Известны приспособления к многорезцовым и многошпиндельным станкам для автоматического отвода резца при окончании процесса обработки с подвижной резцовой кареткой с электрическим управлением от прибора активного контроля изделия.
Однако известные приспособления не исключают возможности образования уступа на обработанной поверхности при радиальной подаче резца.
Предлагаемое приспособление указанного недостатка не имеет. Это достигается применением для отвода каретки поворотного эксцентрика с регулируемым по скорости срабатывания приводным механизмом, обеспечивающим плавный отвод резца на протяжении оборота изделия.
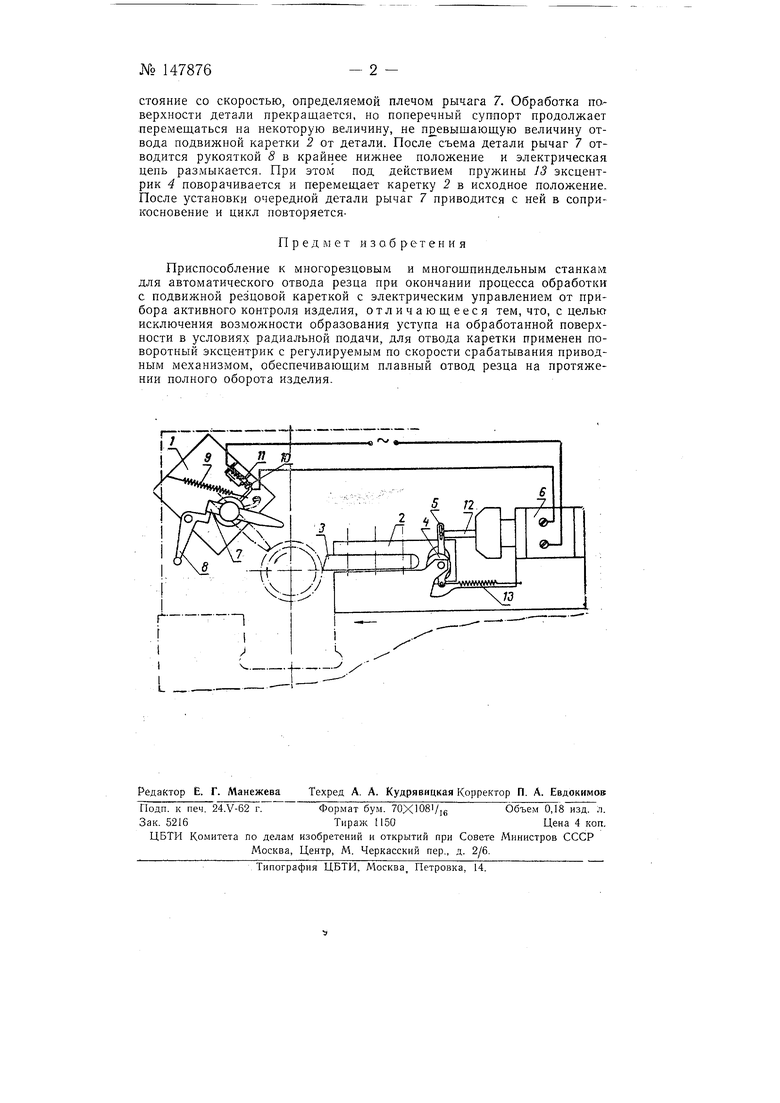
На чертеже схематически изображено приспособление согласно изобретениюПриспособление состоит из прибора активного контроля 1 и подвижной каретки 2 с резцом 5, приводимой в движение от эксцентрика 4. Поворот эксцентрика осуществляется от рычага 5 и электромагнита 6 (или гидроцилиндра), управляемого от прибора активного контроля. Прибор активного контроля содержит рычаг 7, рукоятку 8, пружину 9, контакты W и 11.
В процессе обработки детали на станке электроконтактное устройство / осуществляет непрерывный контроль размера обрабатываемой поверхности. При достижении требуемого размера рычаг 7 под действием пружины 9 проскакивает мимо обработанной поверхности и замыкает контакты 10 и // электроцепи. При этом электромагнит 6 посредством тяги 12 и регулируемого рычага 5 поворачивает эксцентрик 4 и каретка 2 с резцом 3 отводится от детали на требуемое расстояние со скоростью, определяемой плечом рычага 7. Обработка по-верхности детали прекращается, но поперечный суппорт продолжает перемещаться на некоторую в.еличину, не превышающую величину отвода подвижной каретки 2 от детали. После съема детали рычаг 7 отводится рукояткой 8 в крайнее нижнее положение и электрическая цепь размыкается. При этом под действием пружины 13 эксцентрик 4 поворачивается и перемещает каретку 2 в исходное положение. После установки очередной детали рычаг 7 приводится с ней в соприкосновение и цикл повторяетсяПредмет изо,бретения
Приспособление к многорезцовым и многошпиндельным станкам для автоматического отвода резца при окончании процесса обработки с подвижной резцовой кареткой с электрическим управлением от прибора активного контроля изделия, отличающееся тем, что, с целью исключения возможности образования уступа на обработанной поверхности в условиях радиальной подачи, для отвода каретки применен поворотный эксцентрик с регулируемым по скорости срабатывания приводным механизмом, обеспечивающим плавный отвод резца на протяжении полного оборота изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Устройство к фрезерному станку для обработки кольцевой канавки равномерной глубины на конической поверхности | 1984 |
|
SU1172652A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
