со
ел
о to
00
31495028
Изобретение относится к металлообработке и может быть использовано в сельскохозяйственном машиностроении.
Цель изобретения - повышение про- , из подител ьности.
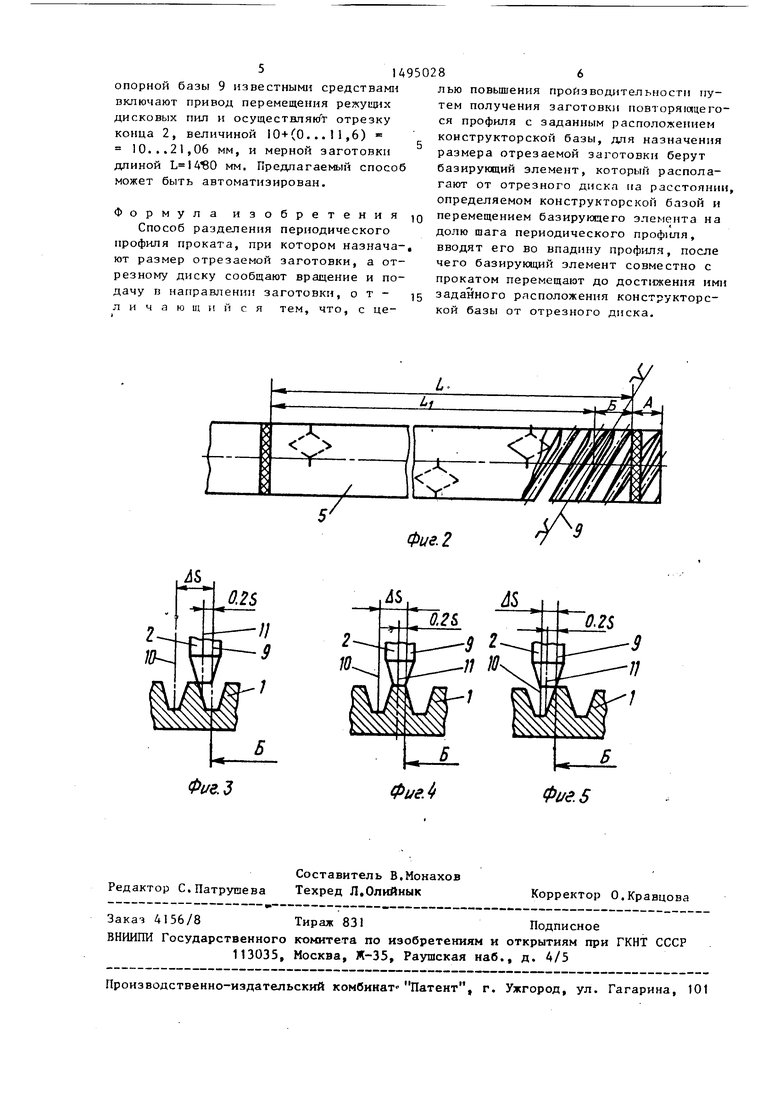
На фиг. 1 показана схема базирования профиля бичевого ребристого, вид сбоку; на фиг. 2 - базирование профиля, вид сверху; на фиг. 3 - смещение ю заготовки был от заданной точки на, оси базирующего элемента на 09S от оси впадины 8 на расстоянии мм. оси впадины; на фиг. 4 - смещение оси базирующего элемента на 0,78 от оси впадины; на фиг. 5 - смещение оси базирующего элемента на 0,58 от оси впадины.
Способ осуществляется следующим образом.
