1130
Изобретение относится к обработке материалов резанием и может быть использовано при финишных операциях.
Цель изобретения - повышение качества обрабатываемой поверхности и точности обработки путем снижения влияния копирования микронеровностей режущей кромки обрабатывающего инструмента и уменьшения кинематической погрешности.
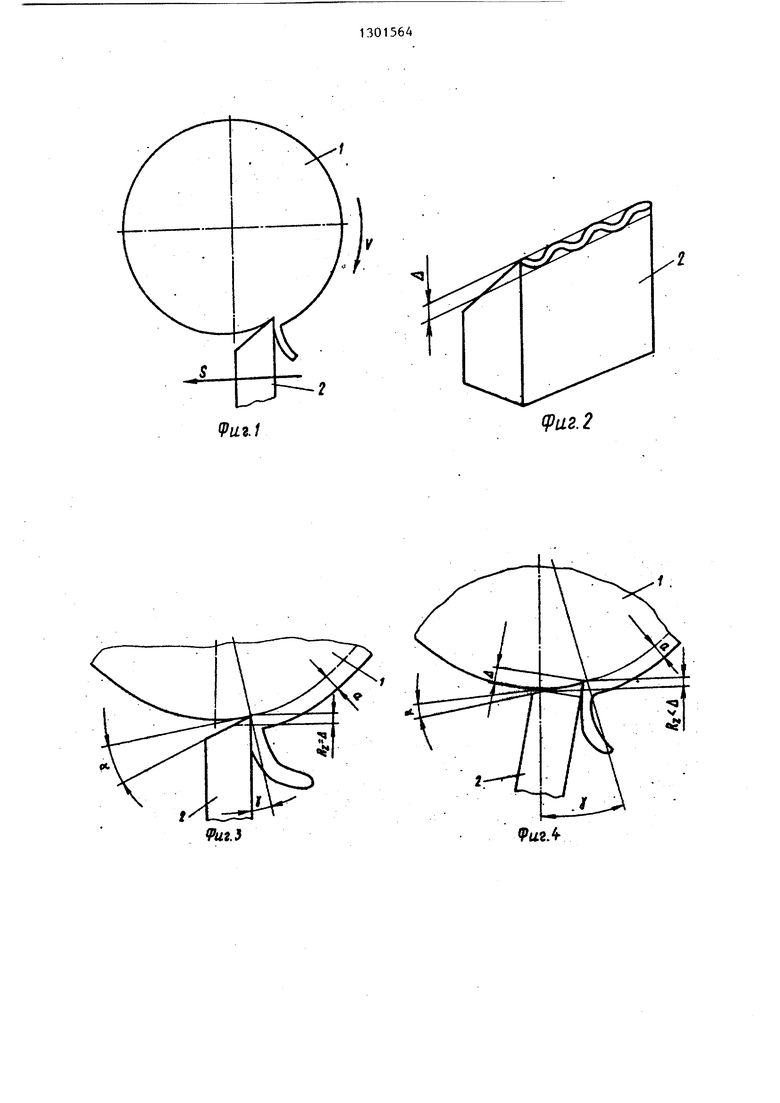
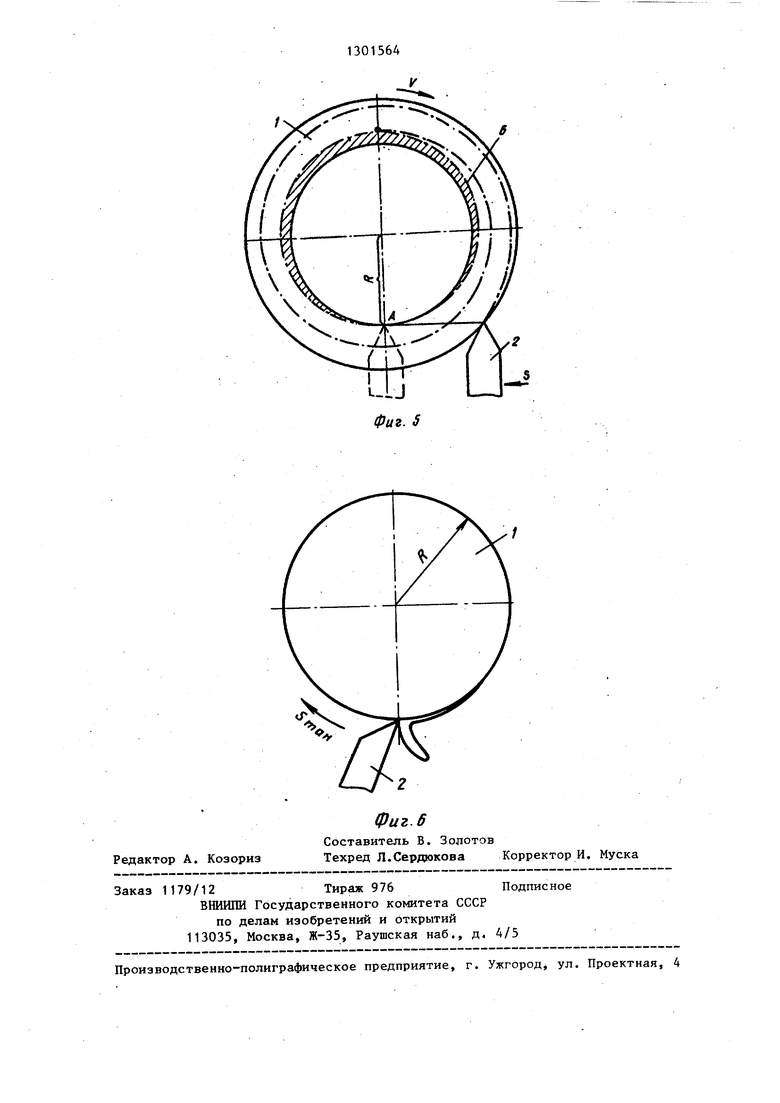
На фиг. 1 показана схема тангенциального течения на фиг. 2 - микронеровности режущей кромкиJ на фиг.З - схема тангенциального точения без поворота резца; на фиг. 4 - то же, с поворотом резца; на фиг. 5 - схема образования кинематической погрешности обработки; на фиг. 6 - схема тангенциального точения с попутной подачей в момент сообщения резцу круговой подачи вокруг оси, совпадающей с осью детали.
