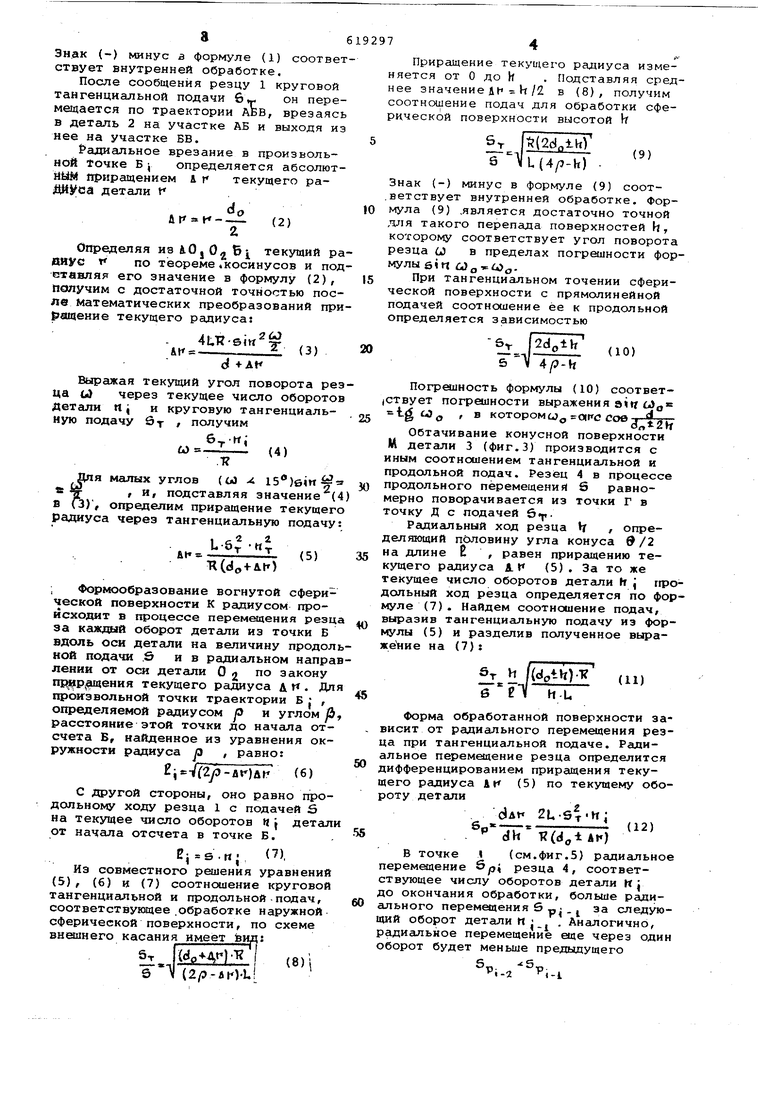
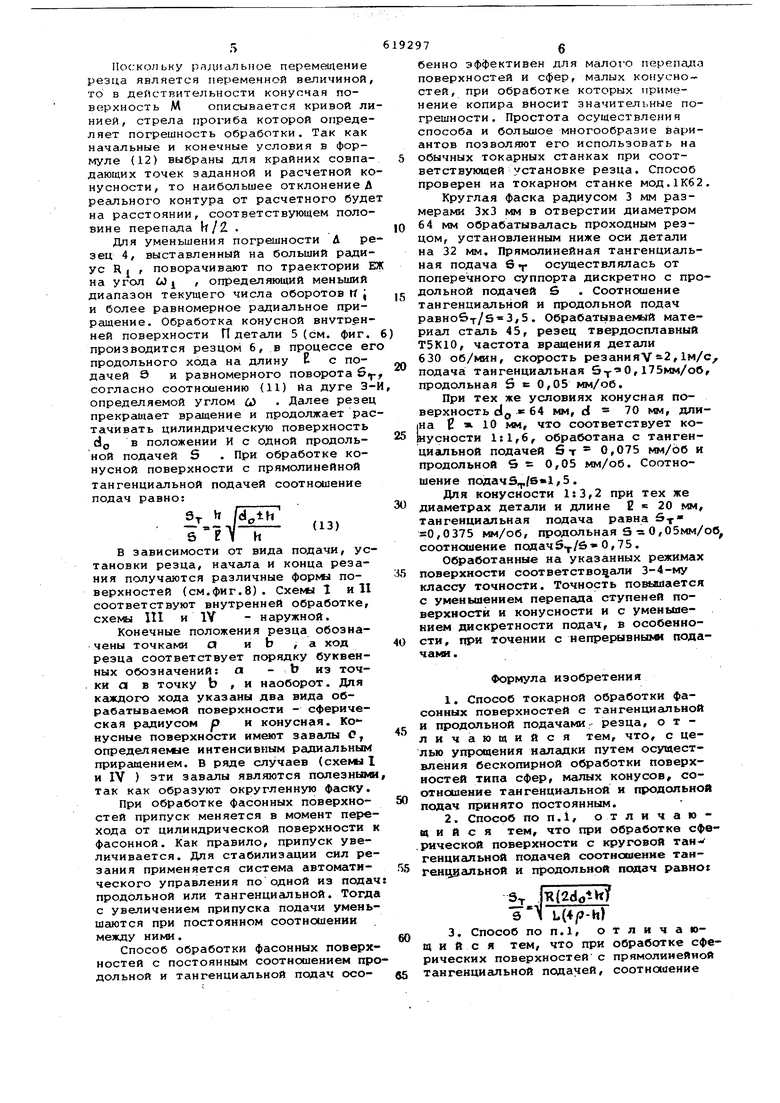
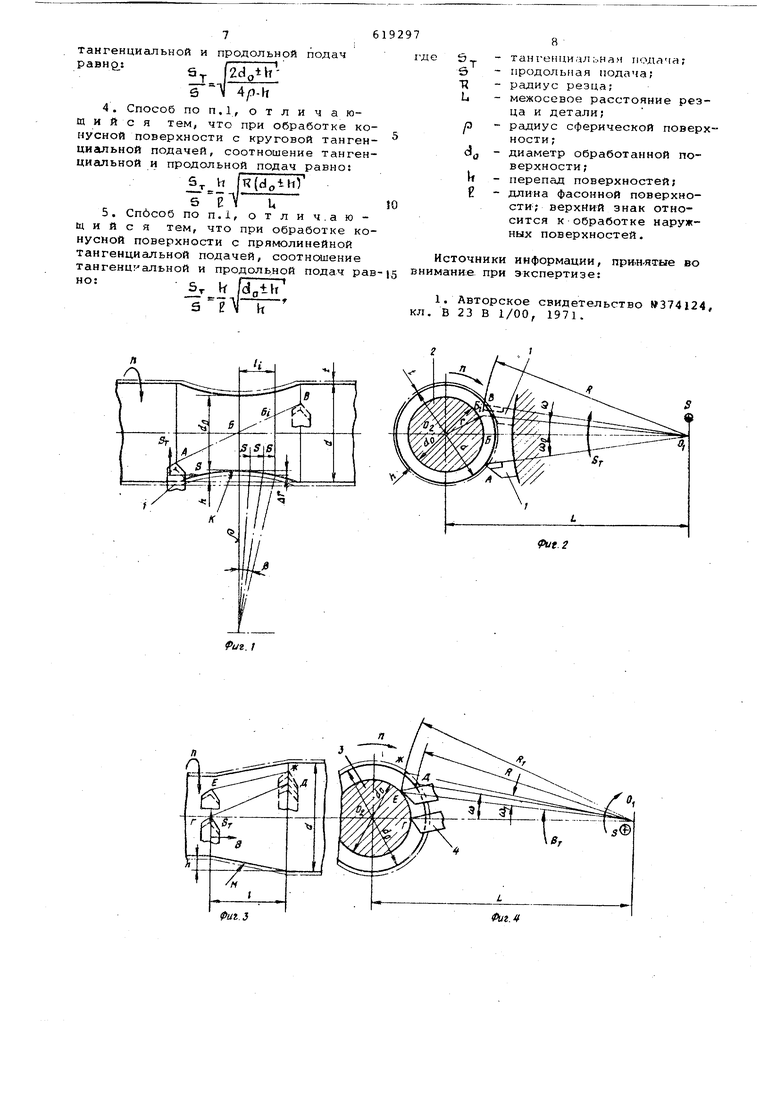
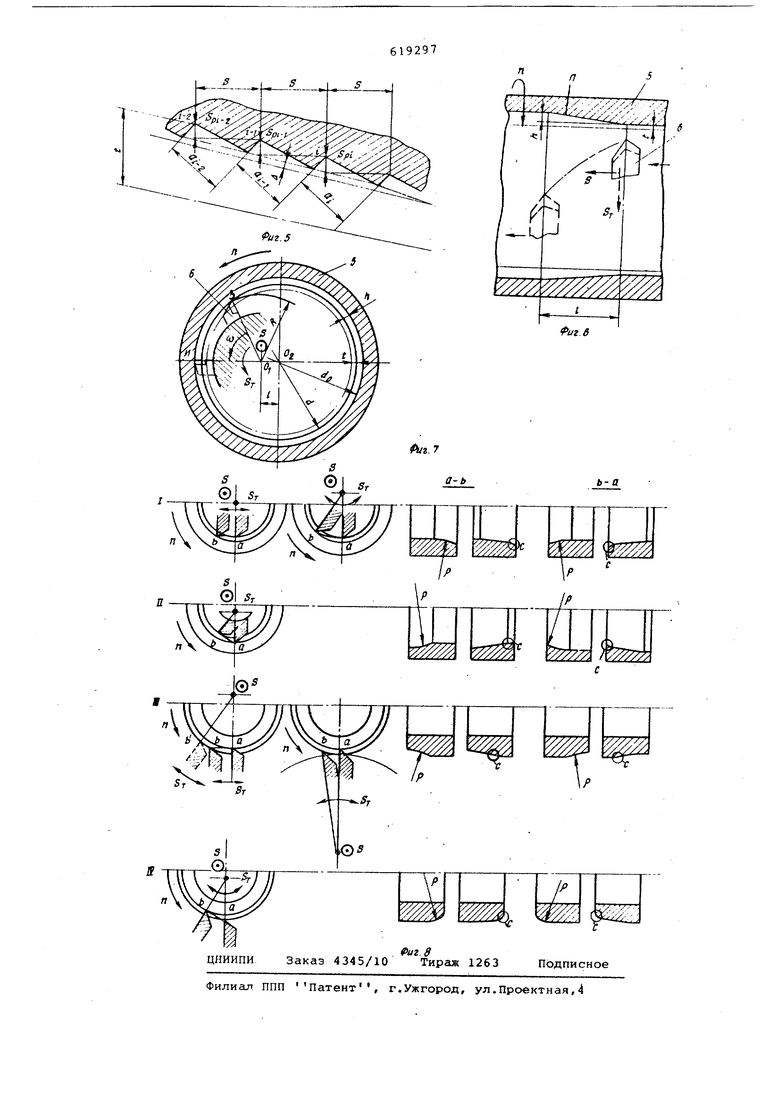
(54) СПОСОБ ТОКАРНОЙ ОБРАБОТКИ а6 Эн.ак (-) минус а формуле (1) соответствует внутренней обработке. После сообщения резцу 1 круговой тангенциальной подачи 6v. он перемещается по траектории АБВ, врезаясь в деталь 2 на участке АБ и выходя из нее на участке БВ. Радиальное врезание в произвольной точке Б i определяется абсолютЙЬШ приращением & г текущего раДй еа детали г о др (2) Определяя HstOjO Bj текущий расиус т по теореме «косинусов и подставляя его значение в формулу (2), получим с достаточной точностью после математических преобразований приращение текущего радиуса: (3, Выражая текущий угол поворота ре ца Ы через текущее число оборотов детали Н i и круговую тангенциальиую подачу ST / получим X )sm 1я малых углов f и, подставляя значение( в (3), определим приращение текущег радиуса через тангенциальную подачу RCd + Ar) ; Формообразование вогнутой сферической поверхности К радиусом происходит в процессе перемещения резц за каждый оборот детали из точки Б вдоль оси детали на величину продол ной подачи .д ив радиальном напра лении от оси детали О j О закону пщр ащения текущего радиуса Д tt. Дл прокзвольиой точки траектории В j , определяемой радиусом р и углом р расстояние этой точки до начала отсчета Б, найденное из уравнения окружности радиуса л , равно: -, - J-1 ) (6) с другой стороны, оно равно продольному ходу резца 1 с подачей S на текущее число оборотов Ч | детал от начала отсчета в точке Б. .Hj 7), Из совместного решения уравнений (5), (6) и (7) соотношение круговой тангенциальной и продольной подач, соответствующее .