Профиль бичевой ребристый 1 устанавливают в зоне резки так, чтобы его 20 мую технологическим мет(5 дом. При этом конец 2 попадал под режущий инстру- базиру1сядий элемент располагают на мент 3, отстоящий от инструмента 4 на величину L, соответствующую требуемой длине мерной заготовки 5. Базирующий элемент 6 вводят до соприкосновения с ребрами 7 во впадину 8, при этом плоскость симметрии (фиг. 2) периоди- .ческого элемента проката (впадины 8) (Является скрытой опорной базой. Базирование осуществляют с расположением 30 опорной базы 9 на расстоянии, отличном от заданного расстояния Б на величину Л8, составляющую долю шага S впадин 8. После базирования, перемещением проката 1 синхронно с базирую-35 выдвигается на величину Ю+ЛЗ , В щнм элементом 6 выводят опорную ба- силу неравномерности прокатки колеба- зу 9 на заданньш размер Б, ликвидируют отклонение 4S, и осуществляют в один переход отрезку конца 2 шириной Л инструментом 3 и отрезку заготовки 40 5 инструментом 4 на требуемую L. Далее цикл повторяется согласно опиПрофиль 1 с нормальным иагом периодического элемента мм и углом HaiuioHa оси ребра к продольной оси проката 60 имеет величину осевого шага S 12/sin60 13,36 мм. Указанный профиль требуется, например, разделить на мерные заготовки 5 длиной мм так, чтобы один из торцов
Через эту точку -проходит ось отверстия, образуемого на последующих операциях и являющаяся конструкторской 15 базой. Указанный профиль устанавливают в зону резки так, чтобы его конец 2 выступал за режущий инструмент 3, например, высокооборотную дисковую пилу, на величину мм, определяерасстоянии 0,,8 мм от опорной базы 9 и на расстоянии Б+0,,8 27,8 мм от дисковой пилы. После этого подпружинивают базирующий элемент 6 и перемещают его, например, влево на величину Л8 - 0,25 до совмещения оси 10 симметрии впадины 8 с осью 11 базирукицего элемента, после чего ликвидируют отклонение ZiS обратным перемещением элемента 6 совместно с профилем 1 вправо, т.е. до совмещения оси симм етрии впадины с опорной базой 9. При этом, конец проката 2
25
ние геометрического места положения периодических элементов на длине заготовки L может составлять n-(fS
r- f
где п - количество ребер на
рассматриваемой длине 1480- мм; (f3 - допуск на р-р S по ,14-му квалитету точности, равный tO,2 45 на размер 13,86, мм. Значит, utTs
санному, и его выполнение легко автоматизировать. -При установке профиля
рассматриваемой длине 1480- мм; (f3 - допуск на р-р S по ,14-му квалитету точности, равный tO,2 45 на размер 13,86, мм. Значит, utTs
1455 i(0,2)±21 мм, т.е. больше
1 J , OD
шага. Практически это означает, что место положения впадины при установна позицию отрезки, для совмещения оси 10 впадины (фиг. 3, 4 и 5) с осью 11 базирующего элемента 6, необходимо произвести их относительное смещение на величину ,78+0,28 0,98 (фиг. 3) или на ,78 (4иг.4),5оке профиля в зону резки может иметь или на ,58 (фиг. 5), что соответ-отклонение от оси 11 элемента 2 на ствует наиболее характерным положени-величину ±5/2, что для рассматривае- ям элемента 6 относительно ребра 7,мого случая составляет +6,93; -6,93мм. Все остальные случаи находятся в про-Таким образом, величина отклоненияА15 межутке от О до S, что составляет до-55составит 13,86-2, 1 06 мм. т.е. долю иага периодического элемента про-лю щага периодического элемента прокатки,катки. Теоретически минимальное отСпособ может быть осуществлен еле-клонение может составить ноль. После
дуюдим образом.совмещения оси 8 впадины с положением
заготовки был от заданной точки на, оси впадины 8 на расстоянии мм.
Профиль 1 с нормальным иагом периодического элемента мм и углом HaiuioHa оси ребра к продольной оси проката 60 имеет величину осевого шага S 12/sin60 13,36 мм. Указанный профиль требуется, например, разделить на мерные заготовки 5 длиной мм так, чтобы один из торцов
заготовки был от заданной точки на, оси впадины 8 на расстоянии мм.
