(Л
4 СО СП
о
00
ч
3149
Изобретение относится к машиностроению и касается конструкции роликов для обработки деталей бесконечно шлифовальной лентой.
Целью изобретения является снижение трудоемкости изготовления за сче упрощения конструкции и повышения технологичности.
На фиг.1 показан контактный ролик на фиг.2 - разрез А-Л на фиг.1.
Контактный ролик состоит из корпуса 1, упругих элементов, выполненных в виде гибких связей из канатов (шнуров или тросовых струн) 2, и втулки 3. Упругие элементы могут быт выполнены из металлических, неметаллических или композиционных материалов. Концы канатов скрепляют с корпусом 1 и втулкой 3 известными метода- ми, например сваркой, пайкой, склеиванием, зачаливанием и т.п.
Канаты выбирают разной жесткости, например, путем изменения диаметра канаты размещают с чередованием их жесткости в окружном направлении.
При обработке материала шлифовальной лентой возникает радиальная составляющая силы резания через жесткую втулку 3, воздействующая на ка- наты 2, упруго демпфируемые под ее воздействием. Величина упругой деформации канатов 2, а следовательно, и положение втулки 3 относительно корпуса 1 зависят от жесткости гибких упругих канатов (шнуров или тросовых струн) и их положения относительно вектора радиальной составляющей силы резания. Благодаря тому, что упругие элементы выполнены из Ka натов, жесткость ролика в окружном направлении плавно изменяется в пределах одного оборота столько раз, сколько упругих элементов содержит ролик, следовательно, изменяется положение втулки из недеформируемого материалов относительно оси корпуса ролика. В результате этого при обработке возникают радиальные высокочастотные колебания втулки 3 малой амплитуды.Частота колебаний определяется произведением числа оборотов ролика в единицу времени на количество упругих элементов. Величина амплитуды на практике составляет 0,5- 2,5 мкм.
Наложение высокочастотных колебаний с малой амплитудой на шлифовальную ленту приводит к принципиальному
5
0 Q
5
5
0
5
изменению характера износа режущих зерен шлифовальной ленты, при этом ишифовадьная лента работает не в режиме затупления, а в режиме частичного или полного (в зав 1симости от режимов обработки) самозатачивания. Режущие свойства зерен и шлифовальной ленты в целом остаются на уровне начального периода работы. Благодаря этому стабилизируется эффективность работы (мощность шлифования, температура в зоне резания, производительность процесса, точность и качество обработки практически не меняются за весь период безобрывной работы ленты). Наложение высокочастотных внбраций на ишифо- вальную ленту облегчает срезание стружки и удаление ее из зоны обра- ботки.
Б качестве базового был принят ролик шириной 120 мм, диаметром 150 мм, внешняя втулка которого выполнена из стали. Шесть секторов были изготовлены из резины твердостью 50 ед. по Шору, шкала Д (модуль упругости материала на сжатие 50 кгс/мм ) с центральными углами 25 . Другие шесть секторов были выполнены из вспененного каучука (модуль упругости на сжатие-растяжение 0,9-кгс/мм) с центральными углами 35°. В качестве предлагаемого ролика был принят ролик шириной 120 мм, диаметром 150 мм, внешняя втулка которого выполнена из стали. Ролик содержал 12 упругих элементов двух типов, чередующихся в окружном направлении через 25 и 35 соответственно. Первый тип гибких связей выполнен в виде стального каната диаметром 5,6 мм, закрепленного посредством сварки в середине по ширине втулки и корпуса, второй тип - в виде стального каната диаметром 3,1 мм закрепленного в середине по ширине втулки и корпуса.
Срав)1ительные испытания базового и предлагаемого роликов проводились на плоскошлифовальном станке при обработке вырубных штампов из стали Х12ФР твердостью HRC 60-62 ед. шлифовальной лентой БАЗЛСВТ15А25 при скорости шлифования 38 м/с, глубине резания 0,01-0,12 мм, продольной подаче 0,5-12 м/мин и поперечной подаче 1,5-12 мм/дв.ход.
Испытания показали, что предлагаемый ролик во всем диапазоне режимов
резания обеспечивает стабильность обработки и режущей способности шлифовальной ленты. Практически эффективность обработки и режущая способность шлифовальной ленты сохранялись неизменными за весь период безобрывной работы. Длительность периода безобрывной работы шлифовальной ленты, точность, качество и производительность обработки с использованием предлагаемого ролика соответствовали указанным параметрам базового.
