Изобретение относят к металлообработке и может быть использовано для протягивания гладких цилиндрических отверстий.
Известны способы деформирующе-режущего протягивания отверстий с упругопластическим растяжением зоны резания и опережающим пластическим деформированием с использованием деформирующих элементов с прерывистой рабочей поверхностью, обеспечивающих стружкоразделение. Недостатком таких способов является отсутствие бегущего контакта режущей кромки с поверхностью резания, что снижает стойкость режущих зубьев.
Наиболее близким техническим решением является деформирующе-режущая протяжка [1], которая состоит из деформирующих элементов, беззазорно примыкающих к режущим зубьям. На деформирующих элементах выполнены наклонно расположенные к оси протяжки деформирующие зубья, что обеспечивает вращение деформирующих элементов относительно оправки и режущих зубьев. Недостатком этой протяжки является сложность ее конструкции из-за установки абразивных брусков на торцах деформирующих зубьев и недостаточная скорость смещения передней поверхности режущего зуба относительно поверхности резания в плоскости, перпендикулярной вектору главного движения. Увеличение скорости смещения передней поверхности относительно поверхности резания увеличивает длину режущей кромки, обеспечивая условия косоугольного резания, что увеличивает действительные передний и задний углы режущего зуба и, как следствие, повышает стойкость режущих зубьев.
Предлагаемым устройством решается задача повышения скорости смещения передней поверхности режущего зуба относительно поверхности резания в плоскости, перпендикулярной вектору главного движения.
Эта цель достигается тем, что деформирующие и режущие элементы выполнены заедино и деформирующие зубья выполнены за задней поверхностью режущих зубьев под одинаковым, но оппозитным углом к оси протяжки на каждом следующем элементе, величина которого находится в пределах от 17 до 25°.
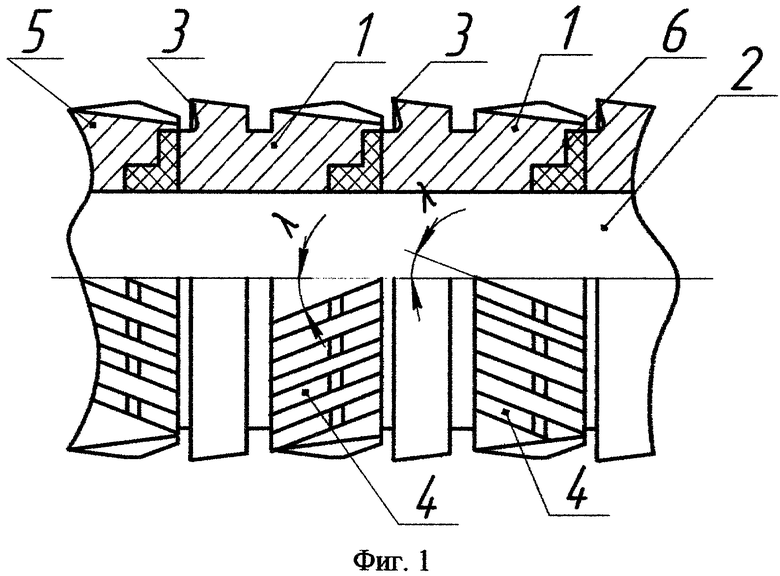
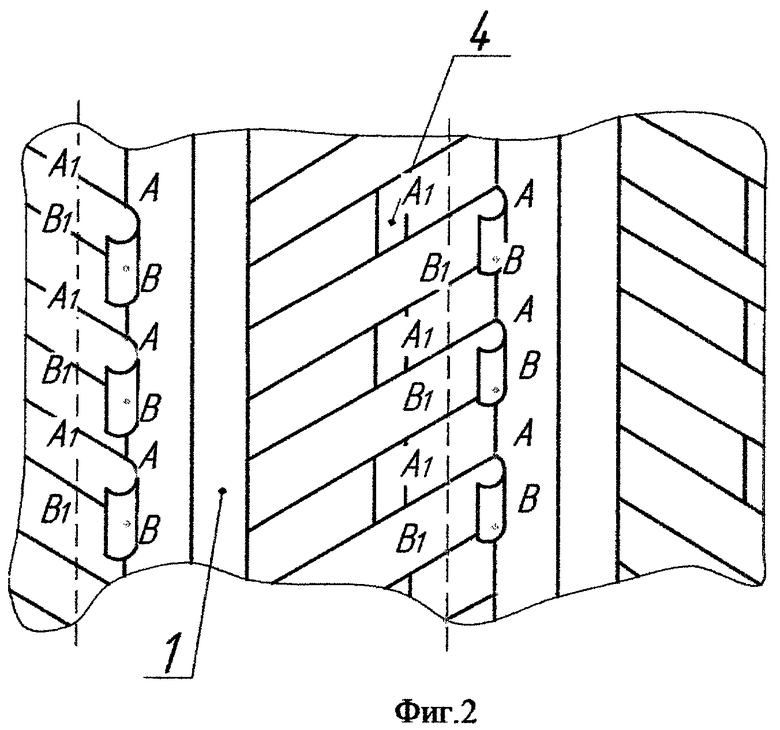
На фиг.1 изображена часть деформирующе-режущей протяжки, на фиг.2 - развертка внутренней поверхности обрабатываемого отверстия.
