(5) РАСТОЧНАЯ ОПРАВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1975 |
|
SU747622A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| Автоматическая резцовая головка | 1990 |
|
SU1743709A1 |
| Расточная головка | 1985 |
|
SU1328077A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
- . 1 . . .:. ;.
Изобретение относится к области машиностроения и может быть использовано в.металлообрабатывающей промышленности для расточки глубоких отверстий. ,
Известна расточная оправка, содержащая корпус, резцовый блок и систему подачи СОЖ к резцам по радиальному каналу 11.
однако этой оправкой невозможно обрабатывать одновременно несколько соосных отверстий (т.е. ступенчатых отверстий), в ней отсутствует раздельная подача СОЖ.
Целью изобретения является расширение технологических возможностей оправки.
Цель достигается тем, что в предлагаемой оправке резцы установлены в блоках,каждый из которых связан с системой подачи СОЖ радиальным каналом, причем радиальные каналы корпуса оправки и блока соединены иежду собой при помощи продольного
паза, а блок установлен с возможностью продольного перемещения. Подача СОЖ к торцовому и радиальным резцовым блокам осуществлена по отдельным, изолированным друг от друга каналам, а базовые места блоков выполнены цилиндрической фор)4ы.
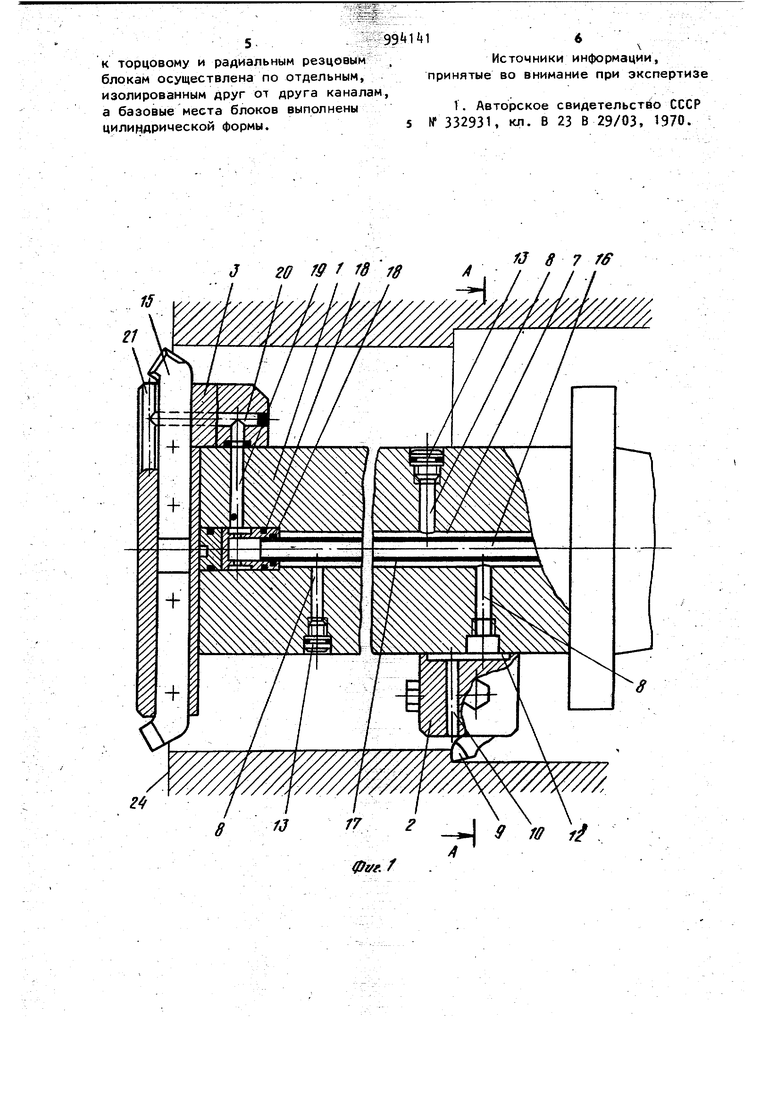
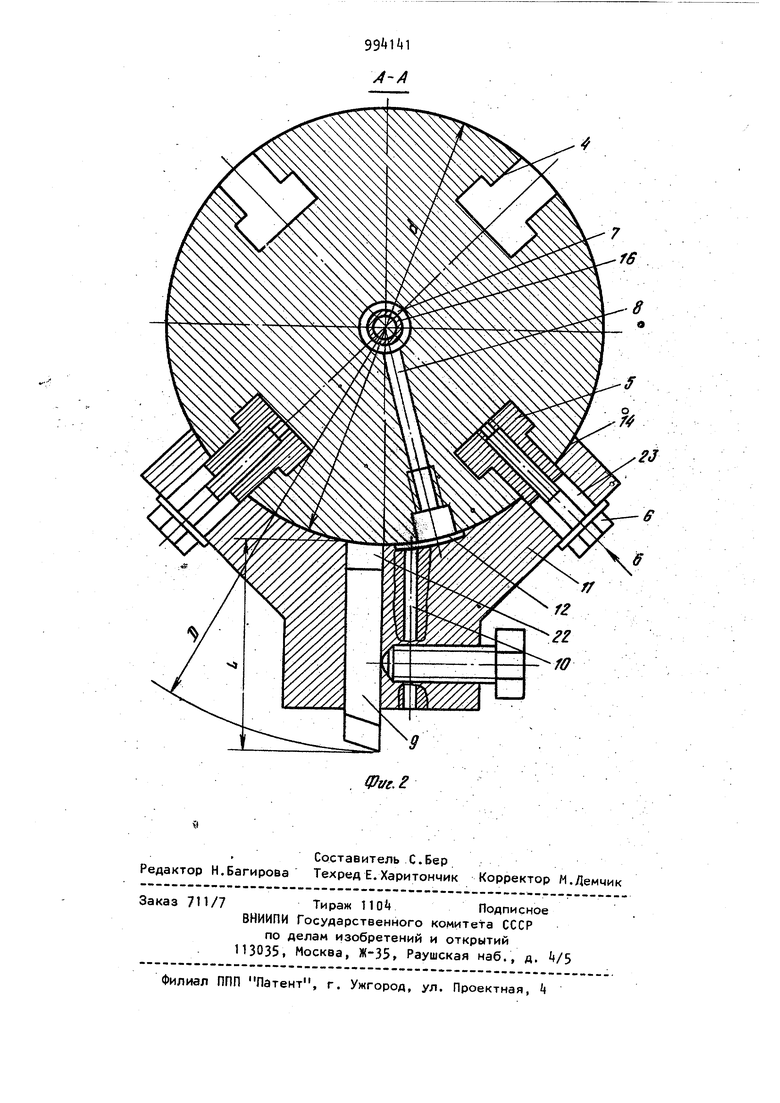
На фиг. 1 изображена предлагаемая оправка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.,
JO
Расточная оправка состоит из корпуса 1, радиальных 2 и торцовых 3 резцовых блоков. На наружной поверхности корпуса 1 оправки выполнены проIJ дольные Т-образные пазы ., по которым перемещаются и крепятся при помощи шпонок 5 и болтов 6 радиальные блоки 2. Внутри корпуса поправки выполнено осевое отверстие 7, кото20 рое соединено с радиальными каналами 8 для подачи СОЖ к радиальным блбкам 2. Подача СОЖ.