149
Контактный ролик, между кожухом jg и втулкой которого рнзмещены упруги элементы с разной жесткостью, чередующиеся в окружном направлении, отличающийся тем, что, с целью упрощения конструкции, упруги
Технологичность изготовления пред- 5 элементы выполнены из канатов, один
лагаемого ролика существенно повысилась по сравнению с базовым. Трудоконец которых закреплен на корпусе, а другой - на втулке.
ьзи
14950806
емкость изготовления и стоимость предлагаемого ролика снизились на А5-65% по сравнению с трудоемкостью изготовления и стоимостью базового.
Формула изобретения
Контактный ролик, между кожухом и втулкой которого рнзмещены упругие элементы с разной жесткостью, чередующиеся в окружном направлении, отличающийся тем, что, с целью упрощения конструкции, упругие
элементы выполнены из канатов, один
конец которых закреплен на корпусе, а другой - на втулке.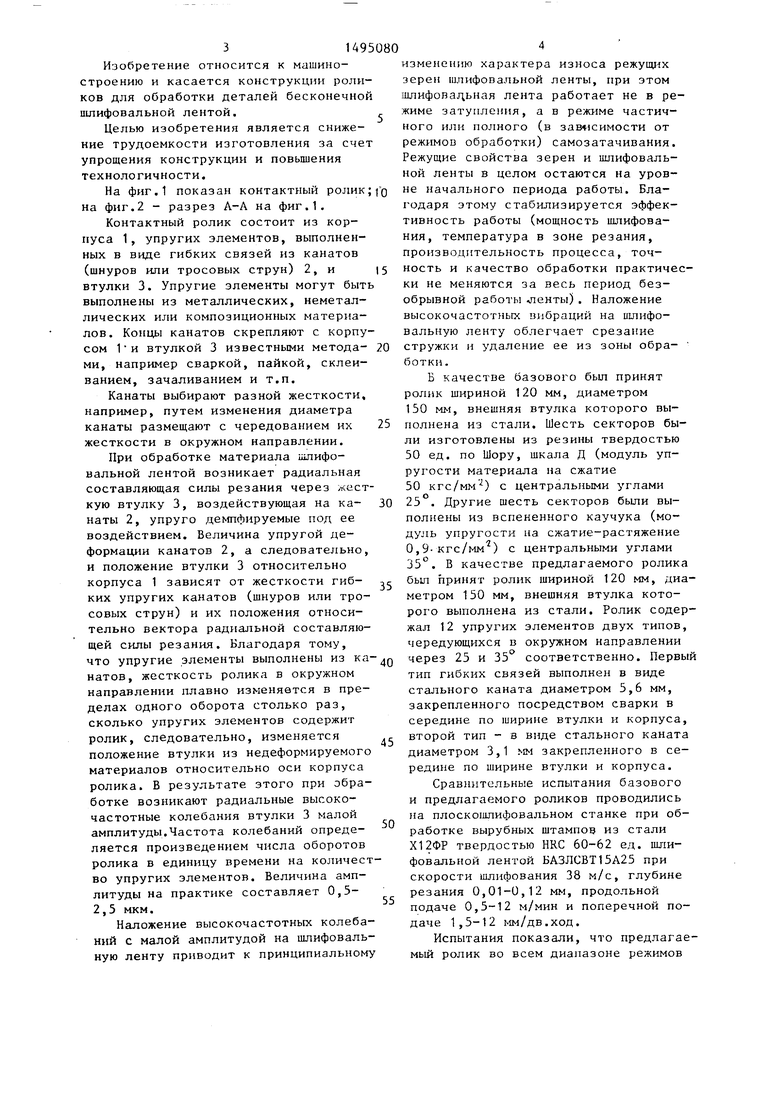

| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный ролик | 1982 |
|
SU1057254A1 |
| Контактный ролик | 1985 |
|
SU1323347A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
Изобретение относится к машиностроению и касается конструкций роликов для обработки деталей бесконечной шлифовальной лентой. Целью изобретения является упрощение конструкции. Между корпусом 1 и втулкой 3 размещены упругие элементы. Упругие элементы выполнены из канатов 2. Жесткость канатов и их диаметр выбирают разными. Канаты располагают на корпусе с переменной жесткостью по окружности. Один конец канатов закреплен, например, пайкой на корпусе, а другой - на втулке. 2 ил.
/////////////л
//////////// /.
.2
fl(-A
| Контактный ролик | 1982 |
|
SU1057254A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
