Изобретение относится к технологическим процессам ремонта деталей машин и может быть использовано в различных отраслях промьшленности, в частности при восстановлении по;верхностей деталей вращения. .
( Цель изобретения - расширение технологических возможностей путем обеспечения восстановления поверхностей.
имеющих выемки, например шпоночные канавки.
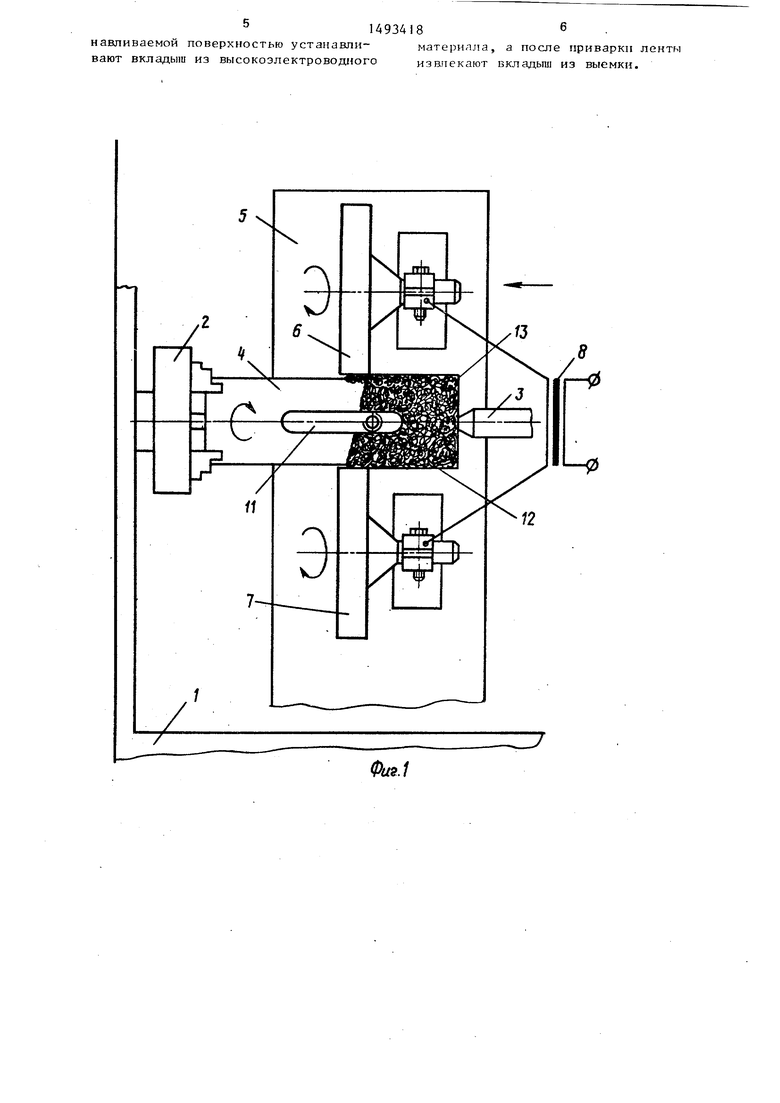
На фиг. 1 изображена схема установки, реализующей способ, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - изношенная восстанавливаемая деталь, поперечное сечение; фиг. 4 - то же, с вкладышем, установленным в шпоночной канавке; на
фиг. 5 - то же, с вкладышем, пере- крытым приваренной лентой; на фиг.6 - деталь, наружная поверхность которой и высота шпоночной канавки восстановлена путем приварки ленты (вкладыш удален), поперечное сечение.
Устройство содержит основание 1, на котором установлены патрон 2 и центр 3, в которых закреплена feoc- стананливаемая деталь 4. На основании 1 с возможностью продольного перемещения относительно детали 4 смонтирован суппорт 5. На суппорте с возможностью радиального перемещения относительно детали 4 смонтированы наплавочные ролики 6 и 7, связанные с источником 8 тока. Восстанавливаемая деталь 4 имеет изношенную наружную поверхность 9 (фиг. 3) и шпоноч- ную канавку 10, уменьшенную по высоте в результ ате износа.
