н .. .
М IS, 10 „и /5
О) О)
ю
и Изобретение относится к станкостроению и может быть использовано в конструкциях резцовых головок дл оснащения алмазно-расточных станко предназначенных для бескопирного растачивания гиперболоидных отверс тий во вкладышах тяжело нагруженны двигателей внутреннего сгорания. Известна резцовая головка для обработки гиперболоидных отверстий содержащая корпус, установленный в корпусе с возможностью перемещения резцедержатель и подвижную централ ную тягу с установленной на ней под углом к оси головки направляющей, предназначенной для взаимодействия с резцедержателем 1. Недостатком известной головки является отсутствие возможности из менения параметров обрабатываемого гиперболоидного отверстия без заме ны деталей головки, что ограничивает технологические возможности конструкции, а также снижает точность обработки, так как исключена возможность прдналадки параметров обрабатываемых деталей при эксплуатации станка. Цель изобретения - расширение технологических возможностей голов ки и повышение точности обработки. Указанная цель достигается тем, что резцовая головка, содержащая корпус, установленный с возможность перемещения резцедержатель и подвиж ную центральную тягу с установленно на ней под углом, к оси головки направляющей, снабжена установленной резцедержателе с возможностью повоpoira цилиндрической вставкой, на торце которой выполнен паз, и втулкой с эксцентрично расположенным от верстием для установки резца, установленной в резцедержателе с возмож ностью поворота, при этом направляю щая выполнена в виде сопряже«ной с пазом вставки и установленной на центральной тягб с возможностью изменения угла наклона к оси головки накладной шпонки причем с центральной тягой накладнаяшпонка связана посредством оси, установленной в ее средней части, и двух эксцентриковы осей по краям, установленных в тяге с возможностью поворота. . На фиг. 1 изображена головка про дольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1. В корпусе резцовой головки 1 в направляющей втулке 2 смонтирована центральная тяга 3, накоторой размещена установочно-поворотная накла нал шпонка 4, фиксируемая на тяге центральной цилиндрической осью 5 и двумя крайними эксцентричными осями 6, которые стопорятся от проворота винтами 7. В поперечном пазу корпуса 1, образованном двумя крышками 8 и фланцем 9, установлен резцедержатель 10, снабженный поворотной цилиндрической вставкой 11, на торцовой плоскости которой выполнен паз, боковые стенки 12 которого взаимодействуют с накладной шпонкой 4. Зазоры в соединении выбираются пружиной 13. В корпусе 1 смонтирован черновой резец 14, который устанавливается на размер винтом 15 и фиксируется винтом 16. В резцедержателе 10 в эксцентричной установочно-поворотной втулке 17 размещен чистовой резец 18, посредством винта 19 и оси 20 выставляемый на диаметральный размер и фиксируемый винтом 21. ;В торце центральной тяги 3 смонтирован шарик 22, воспринимающий от установленного на столе станка толкателя (н показан 7 усилие подачи. К фланцу шпиндельной головки 23 резцовая головка крепится винтами 24. Резцовая головка работает следующим образом. Предварительно вращением эксцентричных осей 6 направляющая шпонка 4 проворачивается вокруг центральной цилиндрической оси 5 на требуемый расчетный угол, после чего оси стопорятся