обработке наружной сферической поверхности, по схеме вншинего касания имеет ид: { ) (8)1 S V {2/Э-ДИ-и1 Приращение текущего ргшиуса изменяется от О до If , Подставляя среднее значение ДП h/2 в (8), получим соотношение подач для обработки сферической поверхности высотой h EI .ihr 6 U(4/3-h) Знак (-) минус в Формуле (9) соответствует внутренней обработке. Формула (9) .является достаточно точной ,vin такого перепада поверхностей h, которому соответствует угол поворота резца и в пределах погрешности формулы Uo- oПри тангенциальном точении сферической поверхности с прямолинейной подачей соотношение ее к продольной определяется зависимостью Погретлность формулы (10) соответ(Ствует погрешности выражения sit tg сОд , в которомц, going сое I . Обтачивание конусной поверхности М детали 3 (фиг.З) производится с иным соотношением тангенциальной и продольной подач. Резец 4 в процессе продольного перемещения б равномерно поворачивается из точки Г в точку Д с подачей б Радиальный ход резца Т , определяющий п&ловину угла конуса 9/2 на длине Е , равен приращению текущего радиуса АИ (5) . За то же текущее число оборотов детгши h j гфодольный ход резца определяется по формуле (7) . Найдем соотношение подач, выразив тангенциальную подачу из формулы (5) и разделив полученное выражение на (7) s г f() Форма обработанной поверхности зависит от радиального перемещения резца при тангенциальной подаче. Радиальное перемещение резца определится дифференцированием приращения текущего радиуса А к (5) по текущему обороту детали dAf 2и-5тН б. (12) dh TZ() в точке I (см.фиг.5) радиальное перемещение р( резца 4, соответствующее числу оборотов детсши Kj до окончания обработки, больше радиального перемещения S р за следующий оборот детали и . Аналогично, радиальное перемещение еще через один оборот будет меньше предыдущего 5„. -5 --Z (-1 5 Поскольку радиальное перемещение резца является переменной величиной то в действительности конусная поверхность