Протяжка содержит чередующиеся деформирующе-режущие элементы 1 (фиг.1), расположенные на оправке 2. На деформирующе-режущем элементе выполнен режущий зуб 3 с кольцевой режущей кромкой, за задней поверхностью которого выполнены наклонно расположенные к оси протяжки деформирующие зубья 4. Причем на каждом следующем деформирующе-режущем элементе деформирующие зубья выполнены под одинаковым, но оппозитно направленным углом λ к оси протяжки. Первым по ходу протяжки устанавливается деформирующий элемент 5 без режущего зуба, деформирующе-режущие элементы установлены на подшипниках скольжения 6, обеспечивающих возможность вращения деформирующе-режущих элементов относительно оси протяжки.
При протягивании протяжки через отверстие первый деформирующий элемент 5 входит в отверстие заготовки с натягом i и за счет наклонно выполненных зубьев начинает вращаться вокруг оси вправо, образуя на внутренней поверхности отверстия многозаходную правую резьбу с образованными выступами и впадинами. Следующий за ним режущий зуб деформирующе-режущего элемента 1 (фиг.2) начинает срезать винтовые выступы в зонах АВ, A1B1 и т.д., т.е. за счет такого расположения выступов режущая кромка постоянно смещается относительно поверхности резания.
При входе в зону обработки деформирующих зубьев 4 элемента 1 с левосторонними выступами он начинает вращаться вокруг оси, образуя на поверхности отверстия левую многозаходную резьбу с внутренними выступами и впадинами. При этом режущий зуб элемента 1 тоже вращается влево, обеспечивая еще более быстрое смещение передней поверхности относительно поверхности резания и одновременно косоугольное резание.
Таким образом, деформирующие и режущие зубья выполнены заедино на элементе с винтовым и оппозитным угловым расположением деформирующих зубьев к оси протяжки на каждом следующем элементе, что обеспечивает эффективное смещение передней поверхности режущего зуба относительно поверхности резания (повышение скорости бегущего контакта) и условие косоугольного резания, что значительно повышает стойкость режущих зубьев. Экспериментально установлено, что наиболее рациональный диапазон угла наклона зубьев λ находится в пределах от 17 до 25°. При наименьших углах наклона деформирующе-режущий элемент вращается медленно, а при углах, больших 25°, вращается нестабильно.
Источники информации
1. А.С. 1215894. Деформирующе-режущая протяжка / Кузнецов A.M., Амбросимов С.К., Кузнецов В.А., Уляхин Ю.М. Бюл. № 9, 07.03.86.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ОТВЕРСТИЙ | 2006 |
|
RU2316416C1 |
| Деформирующе-режущая протяжка | 1983 |
|
SU1146149A1 |
Деформирующе-режущая протяжка имеет режущие зубья с кольцевой режущей кромкой и деформирующие элементы с выполненными на них наклонными зубьями, установленными с возможностью вращения относительно оси протяжки и соседних элементов. Для повышения стойкости режущих зубьев за счет увеличения скорости смещения режущей кромки относительно поверхности резания деформирующие и режущие элементы выполнены заедино и деформирующие зубья расположены за задней поверхностью режущих зубьев под одинаковым, но оппозитным углом к оси протяжки на каждом следующем элементе, а величина угла выбрана в пределах от 17 до 25°. 2 ил.
Деформирующе-режущая протяжка с режущими зубьями с кольцевой режущей кромкой и деформирующими элементами с выполненными на них наклонными зубьями, установленными с возможностью вращения относительно оси протяжки и соседних элементов, отличающаяся тем, что деформирующие и режущие элементы выполнены заедино, при этом деформирующие зубья расположены за задней поверхностью режущих зубьев под одинаковым, но оппозитным углом к оси протяжки на каждом следующем элементе, а величина упомянутого угла выбрана в пределах от 17 до 25°.
| Деформирующе-режущая протяжка | 1984 |
|
SU1215894A1 |
| Деформирующе-режущая протяжка | 1977 |
|
SU639667A1 |
| Деформирующе-режущая протяжка | 1983 |
|
SU1146149A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

