Известны способы задачи заготовок в прошивные станы грубопрокатных установок посредством толкателей с пневматическими приводами.
Отличительная особенность описываемого способа задачи заготовки состоит в том, что заготовку предварительно подводят к управляемому упору, который убирают в момент готовности стана к прошивке или с некоторым предварением, после чего осуществляют окончательную задачу заготовки в прошивной стан. Такой способ позволяет сократить время и обеспечить надежность задачи заготовки.
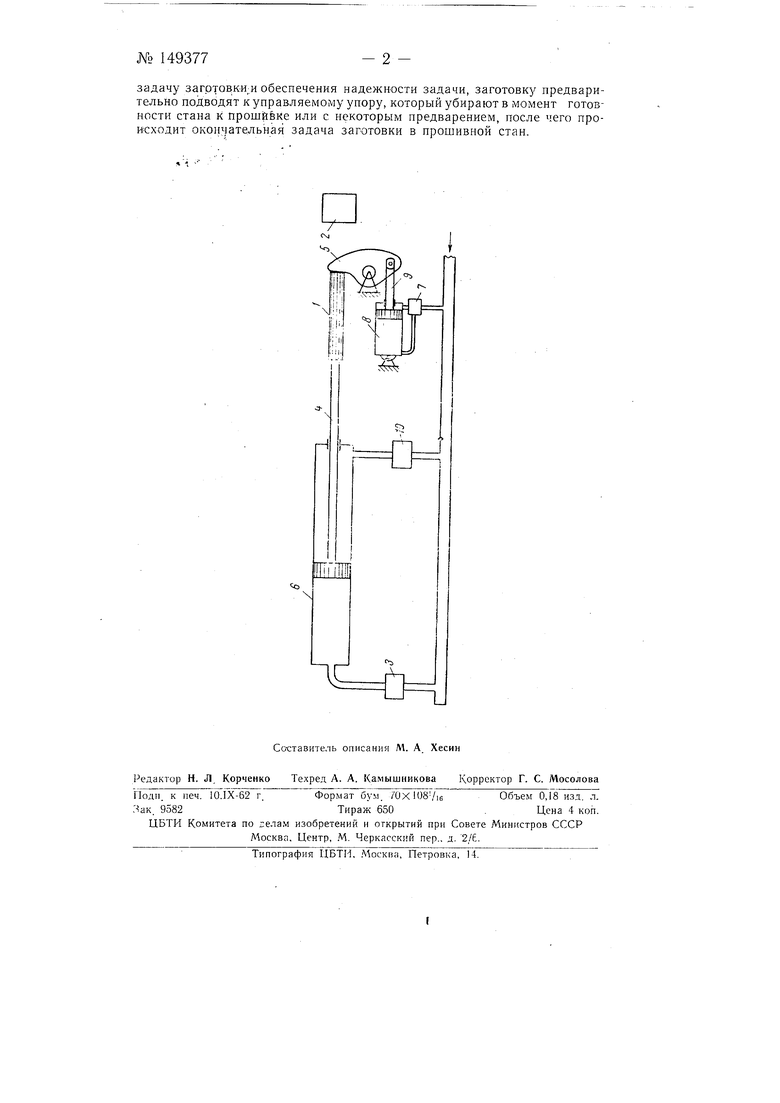
На чертеже схематически изображено устройство для осуи1ествления описываемого способа.
После попадания заготовки / в желоб, расположенный перед пропшвным станом 2, включается электропневматический распределитель 3, который посредством толкателя 4 перемещает заготовку до поворотного упора 5. При этом распределитель 3 остается включенным и на толкатель действует сжатый воздух, поступающий в цилиндр 6.
Когда прошивной стан готов к началу прошивки (или с некоторым предварением), включается электропневматический распределитель 7, подающий воздух в цилиндр 8. При этом упор 5, соединенный со штоком 9, поворачивается и освободивщаяся заготовка задается в стан. Возвращение толкателя 4 в исходное положение осуществляется включением электропневматического распределителя 10.
Предварительный подвод заготовки к стану сокращает время ее задачи в прошивной стан, а наличие управляемого упора 5, убираемого в момент готовности стана к прошивке, повышает падежпость задачи.
Предмет изобретения
Способ задачи заготовки в прошивной стан трубопрокатной установки, отличающийся тем, что, с целью сокращ,ени времепп па
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик скорости движения поршня пневмопривода | 1960 |
|
SU137094A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| ЗАТЯЖНАЯ МАШИНА | 1929 |
|
SU27311A1 |
| Устройство трубопрокатного стана | 1966 |
|
SU232915A1 |
| Способ прессвалковой прошивки | 1991 |
|
SU1821251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ, РЕЕЧНЫЙ СТАН, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2016 |
|
RU2690621C2 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ ТРУБОПРОКАТНОГОСТАНА | 1968 |
|
SU220929A1 |