Изобретение относится к струйной обработке изделий и может быть использовано в гибких |роизводственных систе.мах в машиностроительной, н)иборостроителы1ой и других отрас.чях промышленности.
Цель изобретення -- повып1ение качества очистки.
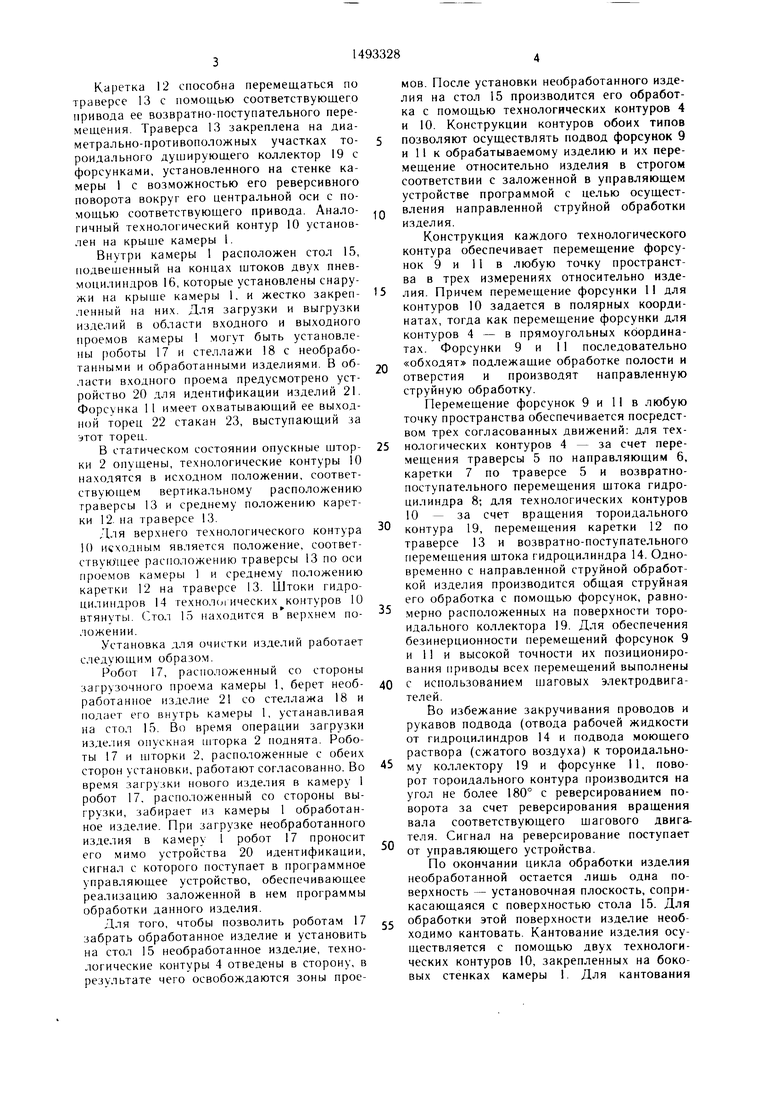
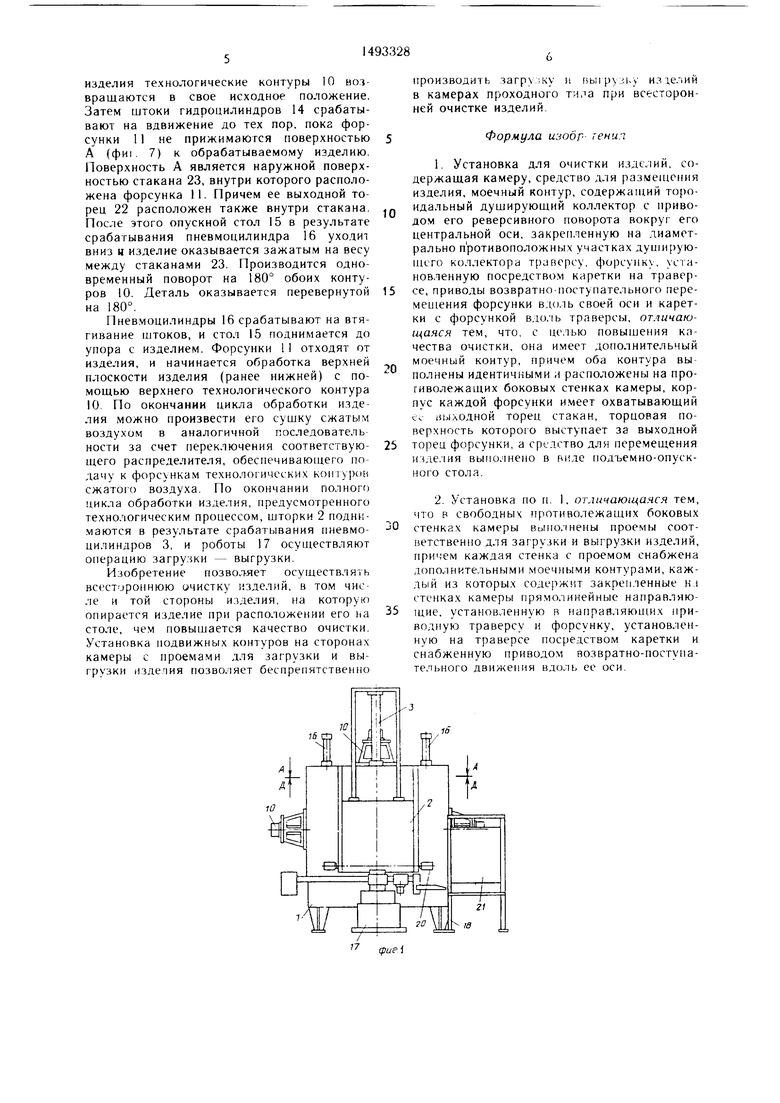
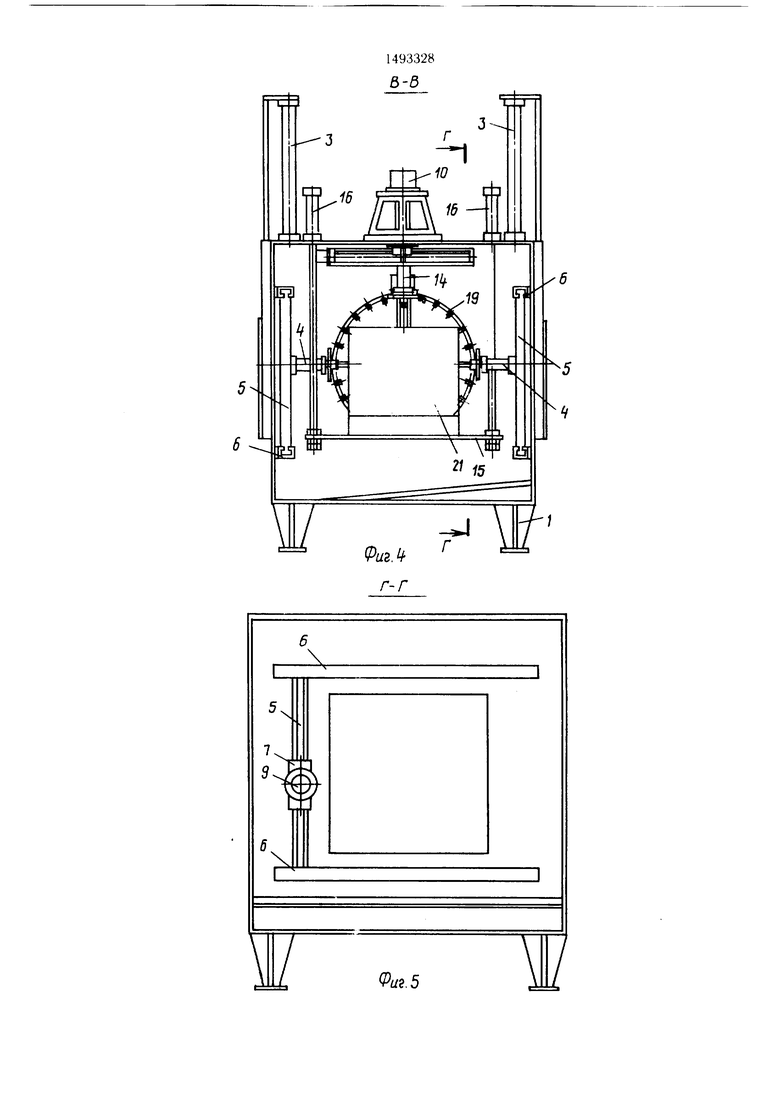
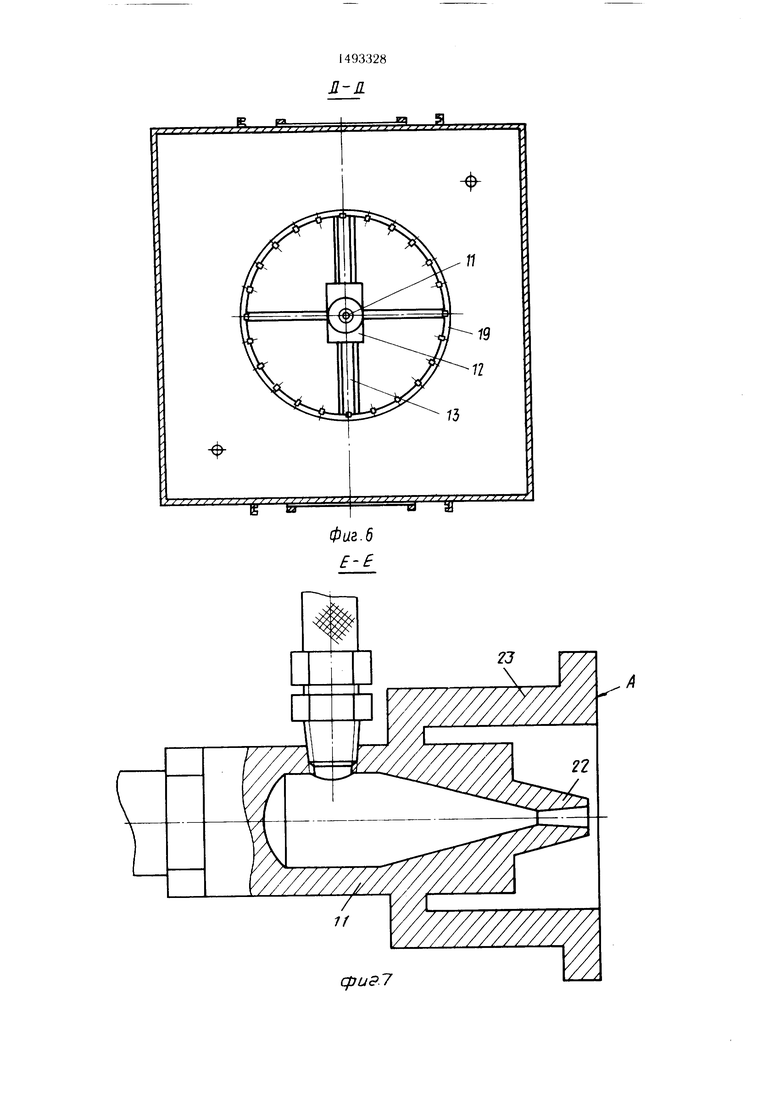
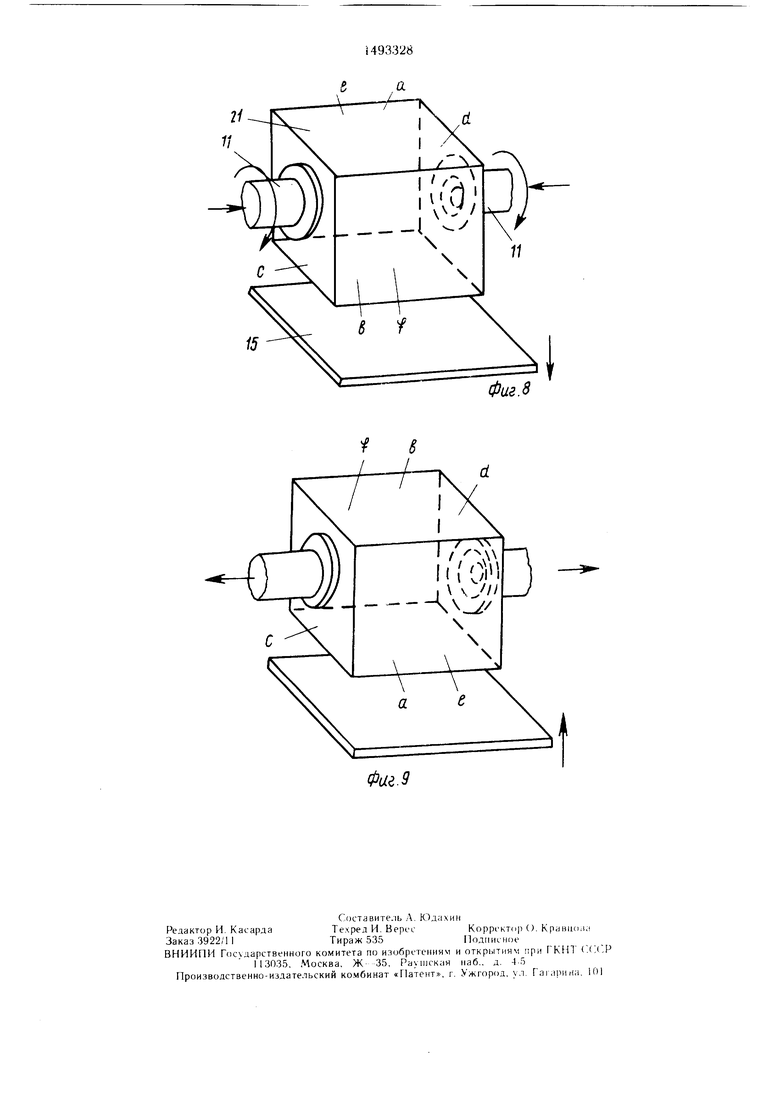
На фиг. 1 иредставлена установка для очистки изделий, вид сбоку; на фиг. 2 - разрез А - А на фиг. 1; па фиг. 3 - разрез Б--Б на фиг . 2; на фиг. 4 - разрез В - В на фиг. 3; на фиг. 5 - разрез Г Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 -- разрез Е--Е на фиг. 3; на фиг. 8 и 9 - схема кантования изделия.