от проворота винтами 7. Контроль угла поворота осуществляется индикатором через окно в корпусе головки 1 (. не показано . Черновой резец 14 выставляется на размер с помощью винтов 15 и 16, а чистовой резец 18 - посредством оси 20, винтов 19 и 21. Тонкая настройка чистового рез- . ца осуществляется вращением эксцентричной установочно-поворотной втулки 17, причем вершина резца устанавливается на тэазмер наибольшего диаметра гиперболоидного отверстия. . Во время работы станка шпинделю с резцовой головкой сообщается вращение, а столу станка, несущему приспособление с обрабатываемой заготовкой, - рабочая подача. При нажиме упора стола на шарик 22 центральная тяга 3 с накладной шпоикой 4 перемещаются в сторону расположения фланца 23 шпинделя. При этом шпонка 4 воздействует на боковые стенки 12- паза цилиндрической вставки 11, смонтированной в резцедержателе 10. Последний вместе с резцом 18 перемещается в направлении, перпендикулярном оси головки. Результирующая поперечного перемещения резца и продольного перемещения заготовки направлена по теоретической образующей гиперболоида вращения. При необходимости изменение параметров.обрабатываемого гиперболоида производится подналадкой углового положения шпонки 4 на центральной тяге. Возврат резцедержателя 10 в исходно положение осуществляется пружиной или гидроцилиндром,смонтированными на . хвостовой части шпинделя{ не показано) - j .2. iUi.y Положительный эффект от внедрения изобретения может быть достигнут. за счет расширения технологических возможностей головки, обеспечения переналадки на обработку деталей с отличгиощимися размерами без изготовления нового инструмента, и повышения точности обработки. fui.t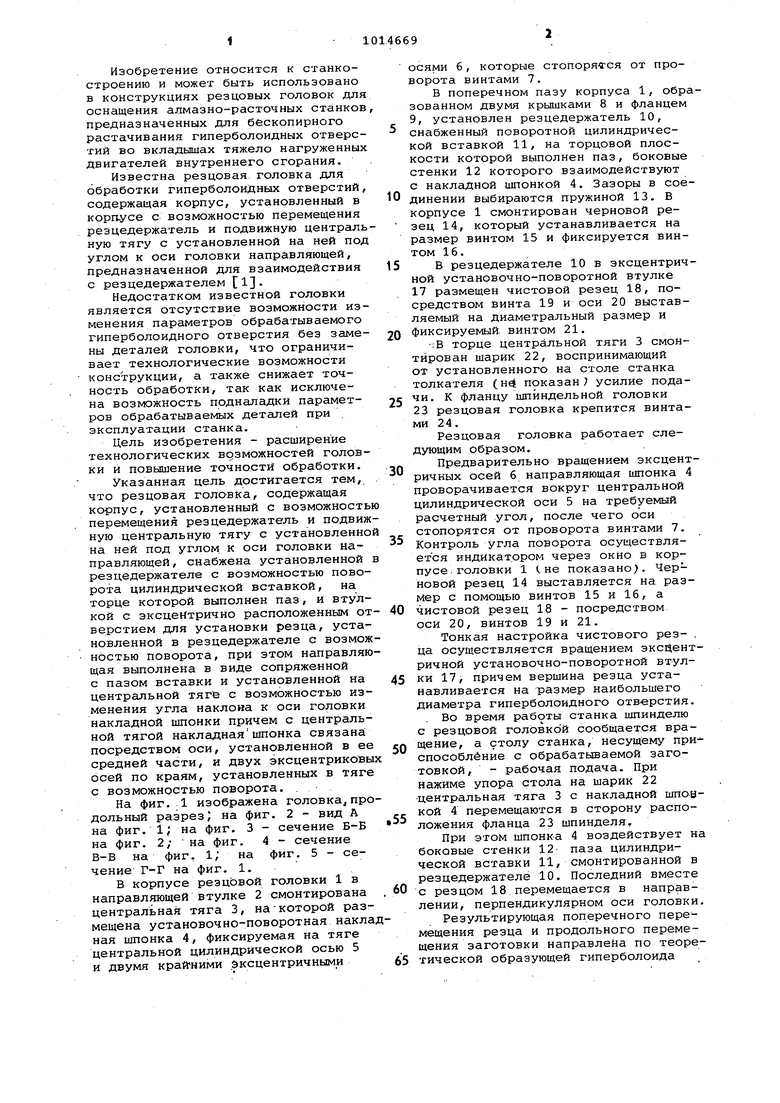

| название | год | авторы | номер документа |
|---|---|---|---|
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| Резцовая головка для расточных и подрезных работ | 1981 |
|
SU952452A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Резцедержатель | 1991 |
|
SU1814989A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |

РЕЗЦОВАЯ ГОЛОВКА, преимущественно для обработки гиперболоидных отверстий, содержащая корпус, установленный в корпусе с возможностью перемещения резцедержатель и подвижную центральную тягу с уста-г новленной на ней под углом к оси головки направляющей, предназначенной для взаимодействия с резцедержателем, отличающаяся тем, что, с целью расширения технологических возможностей путем регулирования угла между натравляющей и осью головки, она снабжена установленной в резцедержателе с возможностью поворота цилиндрической вставкой , на торце которой выполнен паз, и втулкой с эксцентрично распоЯоженным отверстием для резца, установленной в резцедержателе с возможностью поворота, при этом направляющая выполнена в виде сопряженной с пазом вставки и установленной, на центральной тяге с возможностью изменения угла наклона к оси головки наклсщной шпонки, связанной С центральной тягой посредством оси, установленной в средней ее части, и двух эксцентриковых осей, размещенных, по краям и установленных в тяге, с возможностью поворота.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бромберг Б.М | |||
| и др | |||
| Алмазнорасточные станки | |||
| М., Машиностроение, 1965, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| ) | |||
