1
(21)4083781/25-08
(22)04.07.86
(46) 23.07.89. Бкш, № 27
(72) Ю.А.Петров, Ф.В.Рык, П.И.Косов,
С.К.Васильев н В.И.Высоцкий
(53)621.924.6(088.8),
(56)Авторское свидетельство СССР № I 117159, кл. В 23 F 21/04, 1983.
(54)ГОЛОВКА ЗУБОДОЛБЕЖНАЯ ЦЧЯ КРУГОВОГО КОНТУРНОГО СТРОГАНИЯ
(57)Изобретение относится к строению и может быть использовано
при серийном производстнр аубчатЬгх изделий. Целью изобретения является повышение жесткости головки и производительности зубообработки. Головка снабжена фланцем 10, корпусом 1 с радиальными пазами 2, опорным кольцом 21, резцами 3. На консольной части резцов 3 в штоскости, совпадающей с наружной торцовой плоскостью кольца 21, выполнены двусторонние уступы 19 и 20. Резцы 3 снабжены дополнительными прихвата 5 с пружинами 6. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Головка зубодолбежная для контурной обработки зубчатых деталей | 1981 |
|
SU1000190A2 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
| Головка зубодолбежная для контурнойОбРАбОТКи зубчАТыХ дЕТАлЕй | 1979 |
|
SU848206A1 |
| Расточная оправка | 1980 |
|
SU994141A1 |
| Резцовая головка | 1981 |
|
SU1014669A1 |
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |
| Сборный отрезной резец | 1991 |
|
SU1779470A1 |

Изобретение относится к машиностроению и может быть использовано при серийном производстве зубчатых изделий. Целью изобретения является повышение жесткости головки и производительности зубообработки. Головка снабжена фланцем 10, корпусом 1 с радиальными пазами 2, опорным кольцом 21, резцами 3. На консольной части резцов 3 в плоскости, совпадающей с наружной торцовой плоскостью кольца 21, выполнены двусторонние уступы 19 и 20. Резцы 3 снабжены дополнительными прихватами 5 с пружинами 6. 4 ил.
- - - - - - o ii-f 7
,///Г-:
ГШг-,1-, ///79
,,.,., : , TI-Р ТШ
СО
СО СП
О
со
/ / /
/5 /5 /V
77
т
3149
Изобретение относится к машиностроению и может быть использовано при серийном производстве зубчатых изделий.
UeJib изобретения - повышение жесткости головки и повышение производительности зубообработки.
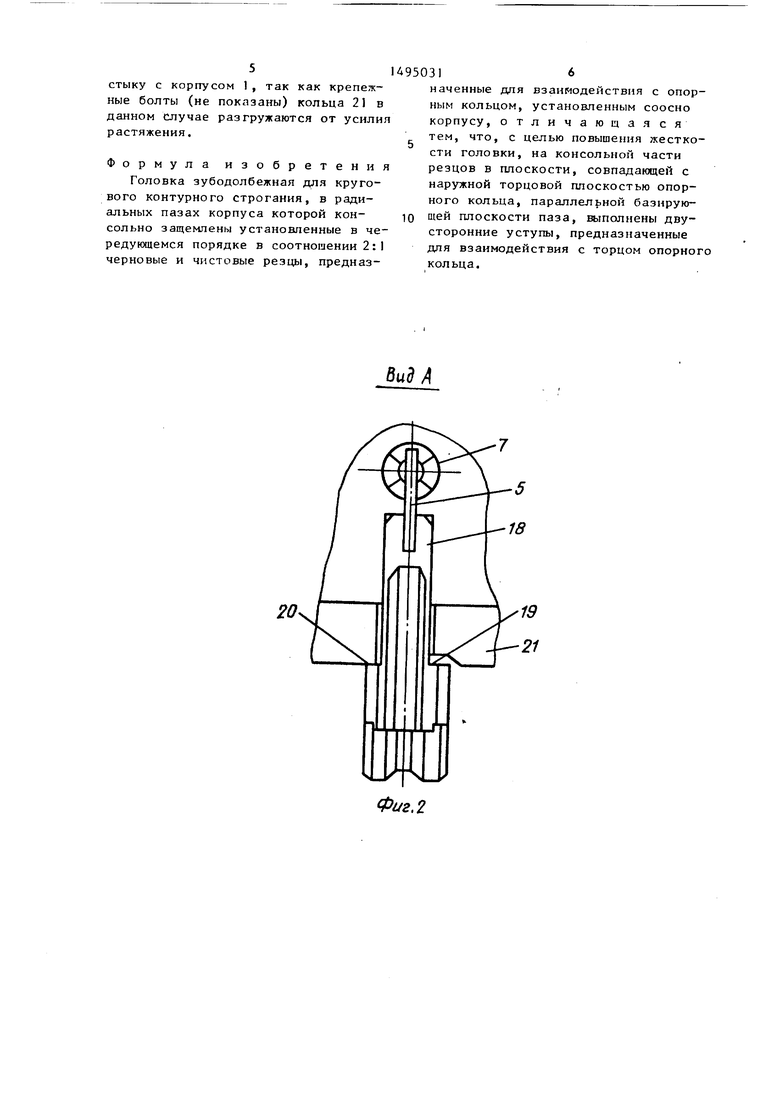
На фиг. 1 показана конструкция головки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - резец головки; на фиг.А - сечение Б-Б на фиг. 3.