Установка для очистки изделий состоит из камеры 1 с двумя проемами для ьагруз- ки и выгрузки изделия, закрываемыми опускными щторками 2, установленными на щто- ках пневмопилиндров 3, которые размещены на крыше камеры 1. Внутри камеры на стенках, иа которых имеются нроемы (не обозначещ О, установлено по одному технологическому контуру 4. Каждый из контуров 4 представляет собой траверсу 5, способную пере.мещаться по направляющим 6, закреп- .менным на стенке камеры 1 с помощью соотве1ствующего привода ее возвратно- поступательного перемещения.
На траверсе 5 установлена каретка 7, способная перемещаться по ней с помощью соответствующего привода ее возвратно- поступательного перемещения. На каретке 7 жестко закреплен гидроцилиндр 8 одностороннего действия, на конце щтока которого установлена форсунка 9. На остальных двух боковых стенках камеры 1 установлены по одному технологическому контуру 10, содержащему форсунку 11, установленную посредством каретки 12 на траверсе 13. Форсунка 11 закреплена на конце гидроцилиндра 14 одностороннего действия, жестко закрепленного на каретке 12.
4
х
00 00
to
00
Каретка 12 способна перемещаться по траверсе 13 с помощью соответствующего привода ее возвратно-поступательного перемещения. Траверса 13 закреплена на диаметрально-противоположных участках тороидального дущирующего коллектор 19 с форсунками, установленного на стенке камеры 1 с возможностью его реверсивного поворота вокруг его центральной оси с помощью соответствующего привода. Аналогичный технологический контур 10 установлен на крыще камеры 1.
Внутри камеры 1 расположен стол 15, подвещенный на концах 1птоков двух пнев- моцилиндров 16, которые установлены снаружи на крыще камеры 1, и жестко закрепленный на них. Для загрузки и выгрузки изделий в области входного и выходного проемов камеры 1 могут быть установлены роботы 17 и стеллажи 18 с необработанными и обработанными изделиями. В области входного проема предусмотрено устройство 20 для идентификации изделий 21. Форсунка 1 1 имеет охватывающий ее выходной торец 22 стакан 23, выступающий за этот торец.
В статическом состоянии опускные щтор- ки 2 опущены, технологические контуры 10 находятся в исходном положении, соответствующем вертикальному расположению траверсы 13 и среднему положению каретки 12. на траверсе 13.
Для верхнего технологического контура 10 исходным является положение, соответствующее расположению траверсы 13 по оси проемов камеры 1 и среднему положению каретки 12 на траверсе 13. Штоки гидроцилиндров 14 технол(л ических контуров 10 втянуты. Стол 15 находится в верхнем положении.