Способ обработки реализуется следующим образом.
Заготовке 1 сообщают в{)ащательное движение со скоростью резания V, а резцу 2- движение подачи S. При достижений толщины среза й., соизмеримой с высотой микронеровностей (фиг,2) режущей кромки, резец поворачивают вокруг указанной кромки в сторону уменьшения заднего угла . и после достижения режущей кромкой положения, при котором она отстоит от оси обрабатьгааемой заготовки на величину заданного радиуса обработки, резцу сообщают тангенциальную подачу вокруг указанной оси, снижая указанными действиями влияние копиро- вания микронеровностей режущей кромки и кинематической погрешности обработки, вызываемой отходом режущей кромки от оси вращения заготовки при перемещении резца от точки А, отстоящей от центра обрабатъшаемой заготовки на величину заданного радиуса обработки R, по траектории,являющейся обратной ветвью перициклоиды В.
Пример. Производят обработку с критерием шероховатости обрабатываемой поверхности мкм заготовки 00 мм из легированной стали со скоростью резания V 300 м/мин.
4 . 2
тангенциальной подаче ,7. мм/об.и снимаемом припуске t 1 мм. Резание осуществляют резцом с задним углом , передним углом у 0 ° и высотой
микронеровностей режущей кромки л 70 мкм.
Для выполнения требований по шероховатости обработанной поверхности при достижении толщины среза, соизмеримой с высотой микронеровностей режущей кромки резца, его поворачивают в сторону уменьшения заднего угла на угол, равный 14. После достижения резцом положения, при котором режущая кромка отстоит от центра заготовки на величину заданного радиуса обработки, ему сообщают круговую тангенциальную подачу S, равную 0,7 мм/об,, вокруг оси, совпадающей с осью заготовки.
Использование предлагаемого способа обработки резанием позволяет повысить качество обрабатываемой по- верхнбсти за счет дополнительного
поворота резца в сторону уменьшения его заднего угла, при достижении толщины среза, соизмеримой с высотой микронрровностей на режущей кромке, приводящего к уменьшению копирования
микронеровностей на поверхности заготовки и сообщения резцу круговой тангенциальной подачи вокруг оси, совпадающей с осью заготовки в заключительной стадии обработки.
Формула изобретения
Способ обработки деталей типа тел вращения резанием, при котором в про
цессе попутной подачи резца ему сообщают дополнительньй поворот в сторону уменьшения заднего угла вокруг оси, совпадающей с режзпцей кромкой, отличающийся тем, что, с
целью пЬвьш1ения качества обрабатываемой поверхности и точности обра ботки, указанный поворот производят при достижении толщины среза, соизмеримой с величиной микронеровностей
на режущей кромке, а после завершения процесса резания резцу сообщают относительно оси детали круговую тангенциальную подачу.
(Риг1
(Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ тангенциального точения | 1982 |
|
SU1144769A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ тангенциального точения торцевых поверхностей тел вращения | 1983 |
|
SU1166897A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
Изобретение относится к обработке материалов резанием и может быть использовано при финишных операциях. Целью изобретения является повышение качества и точности обрабатываемой поверхности путем снижения влияния копирования микронеровностей режущей кромки обрабатывающего инструмента. Поставленная цель достигается за счет того, что резцу в процессе попутной подачи сообщают дополнительный поворот в сторону уменьшения заднего угла вокруг оси, совпадающей с режущей кромкой, который производят при достижении толщины среза, соизмеримой с величиной микронеровностей режущей кромки, а после завершения процесса резания резцу сообщают относительно оси обрабатываемой детали круговую тангенциальную подачу. 6 ил. i (Я СП а 4
9иг,
ФигЛ
б
Редактор А. Козориз
Фиг. 6
Составитель В, Золотов
Техред Л.Сердюкова Корректор И. Муска
Заказ 1179/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 0 |
|
SU390863A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
