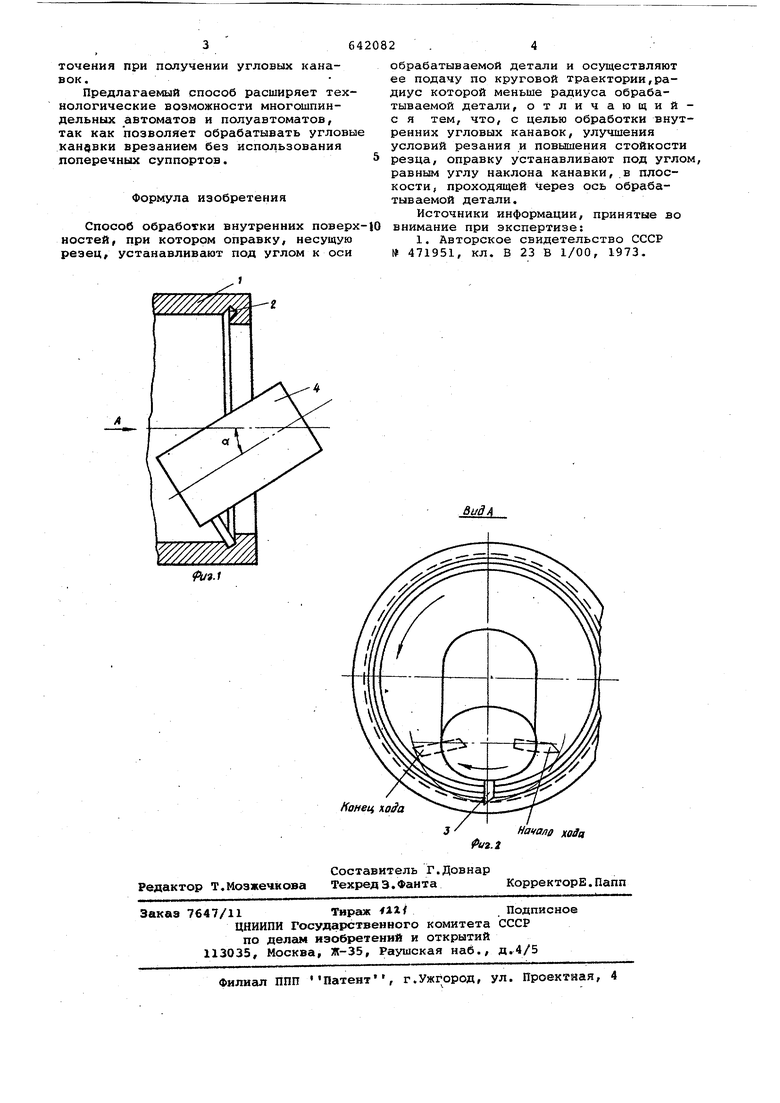
Изобретение относится к обработке металлов резанием и может быть использовано при обработке деталей типа втулок, цилиндров, колец и других подобных изделий,имеющих внутренние ци линдрические поверхности высокого класса точности и шероховатости, огра ниченные боковыми фланцами. Известны способы обработки внутрен них поверхностей, при которых оправку, несущую резец, устанавливают под углом к оси обрабатываемой детали и осуществляют ее подачу по круговой траектории, радиус которой меньше радиуса обрабатываемой детали. Недостатком известных способов является то, что они применимы тольк для точения открытых дорожек качения наружных колец шариковых подшипников не ограниченных боковыми ребордами. Цель изобретения - обработка внут ренних угловых канавок, улучшение условий резания и повышение стойкоети резца. . Для этого оправку устанавливают под углом, равным углу нак.йона канав ки, в плоскости, проходящей через ось обрабатываемой детали. На фиг.1 изображена схема точения внутренних угловых канавок; на Лиг.2вид А на фиг.1. На схеме показана деталь 1, в которой обрабатывают угловую, канавку 2 резцом 3, который закреплен в оправке 4, установленной под углом ct относительно оси детали. Угол d- равен углу обрабатываемой канавки. Способ осуществляют следующим образом. Устанавливают и закрепляют деталь 1. Вводят оправку 4 с резцом 3 во вращающуюся деталь, при этом ось оправки 4 наклонена под углом oL к оси детали в плоскости, проходящей через эту ось. В момент окончания ввода оправки 4 в отверстие детали оправку с резцом 3 поворачивают вокруг ее оси, осуществляя круговую тангенциальную подачу, и протачивают угловую канавку 2. Затем выводят оправку с резцом и поворачивают в исходное положение. Такое растачивание угловых канавок в деталях улучшает условия.резания, так как в процессе резания задний угол уменьшается к концу обработки, а передний увеличивается, т.е. используются преимущества тангенциального
точения при получении угловых канавок.