Установка для очистки изделий работает следующим образом.
Робот 17, расположенный со стороны загрузочного проема камеры 1, берет необработанное изделие 21 со стеллажа 18 и подает его внутрь ка.меры 1, устанавливая на стол 15. Во время операции загрузки изде.1ия опускная шторка 2 поднята. Роботы 17 и шторки 2, расположенные с обеих сторон установки, работают согласованно. Во время загрузки нового изделия в камеру 1 робот 17, расположенный со стороны выгрузки, забирает из камеры 1 обработанное изделие. При загрузке необработанного изделия в камеру 1 робот 17 проносит его мимо устройства 20 идентификации, сигнал с которого поступает в программное управляющее устройство, обеспечивающее реализацию заложенной в нем программы обработки данного изделия.
Для того, чтобы позволить роботам 17 забрать обработанное изделие и установить на стол 15 необработанное нзцелце, технологические контуры 4 отведены в сторону, в результате чего освобождаются зоны проемов. После установки необработанного изделия на стол 15 производится его обработка с помощью технологических контуров 4 и 10. Конструкции контуров обоих типов
позволяют осуществлять подвод форсунок 9 и 11 к обрабатываемому изделию и их перемещение относительно изделия в строгом соответствии с заложенной в управляющем устройстве программой с целью осущест0 вления направленной струйной обработки изделия.
Конструкция каждого технологического контура обеспечивает перемещение форсунок 9 и 11 в любую точку пространства в трех измерениях относительно изде5 ЛИЯ. Причем перемещение форсунки 11 для контуров 10 задается в полярных координатах, тогда как перемещение форсунки для контуров 4 - в прямоугольных координатах. Форсунки 9 и 11 последовательно
Q «обходят подлежащие обработке полости и отверстия и производят направленную струйную обработку.
Перемещение форсунок 9 и 11 в любую точку пространства обеспечивается посредством трех согласованных движений: для тех5 нологических контуров 4 - за счет перемещения траверсы 5 по направляющим 6, каретки 7 по траверсе 5 и возвратно- поступательного перемещения щтока гидроцилиндра 8; для технологических контуров 10 - за счет вращения тороидального
0 контура 19, перемещения каретки 12 по траверсе 13 и возвратно-поступательного перемещения щтока гидроцилиндра 14. Одновременно с направленной струйной обработкой изделия производится общая струйная его обработка с помощью форсунок, равномерно расположенных на поверхности тороидального коллектора 19. Для обеспечения безинерционности перемещений форсунок 9 и 11 и высокой точности их позиционирования приводы всех перемещений выполнены
0 с использованием щаговых электродвигателей.
Во избежание закручивания проводов и рукавов подвода (отвода рабочей жидкости от гидроцилиндров 14 и подвода моющего раствора (сжатого воздуха) к тороидально5 му коллектору 19 и форсунке 11, поворот тороидального контура производится на угол не более 180° с реверсированием поворота за счет реверсирования вращения вала соответствующего щагового двигателя. Сигнал на реверсирование поступает от управляющего устройства.
По окончании цикла обработки изделия необработанной остается лищь одна поверхность - установочная плоскость, соприкасающаяся с поверхностью стола 15. Для
5 обработки этой поверхности изделие необходимо кантовать. Кантование изделия осуществляется с помощью двух технологических контуров 10, закрепленных на боковых стенках камеры 1. Для кантования
5
изделия технологические контуры 10 возвращаются в свое исходное положение. Затем штоки гидроцилиндров 14 срабатывают на вдвижение до тех пор, пока форсунки 11 не прижимаются поверхностью А (фи1. 7) к обрабатываемому изделию. Поверхность А является наружной поверхностью стакана 23, внутри которого расположена форсунка 11. Причем ее выходной торец 22 расположен также внутри стакана. После этого опускной стол 15 в результате срабатывания пневмоцилиндра 16 уходит вниз н изделие оказывается зажатым на весу между стаканами 23. Производится одновременный поворот на 180° обоих контуров 10. Деталь оказывается перевернутой на 180°.