Головка содержит корпус 1, в радиальных пазах 2 которого расположены резцы 3, состоящие из хвостовой и консольной частей. Корпус 1 снабжен радиальными отверстиями А, в которых расположены прихваты 5, пружина 6 и резьбовая пробка 7. Корпус 1 с поно- щью болтов 8 и гаек 9 установпеи на (1шанце 10, снабженном кольцевым пазом II, в котором расположены головки болтов 8. В центральном отверстии корпуса 1 на центровике 12 с возможностью поворота вокруг своей оси установлен конус 13 подачн, закреплен- иьт с помощью болта 1А, на котором с помощью болта 15 устаноапено устройство 16 подачи СОЖ в зону резания На конусе 13 подачи жестко згтроплен конус 17 отвода. Резец 3 споен хвостовой частью взаимодействует с конусами подачи 13 и о.твода 17. Кроме того, резец 3 снабжен опорной поверхностью 18 и выполненными на консоль- пой части резца двуглл боковыми уступами 19 и 20, на которые опирается кольцо 21. При этом толщина кольца 2 равна размеру В резца 3.
Кольцо 21 закреплено на корпусе i и снабжено радиальными выбopкa :и 22, охватывающими консольную часть резца 3. Каждый резец 3 представляет группу ре)5ущих злементов (черновых и чистовых) , где выдертчано известное соотноще1ше 2:1 черновых и чистовых ре :у1дих элементов, расположенных в чередующемся порядке с шагом, равным окружному шагу зубьев обрабатываемог зубчатого контура.
Соотношение 2:1 черновых и чистовых режущих элементов сохраняется и для головки в целом.
Устройство работает следующим образом.
Перед установкой комгшекта резцов 3 в радиальные пазы 2 корпуса 1 снимают болт 15 и устройство 16 подачи СОЖ. Освобож.аают болт 1А и гайки 9
5
03:
5 0 0 5
0 5 Q
55
4
так, чтобы конус 13 подачи и корпус 1 мопп поворачиваться вокруг своей оси относительно центровика 12 и фланца 10 с кольцевым пазом II. Прихваты 5 при этом выведены из радиальных пазов 2 и повернуты на 90° относительно CBoeii оси так, что их головки опираются на наружную цилиндрическую поверхность корпуса 1. Затем резцы 3 поочередно в порядке маркировки в комштекте устанавливаются в радиальные пазы 2, а прихват 5 вводится также в радиаль}1ьгй паз 2 и его голопка входит в контакт с опорной поверхностью 18 резца 3, обеспечивая 1п стоян- ный поджим хвостовой части резца 3 к конической поверхности конуса 13 подачи. При установке резцов 3 в радиальные пазы 2 корпуса 1 постепенно поворачивают на болтах 8, расположенных в кольцевом пазу 11 фланца 10. Усилие поджима резцов 3 к конусу 13 подачи п величина хода прихвата 5 регулируются резьбовой пробкой 7.
После установки KOMiuieKTa резцов 3 корпус 1 с помощью болтов В и т-аек 9 закр1 пляют на фланце 10, а конус 13 подачи болтом 1А - па цептровике 12. Затем на конус 13 подачи с помощью болта 15 закрепляется разбрызгиватель СОЖ 16. Конус 13 подачи, перемешаясь вдоль cBoeii оси, осуществляет радиальную подачу рез до .4 3 на врезание на каждьп дво1П1ой ход заготовки, которая совершает возвратно-поступательное движение и одновремкн}Ш периодическое круговое давление. Конус 17 отвода осуществляет отвод резцов 3 от обрабатываемого профиля при обратном (холостом) ходе заготовки за счет взаимодействия ег о внутренней конической поаерхности с хвостовой частью резца 3.
В процессе резания под действием силы резания резцы 3 своими боковыми уступами 19 и 20 опираются на нижнюю поверхность кольца 21, которое за счет радиальных выборок 22 охватывает консольную часть резцов 3, При этом за счет увели1чения опорной пло- дащи резцов 3 значительно уменьшает- сй перекос их хвостовой части в радиальных пазах 2. Усилие резания обеспечивает самозакрепление резцов 3 и дополнительный поджим кольца 21 к корпусу 1 посредством воздеистByio- щих на его нижнюю поверхность боковых уступов 19 и 20, что увеличивает надежность крепления кольп.а 2 по
51
стыку с корпусом 1, так как крепежные болты (не показаны) кольца 21 в данном случае разгружаются от усилия растяжения.
Формула изобретения
Головка зубодолбежная для кругового контурного строгания, в радиальных пазах корпуса которой кон- сольно защемлены установленные в чередующемся порядке в соотнорлении 2: I черновые и чистовые резцы, предназ950316
наченные для взаимодействия с опорным кольцом, установленным соосно корпусу, отличающаяся тем, что, с целью повышения жесткости головки, на консольной части резцов в плоскости, совпадающей с наружной торцовой плоскостью опорного кольца, параллельной базирую- 10 щей плоскости паза, выполнены двусторонние уступы, предназначенные для взаимодействия с торцом опорного кольца.
Вид А
Фиг.2
Фиг.З
-В
Ф1/г,
