Известны устройства трубопрокатного стана, содержащие установленный .на опоре по оси прокатки поршневой пневмоинлинор двустороннего действия с рабочим штоком, обеспечивающим подпор заготовки, а также распределитель и регулятор скорости.
Отличие предлагаемого устройства от известных заключается в том, что для механизации смены калибров на стане холодной прокатки труб оно снабжено электромагнитом, соединенным со штоком поршнвого пневмоцилиндра и установленньм вместе с последним на поворотной опоре.
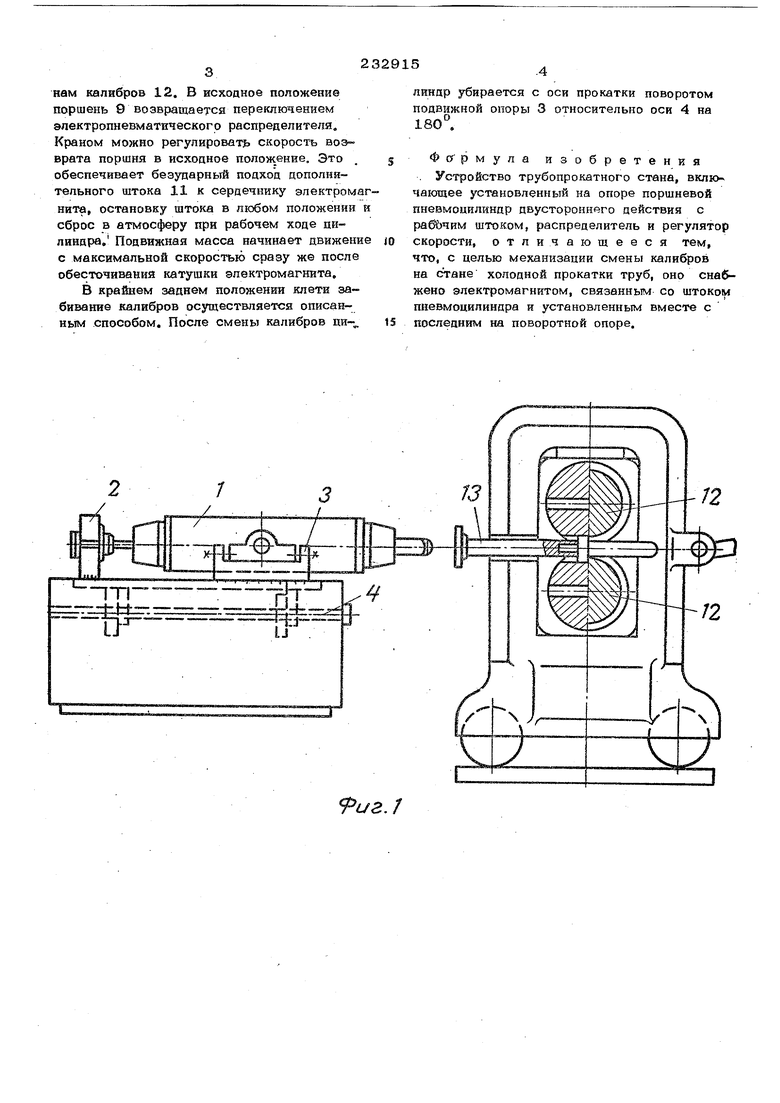
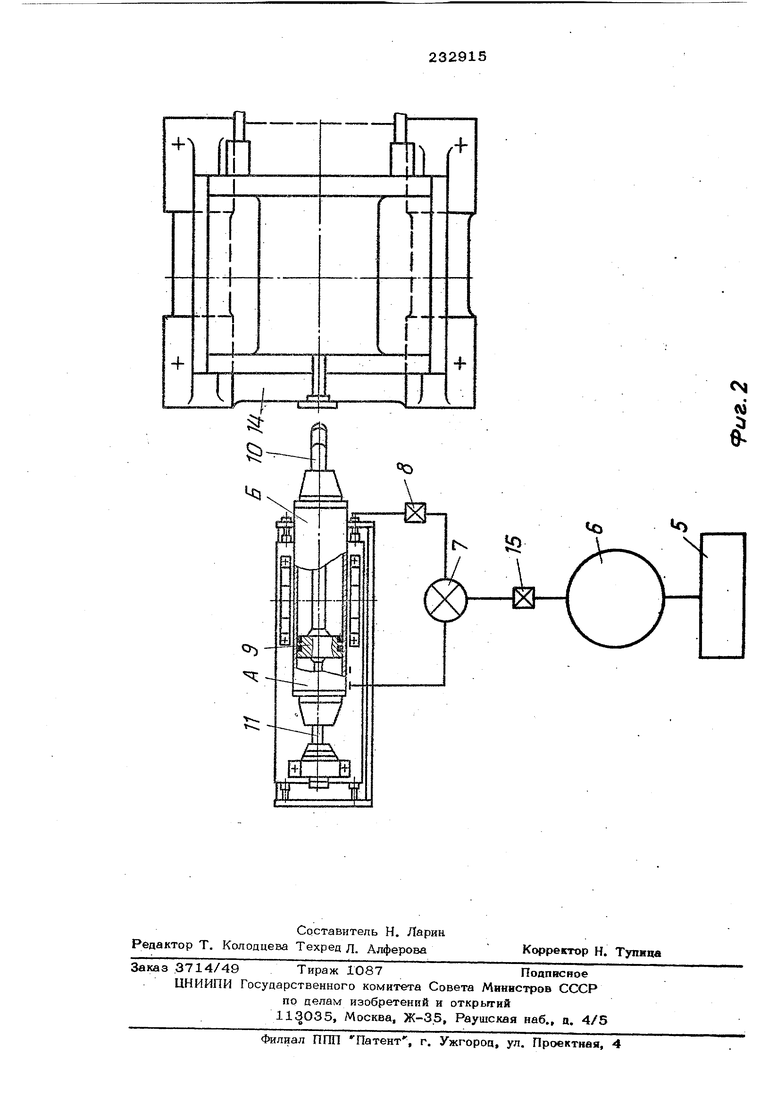
На фиг. 1 изображено предлагаемое уст ройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройства состоит из пневмоцилиндра 1 двустороннего действия и электромагнита 2 клапанного типа, которые установлены на оси прокатки и смонтированы на поворотной опоре 3 относительно оси 4. ПневмОпилиндр питается воздухом от компрессора 5 с воздухосборником 6 и управляется посредством электропневматического распределителя 7 и крана 8 машиниста. Внутри
пневмоинлиндра установлен поршень 9 со штоками 10 и 11, соответствисно рабочим и дополнительным, ра 1ешенными с противоположных сторон поршня. Рабочий .: шток поршня предназначен для нанесения Здара по закраинам калибров 12через наа ставку 13, а дополнительньй шток соединен с электромагнитом, катушка которого , питается постоянным током, и удерживается 10 им в крайнем левом положени.
В исходном положении рабочая клеть 14 устанавливается в крайнее переднее положение. Пневмоцилиндр с алектромагнитом 2 поворотом подвижной опоры 3 относительно 5 оси 4 устанавливается на ось 1фокатки. Электромагнит удерживает шток 11 в крайнем левом положении. При включении электропневматического распределителя 7 полость А цилиндра заполняется воздухом до 0 давления, определяемого редукционным клапаном 15. Полость Б в это время сообщена с атмосферой. При обесточивании катушки электромагнита под действием давления воздуха поршень начинает двигаться и рабочим штоком 1О наносит удар по закраинам калибров 12. В