Предлагаемый способ расширяет технологические возможности многошпиндельных автоматов и полуавтоматов, так как позволяет обрабатывать угловые канавки врезанием без использования поперечных суппортов.
Формула изобретения
Способ обработки внутренних поверхностей, при котором оправку, несущую резец, устанавливают под углом к оси
Обрабатываемой детали и осуществляют ее подачу по круговой траектории,радиус которой меньше радиуса обрабатываемой детали, отличающийс я тем, что, с целью обработки внутренних угловых канавок, улучшения условий резания и повышения стойкости резца, оправку устанавливают под углом равным углу наклона канавки,.в плоскости, проходящей через ось обрабатываемой детали.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 471951, кл. В 23 В 1/00, 1973.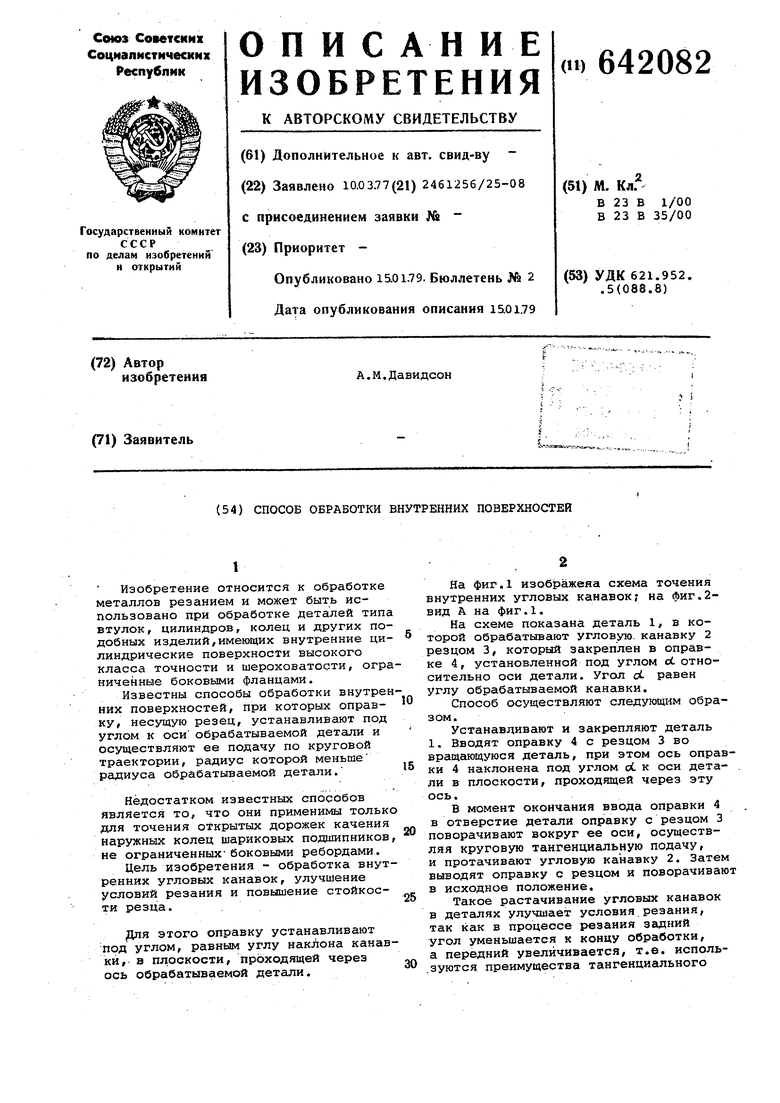
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения внутренних поверхностей | 1977 |
|
SU633670A1 |
| Способ точения внутренних поверхностей | 1979 |
|
SU869973A2 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| Способ точения внутренних поверхностей | 1961 |
|
SU149287A1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| Способ обработки внутренних поверхностей | 1973 |
|
SU471951A2 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки эллипсных поверхностей и устройство для его осуществления | 1991 |
|
SU1816533A1 |