М описывается кривой ли нией, стрела прогиба которой определяет погрешность обработки. Так как начальные и конечные условия в формуле (12) выбраны для крайних совпадающих точек заданной и расчетной ко нусности, то наибольшее отклонениеД реального контура от расчетного буде на расстоянии, соответствующем половине перепада lt/2 . Для уменьшения погрешности Д ре зец 4, выставленный на больший радиус R . , поворачивают по траектории Е на угол СА) 1 , определяющий меньший диапазон текущего числа оборотов п j и более равномерное радиальное приращение. Обработка конусной внутренней поверхности П детали 5(см. фиг. производится резцом б, в процессе ег продольного хода на длину Е с подачей 9 и равномерного поворота 6. согласно соотношению {И) На дуге 3определяемой углом б Далее резец прекращает вращение и продолжает рас тачивать цилиндрическую поверхность Ад в положении И с одной продольной подачей S . При обработке конусной поверхности с прямолинейной тангенциальной подачей соотношение подач равно: 6 М h в зависимости от вида подачи, установки резца, начгша и конца резания получаются различные форглл поверхностей (см.фиг.8). Схемы 1 и 11 соответствуют внутренней обработке, схемы 111 и 1Y - наружной. Конечные положения резца обозначены точками а и b , а ход резца соответствует порядку буквенных обозначений: а - b из точ. ки Of в точку b , и наоборот. Для каждого хода указаны два вида обрабатываемой поверхности - сферическая ргициусом р и конусная. Ко нусные поверхности имеют завгшы Сj определяемые интенсивным радиальным приращением. В ряде случаев (схе«л 1 и IV ) эти завалы являются полезными так как образуют округленную фаску. При обработке фасонных поверхностей припуск меняется в момент перехода от цилиндрической поверхности к фасонной. Как правило, припуск увеличивается. Для стабилизации сил резания