Пнев.моцилиндры 16 срабатывают на втягивание штоков, и стол 15 поднимается до упора с изделием. Форсунки 11 отходят от изделия, и начинается обработка верхней плоскости изделия (ранее нижней) с помощью верхнего технологического контура 10. По окончании цикла обработки изделия можно произвести его сушку сжатым воздухом в аналогичной последователь ности за счет переключения соответствующего распределителя, обеспечивающего подачу к форсункам технологических коптуpt)b сжатого воздуха. По окончании полного цикла обработки изделия, предусмотренного технологическим процессом, шторки 2 поднимаются в результате срабатывания пневмо- цилиндров 3, и роботы 17 осуществляют операцию загрузки - выгрузки.
Изобретение позволяет осуществлять всестороннюю очистку изделий, в том числе и той стороны изделия, на которую опирается изделие при расположении его )а столе, чем повьииается качество очистки. Установка подвижных контуров на сторонах камеры с проемами для загрузки и выгрузки изделия позволяет беспрепятственно
0
5
0
5
5
производить загру,;ку и выгруз1-у из1е.-1ИЙ в камерах проходного тила при всесторонней очистке изделий.
Формула изобр гени.1
1.Установка для очистки изделий, содержащая камеру, средство для размещения изделия, моечный контур, содержащий тороидальный душируюший коллектор с приводом его реверсивного поворота вокруг его центральной оси, закрепленную на диаметрально противоположных участках щсто коллектора траверсу, форсунку, установленную посредство.м каретки на траверсе, приводы возвратно-поступательного перемещения форсунки вдоль своей оси и каретки с форсункой вдоль траверсы, отличающаяся тем, что, с целью повыщения качества очистки, она имеет дополнительный моечный контур, причем оба контура выполнены идентичными и расположены на противолежащих боковых стенках камеры, корпус каждой форсунки имеет охватывающий ее аылодной торец стакан, торцовая поверхность KOTopoi o выступает за выходной торец форсунки, а средство дли перемещения изделия выполнено в виде подъемно-опускного стола.
2.Установка по п. 1, отличающаяся тем, что в свободных противолежащих боковых стенках камеры вопюлнены проемы соответственно для загрузки и выгрузки изделий, причем каждая стенка с проемом снабжена дополнительными моечными контурами, каждый из которых содержит закрепленные ил стенках камеры прямолинейные направляющие, установленную в направляющих приводную траверсу и форсунку, установленную на траверсе посредством каретки и снабженную приводом возвратно-поступательного движения вдоль ее оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки изделий | 1986 |
|
SU1308397A1 |
| Устройство для обработки изделий | 1986 |
|
SU1335335A1 |
| МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОЙ МОЙКИ КОРПУСОВ БУКС | 2003 |
|
RU2260481C2 |
| Установка для очистки изделий | 1987 |
|
SU1558519A1 |
| Установка карусельная для очистки деталей | 1976 |
|
SU741962A1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ, ХИМИЧЕСКОЙ ОБРАБОТКИ И СУШКИ СЫПУЧИХ ОБЪЕКТОВ В КАССЕТАХ | 2018 |
|
RU2688519C1 |
| УСТАНОВКА ДЛЯ МОЙКИ ИЗДЕЛИЙ | 2010 |
|
RU2435654C1 |
| Установка для струйной очистки изделий | 1988 |
|
SU1542645A1 |
| Установка струйной очистки | 1991 |
|
SU1819692A1 |
| Установка для очистки изделий | 1989 |
|
SU1622033A1 |
Изобретение относится к струйной обработке изделий и может быть использовано в гибких производственных системах в машиностроительной, приборостроительной и других отраслях промышленности. Изобретение позволяет повысить качество очистки. На противолежащих боковых стенках камеры расположены поворотные моющие контуры с форсунками, подвижными в двух взаимно перпендикулярных направлениях. Изделия размещают на подъемно-опускном столе. За счет наличия в корпусе форсунок стаканов, выступающих за выходные торцы форсунок, при выдвижении форсунок в направлении к изделию обеспечивается его захват форсунками. Стол в этот момент опускается, освобождая изделие, после чего осуществляется поворот изделия вокруг его оси за счет поворота моечных контуров. Стол поднимается, изделие располагается на столе и осуществляется обработка изделия со стороны, расположенной на столе до поворота изделия. Это обеспечивает равномерную очистку изделия со всех сторон и повышает качество очистки. 1 з.п. ф-лы, 9 ил.
10
сриеЛ
16
Фиг.З
fe
г-г
fe5
ЕР
cpu.J
аа.
г/
15
Фиг. 8
Фиг.9
| Устройство для обработки изделий | 1986 |
|
SU1335335A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
