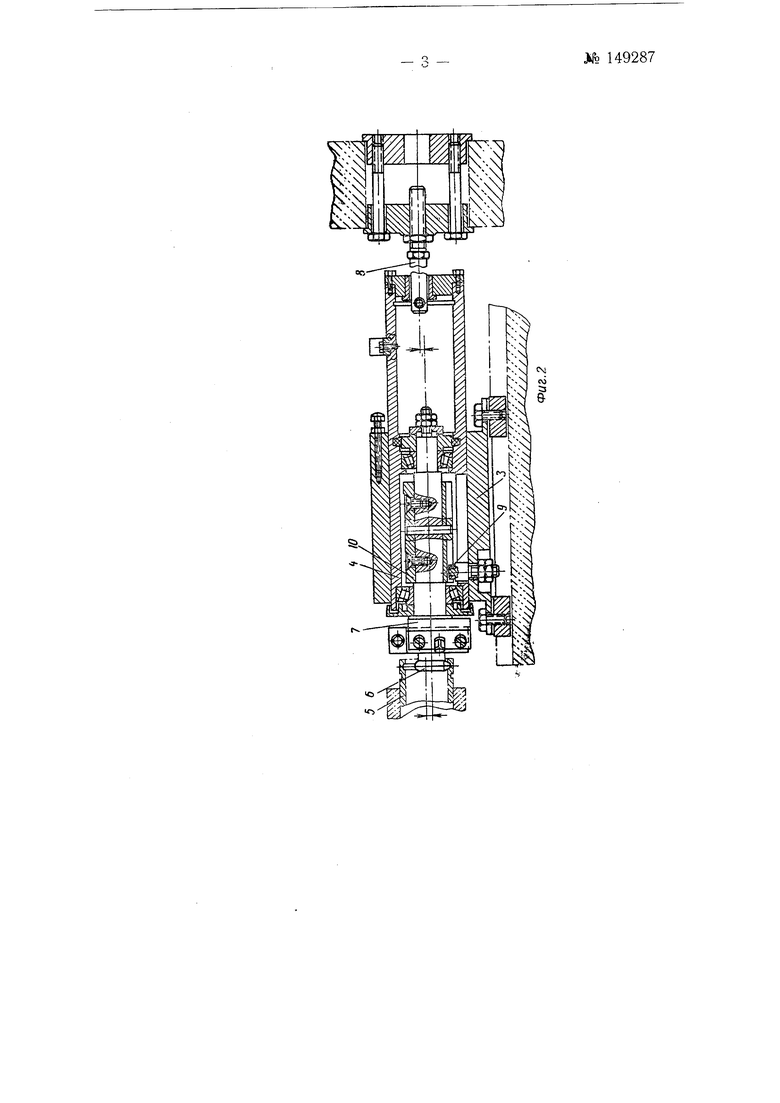
Движение ийструмента при точении внутренних поверхностей с круговой тангенциальной подачей осуществляется с помощью специального приспособления (фиг. 2).
В Начале рабочего цикла корпус 3 приспособления вместе со стаканом 4 осуществляет продольное перемещение к обрабатываемой детали 5. Резец 6, закрепленный в щпинделе 7, входит в отверстие обрабатываемой детали. Точ-ную ориентацию резца в осевом направлении обеспечивает шток 5, ограничивающий перемещение стакана 4. Поворот шпинделя 7 вместе с резцом 6 осуществляется при помощи пальца 9, расположенного в спиральной канавке барабана 10.
Описываемый способ точения внутренних поверхностей с тавгенциальной лодачей может быть рекомендоваи для чистовой и получистовой обработки внутренних неглубоких фасонных поверхностей тел вращения («апример, для обработки дорожек качения наружных колец шариковых подшипников).
Применение описываемого способа расширяет технологические возможности многошпиндельных автоматов и полуавтоматов, так как позволяет обрабатывать внутренние фасонные поверхности путем вреза.ния без использования поперечных суппортов.
Пред,мет изобретения
Способ точения внутренних поверхностей с осуществлением подачи по круговой траектории, поворотом резца относительно центра, расположенного на оси параллельной оси изделий, отличающийся тем, что, с целью улучшения условий резания, подачу осуществляют по траектории, радиус которой меньше радиуса изделия.
- 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних поверхностей | 1973 |
|
SU471951A2 |
| СПОСОБ ТОЧЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU374124A1 |
| Приспособление к многорезцовым и многошпиндельным станкам для автоматического отвода резца при окончании процесса обработки | 1960 |
|
SU147876A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| Способ точения торцевых фасонных поверхностей | 1975 |
|
SU567552A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU642082A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Способ токарной обработки | 1975 |
|
SU619297A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
Фиг.;