применяется система автоматического управления поодной из подач продольной или тангенциальной. Тогда с увеличением припуска подачи уменьшаются при постоянном соотношении между ними. Способ обработки фасонных поверхностей с постоянным соотношением про дольной и тангенциальной псдач осо97бенно эффективен для малого перепал;л поверхностей и сфер, малых конусностей, при обработке которых применение копира вносит значительные погрешности. Простота осуществления способа и большое многообразие вариантов позволяют его использовать на обычных токарных станках при соответствующей установке резца. Способ проверен на токарном станке мод.1 Кб2. Круглая фаска радиусом 3 мм размерами 3x3 мм в отверстии диаметром 64 мм обрабатывалась проходным резцом, установленным ниже оси детгши на 32 мм. Прямолинейная тангенциальная подача 6т осуществлялась от поперечного суппорта дискретно с продольной подачей S . Соотношение тангенциальной и продольной подач равнобт/53,5. Обрабатываеь«:1й материал стсьпь 45, резец твердосплавный Т5К10, частота вращения детали 630 об/кмн, скорость резанняу 2,1м/с, подача тангенциальная S-j- O, 175мм/об, продольная S е 0,05 мм/об. При тех же условиях конусная поверхность d0 64 мм, d 70 мм, дли|На Е 10 мм, что соответствует коwycHocTH 1:1,6, обработана с тангенциальной подачей ST 0,075 мм/Ьб и продольной S 0,05 мм/об. Соотношение псщачЗ б, 5. Для конусности 1:3,2 при тех же диаметрах детали и длине 2 « 20 мм, тангенциальная подача равна ST 0,0375 юл/об, продольная S «0,05мм/об соотношение псдачб г/й 0,75. Обработанные на указанных режимах поверхности соответствоз али 3-4-му классу точности. Точность повышается с уменьшением перепада ступеней поверхности и конусности и с уменьшением дискретности подач, в особенности, при точении с непрерывными подачаки. Формула изобретения 1,Способ токарной обработки фасонных поверхностей с тангенциальной и продольной подачами- резца, отличающийся тем, что, с целью упрощения наладки путем осуществления бескопирной обработки поверхностей типа сфер, малых конусов, соотнсшение тангенциальной и продольной подач принято постоянным. 