мую технологическим мет(5 дом. При этом базиру1сядий элемент располагают на выдвигается на величину Ю+ЛЗ , В силу неравномерности прокатки колеба-
Через эту точку -проходит ось отверстия, образуемого на последующих операциях и являющаяся конструкторской базой. Указанный профиль устанавливают в зону резки так, чтобы его конец 2 выступал за режущий инструмент 3, например, высокооборотную дисковую пилу, на величину мм, определяемую технологическим мет(5 дом. При этом базиру1сядий элемент располагают на выдвигается на величину Ю+ЛЗ , В силу неравномерности прокатки колеба-
расстоянии 0,,8 мм от опорной базы 9 и на расстоянии Б+0,,8 27,8 мм от дисковой пилы. После этого подпружинивают базирующий элемент 6 и перемещают его, например, влево на величину Л8 - 0,25 до совмещения оси 10 симметрии впадины 8 с осью 11 базирукицего элемента, после чего ликвидируют отклонение ZiS обратным перемещением элемента 6 совместно с профилем 1 вправо, т.е. до совмещения оси симм етрии впадины с опорной базой 9. При этом, конец проката 2
мую технологическим мет(5 дом. При этом базиру1сядий элемент располагают на выдвигается на величину Ю+ЛЗ , В силу неравномерности прокатки колеба-
ние геометрического места положения периодических элементов на длине заготовки L может составлять n-(fS
r- f
где п - количество ребер на
мую технологическим мет(5 дом. При этом базиру1сядий элемент располагают на выдвигается на величину Ю+ЛЗ , В силу неравномерности прокатки колеба-
рассматриваемой длине 1480- мм; (f3 - допуск на р-р S по 14-му квалитету точности, равный tO,2 на размер 13,86, мм. Значит, utTs
1455 i(0,2)±21 мм, т.е. больше
1 J , OD
шага. Практически это означает, что место положения впадины при установке профиля в зону резки может иметь отклонение от оси 11 элемента 2 на величину ±5/2, что для рассматривае- мого случая составляет +6,93; -6,93мм. Таким образом, величина отклоненияА15 составит 13,86-2, 1 06 мм. т.е. долю щага периодического элемента прокатки. Теоретически минимальное отопорной базы 9 известными средствами включают привод перемещения режущих дисковых пил и осущестБЛЯкУт отрезку конца 2, величиной Ю+СО... 1 1,6) 10...21,06 мм, и мерной заготовки длиной мм. Предлагаемый способ может быть автоматизирован.
Формула изобретения