исходное положение поршень 9 возвращается переключением электропневматическогр распределителя. Краном можно регулировать скорость возврата поршня в исходное положение. Это , обеспечивает безударный подход дополнительного штока 11 к сердечнику электрома нита, остановку штока в любом положении сброс в атмосферу при рабочем ходе цилиндра, Подвижная масса начинйет движени с максимальной скоростью сразу же после обесточивакия катушки электромагнита. В крайнем заднем положении клети забивание калибров осуществляется описанньтм способом. После смены калибров цилйндр убирается с оси прокатки поворотом подвижной опоры 3 относительно оси 4 на 180°. Фсурмула изобретения . Устройство трубопрокатного стана, вклкк чающее установленный на опоре поршневой пневмоцилиндр двустороннего действия с рабЬчим штоком, распределитель и регулятор скорости, отличающееся тем, что, с целью механизации смены калибров на стане холодной прокатки труб, оно снабжено электромагнитом, связанным со штоком пневмоцилинира и установленным вместе с последним на поворотной опоре.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЪЕМА КАЛИБРОВ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1971 |
|
SU304005A1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Способ уравновешивания сил инерции рабочей клети стана холодной прокатки труб | 1988 |
|
SU1537337A1 |
| ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КРАН ДЛЯ ТРУБОПРОВОДОВ СЫПУЧИХ МАТЕРИАЛОВ | 1994 |
|
RU2075681C1 |
| Пилигримовый стан | 1985 |
|
SU1289568A1 |
| Устройство для выбивки калибров валков стана холодной прокатки труб | 1969 |
|
SU327733A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД САЯПИНА И ЭЛЕКТРОПНЕВМАТИЧЕСКОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 1998 |
|
RU2131065C1 |
| Устройство для уравновешивания шпинделя привода валков прокатного стана | 1983 |
|
SU1093374A1 |
| Привод клети стана холодной прокатки труб | 1979 |
|
SU772629A1 |
| Уравновешивающее устройство инер-циОННыХ Сил CTAHA ХОлОдНОй пРОКАТКиТРуб | 1979 |
|
SU831237A1 |
иг,1