к резцам 9 радиальных блоков 2 осуществляется через радиальные каналы 8 корпуса 1 оправки и радиальные каналы 10 корпуса 11 резцового блока 2, которые соединены между собой каналом 12. Радиальные каналы 8 снабжены съемными заглушками 13. Для возможности регулирования положения радиальных, блоков 2 в продольном направлении .по сопрягаемым цилиндрическим поверхностям 14 канал 12 .выполнен в виде продольного паза. Подвод СОЖ к резцу 15 торцового блока 3 осуществляется через канал 16, выполненный в виде трубки 17 расположенной внутри осевого ка. нала 7 и изолированной от него при помощи уплотнений 18, и каналы 19, 20 и 21. Сопрягаемые цилиндрические поверхности k корпуса 1 оправки и кор пуса 11 блока выполнены с определенной точностью для настройки резцовых блоков на нужный размер вне оправки. Настройка блоков 2 на нужный размер ведется отдельно от оправки следующим образом. Резец 9 устанавливается и закрепляется в пазу 22 резцового блока 2 на определенный размер L. Расчет раз мера L ведется по формуле , где D - обрабатываемый диаметр, мм; d - известный диаметр оправки, м L - расстояние от сопрягаемой цилиндрической поверхности корпуса блока до вершины рез ца, мм. Расточная оправка работает следующим образом. Перед установкой блоков 2 необходимо выкрутить заглушку 13, соответ ствующую линейному расположению дан ного блока. Предварительно настроенные резцовые блоки 2 монтируют на корпус 1 к соответствующему посадоч ному месту по сопрягаемым цилиндри. ческим поверхностям 1, выполненным с необходимой точностью, при помощи продольных Т-образных пазов, шпонок 5 и болтов 6. Для быстрой смены рез цовых блоков крепежные пазы 23 на них выполнены сквозными. Достаточно выкрутить. болты 6 на один-два обоptfTa, и резцовый блок, сдвигая его в сторону,легко снимают. При обработке отверстий с большими припусками на торцовый блок 3 устанавливают два диаметрально расп 1ложенных резца. Возникающие при обработке усилия резания компенсируют, друг друга, повышая жесткость оправки. Для обработки ступенчатых отверстйй дополнительно к торцовому блоку