Способ разделения периодического профиля проката, при котором назначают размер отрезаемой заготовки, а отрезному диску сообщают вращение и подачу в направлении заготовки, о т - л и ч а ю щ и и с я тем, что, с целью повьшения производительности путем получения заготовки повторяющегося профиля с заданным расположением конструкторской базы, для назначения размера отрезаемой заготовки берут базирующий элемент, который располагают от отрезного диска на расстоянии определяемом конструкторской базой и перемещением базирующего элемеита на долю шага периодического профиля, вводят его во впадину профиля, после чего базирующий элемент совместно с прокатом перемещают до достижения ими заданного расположения конструкторской базы от отрезного диска.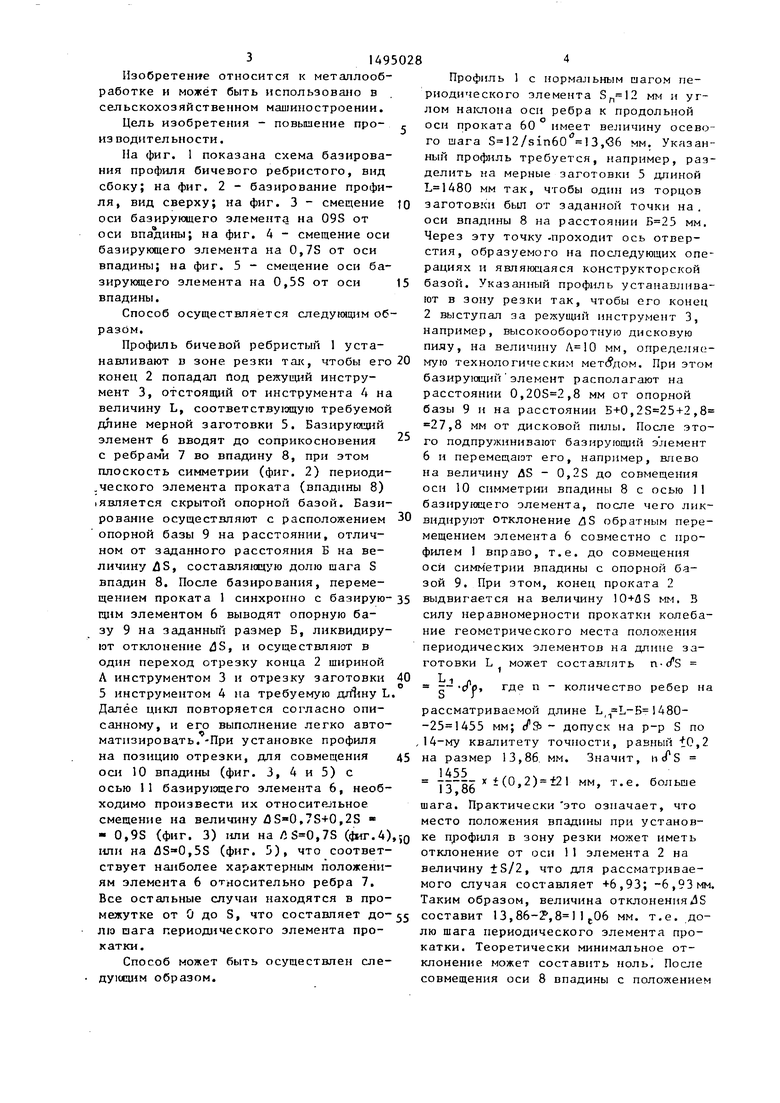
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для распиливания проката | 1986 |
|
SU1425000A1 |
| Способ изготовления изделий, преимущественно кулачковых валов | 1989 |
|
SU1701411A1 |
| Способ выработки заготовок из бревен | 1988 |
|
SU1630881A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК ЛОПАТОК ТУРБОМАШИНЫ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2677552C2 |
| Способ изготовления сортового проката | 1985 |
|
SU1357437A1 |
| Способ установки деталей | 1985 |
|
SU1292975A1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| Разметчик для сопряжения цилиндрических поручней (варианты) | 2019 |
|
RU2699692C1 |
Изобретение относится к металлообработке и может быть использовано в сельскохозяйственном машиностроении. Целью изобретения является повышение производительности при разделении периодического профиля проката. Способ включает установку профиля 1 бичевого в зоне резки с использованием в качестве опорной базы плоскости симметрии 9 периодического элемента проката, отрезку конца 2 на заданном расстоянии от указанной базы и отрезку заготовки 5 требуемой длины. При этом базирование осуществляют с расположением опорной базы на расстоянии, отличном от заданного на долю шага периодического элемента проката, затем устраняют это отклонение, и отрезку конца профиля и заготовки осуществляют в один переход. Изобретение позволяет автоматизировать процесс, повысить производительность, снизить отход металлопроката. 5 ил.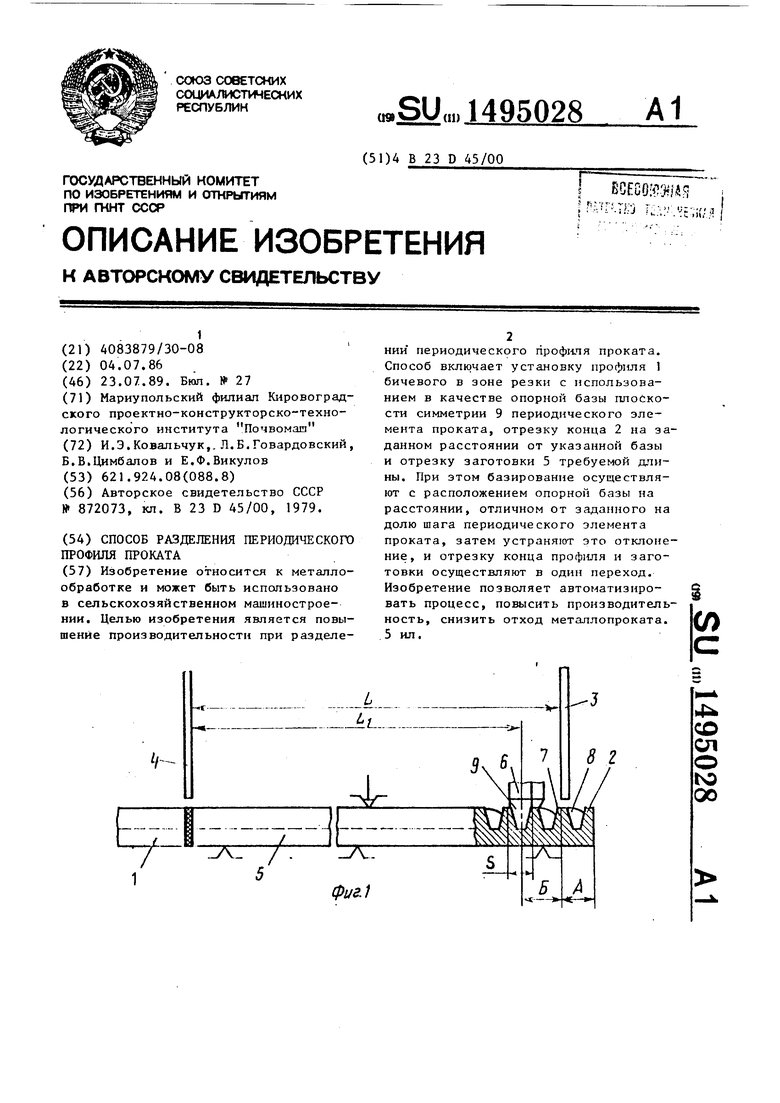
.-k.
:/
0.2S
Ml.
/
-Г
Фиг. 2
| Передвижная дисковая пила | 1979 |
|
SU872073A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