2.Способ ПОП.1, отличающийся тем, что при обработке сфврической поверхности с круговой тангенциальной подачей соотношение танГен1ральной и продольной подач равног ST |K(2dottt f L() 3. Способ по n.l, отличающ и и с я тем, что при обработке сферических поверхностей с прямолинейной тангенциальной подачей, соотношение тангенциальной продольной подач 1 . 2doth4.Способ по п,1, о т л и ч а ющ и и с я тем, что при обработке к нусной поверхности с круговой танге циашьной подачей, соотношение танге циальной и продольной подач равно; 5 h |K() Г 5.Спбсоб ПОП.1, отлич.аю ьд и и с я тем, что при обработке к нусной поверхности с прямолинейной тангенциальной подачей, соотношение тангенцтальной и продоль,ной подач р °± 5 Е V h - тан гении.мл ;:.н а я гюдлча; S продольная подача; R - радиус резца; Ь - межосевое расстояние резца и детали; р радиус сферической поверхности ; d - диаметр обработанной поверхности;f - перепад поверхностей; - длина фасонной поверхности; верхний знак относится к обработке наружных поверхностей. очники информации, принятые во ие при экспертизе: Авторское свидетельство №374124, 23 В 1/00, 1971.
t 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| КОНЦЕВАЯ КОПИРОВАЛЬНАЯ ФРЕЗА | 1990 |
|
SU1764255A1 |
| Способ тангенциального точения | 1985 |
|
SU1373471A1 |
| Способ выбора тангенциальной пода-чи дЕТАли пРи фРЕзЕРОВАНии СфЕРичЕСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU812447A1 |
| Способ обработки фасонных поверхностей изделий | 1991 |
|
SU1815013A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
фиг.
Фиг. 4