Дпя осуществления способа устанавливают деталь 4; в патрон 2 и поджимают центром 3, Затем в шпоночную канавку 10 устанавливают вкладыш 11, выполненный из высокоэлектропроводного материала, например из бронзы Вкладыш 11 имеет резьбовое отверстие 12 для облегчения его извлечения из шпоночной канавки после окончания процесса восстановления детали. После установки вкладыша подают на восстанавливаемую поверхность ленту 13, содержащую металлический порошок, прижимают ленту к поверхности детали путем подвода к ней в радиальном направлении роликов 6 и 7, одновременно приводя деталь во вращение и подводя к роликам 6 и 7 электрический ток. Перемещая ролики 6 и 7 суппортом 5 справа налево (фиг. 1), осуществляют восстановление наружной поверхности детали путем приварки к ней ленты. После восстановления поверхности детали по всей ;у1ине выключают электрический ток, отводят ролики 6 и 7 от ее поверхности и останавливают вращение детали 4. Поскольку вкладыш выполнен из высокоэлектропроводного ,материала лента 13 в зоне, расположенной над вкладышем, не приваривается к его поверхности и после окончания приварки ленты отделяется от ее остальной части, оставляя поверхность вкладыша открытой так, что восстанавливаемая деталь после наварки принимает вид, показанный на фиг. 5. Затем в отверстие 12 завора
5
0
5
0
5
0
5
0
5
чивают резьбовую деталь, с помощью которой вкладыш 11 извлекается из шпоночной канавки, которая приобретает вид, показанный на фиг. 6. Видно, что восстановленной оказывается наружная поверхность детали, а высота шпоночной канавки доведена до номинальной величины. Для восстановления внутренних поверхностей деталей, имеющих выемки типа шпоночной канавки, производят операции, аналогичные указанным.
Пример 1. В шпоночную канавку восстанавливаемой детали (вала, трубоэлектросв арочного стана) устанавливают вкладьш из бронзы БрНБТ. Приварка ленты, содержащей композиции порошков П-Н70К17СЧРЧ и ПГ-ФБХС- 2, производят при следукяцих режимах: плотность сварочного тока 0,8кА/мм; удельное давление наплавочного ролика 30 МПа; продолжительность сварочного импульса 0,06 с; продолжительность паузы между импульсами 0,18 с; скорость сварки 0,5 м/мин; продольная подача наплавочного ролика4 MiVo6,
Пример 2. В шпоночную канавку восстанавливаемой детали (вала трубоэлектросварочного стана) устанавливают вкладьш из бронзы БрНХК. Приварку ленты, содержгццей композиции порошков ПЖ-ЗС, ПР-Н70Х17С4Р4 и ПГ-ФБх6-2, производят при следую- режимах: плотность сварочного тока 1,2 кА/мм; удельное давление наплавочного ролика 50 МПа; продол- жительность сварочного импульса 0,10 с; скорость сварки 0,8 м/мин; продольная подача наплавочного ролика 8 мм/об.
Фор.мула изобретения
I ,
Способ восстановления поверхностей деталей вращения, заключающийся в том, что на поверхность детали наматывают ленту, содержащую металлический порошок, прижимают ее к поверхности детали и производят электроконтактную приварку лейты к этой поверхности, отличающий- с я тем, что, с целью расширения технологических возможностей путем обеспечения восстановления поверхностей, имекнцих выемки, перед наматыванием ленты в выемку, соответственно ее форме, заподлицо с восста 14934186
навливаемой поверхностью устанавлн-материала, а после приварки ленты
вают вкладыш из высокоэлектроводлогоизвлекают вкладыш из выемки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подбора режима приварки ленты | 1990 |
|
SU1764891A1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ КОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНЫХ ПРОВОЛОК | 2013 |
|
RU2517640C1 |
| Сварочный электрод для контактной приварки материалов | 1990 |
|
SU1738552A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1609604A2 |
| Способ нанесения покрытий из металлического порошка на поверхность деталей цилиндрической формы | 1986 |
|
SU1445857A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087288C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |


Изобретение относится к технологическим процессам ремонта деталей машин и может быть использовано в различных отраслях промышленности при восстановлении поверхностей деталей вращения. Цель изобретения - расширение технологических возможностей путем обеспечения восстановления поверхностей, имеющих выемки. Устанавливают деталь в патрон и поджимают центром. В шпоночную канавку устанавливают вкладыш, выполненный из высокоэлектропроводного материала, например, из бронзы. Вкладыш вставляется в шпоночную канавку с достаточным натягом, обеспечивающим его удержание в детали при вращении. Вкладыш имеет резьбовое отверстие для облегчения его извлечения из шпоночной канавки после окончания процесса восстановления детали. После установки вкладыша подают на восстанавливаемую поверхность ленту, содержащую металлический порошок, и приваривают ее к поверхности детали по всей длине. Так как вкладыш выполнен из высокоэлектропроводного материала, то лента в зоне, расположенной над вкладышем, не приваривается к его поверхности. После окончания приварки ленты участок ленты, расположенный в этой зоне, отделяется от ее остальной части. Затем вкладыш извлекают из шпоночной канавки, высота которой оказывается восстановленной. 6 ил.
Фиг.1
Фив.1
9
q)eja3
13
(риг. 5
| 1972 |
|
SU416196A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