устанавливают несколько радиальных блоков. Количество радиальных блоков соответствует количеству соосных отверстий. Этой оправкой можно обрабатывать точные сквозные отверстия. Для этого чистовой резец устанавливается после чернового резца, но диаметрально противоположно ему для уравновешивания сил резания. Во время работы расточной оправки СОЖ поступает непосредственно в зону реЗания. При выходе резца 15 торцового блока 3 за торец детали 2k для исключения разбрызгивания СОЖ подача ее к нему прекращается при помощи системы управления. Технико-экономическая эффективность изобретения заключается в расширении технологических возможностей расточной оправки (возможность одновременной обработки нескольких соосных отверстий, раздельная подача СОЖ, возможность настройки резцовых блоков на нужный.размер вне оправки и снятие больших припусков за один проход оправки благодаря применению сразу нескольких резцовых блоков) и упрощении ее конструкции. Применение одновременно нескольких резцовых блоков позволяет повысить производительность труда в 1,5-2 раза, а предварительная настройка резцовых блоков вне оправки сокращает время на вспомогательные операции. Формула изобретения 1.Расточная оправка, содержащая цилиндрический корпус с установленными в нем резцами и систему подачи СОЖ к резцам по радиальному каналу, отличающаяся тем, что, с целью расширения технологических возможностей, резцы установлены в блоках, каждый из которых связан с системой подачи СОЖ радиальным каналом, причем радиальные каналы корпуса оправки и блока соединены между собой при помощи продольного паза, а блок установлен с возможностью продольного перемещения. 2.Оправка по п. 1, отличающаяся TeMj что подача СОЖ
блокам осуществлена по отдельным, принятые во внимание при экспертизе изолированным друг от друга каналам,
а базовые места блоков выполнены К Авторское свидетельство СССР цилиндрической формы.5 № 332931, кл. В 23 В 29/03, 1970. J 20 JS S f8 Г l 0fff.f fJ 8 7 fff wm, /
