ел
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления и центрированияпуАНСОНА | 1979 |
|
SU793681A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| Инструмент для выдавливания изделий с полостью | 1980 |
|
SU1000140A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ УСИЛЕНИЯ КОЛОННЫ И СОЧЛЕНЕННЫХ ЭЛЕМЕНТОВ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2012 |
|
RU2498034C1 |
| БРОНЕВАЯ ФУТЕРОВКА ТРУБНОЙ ЧАСТИ КОРПУСА ШАРОВОЙ МЕЛЬНИЦЫ | 2019 |
|
RU2729985C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
Сущность изобретения: пуансон содержит пуансонодержатель и размещенный в нем вкладыш. Пуансонодержатель выполнен в виде цанговой оправки с цанговым разрезом в направлении, перпендикулярном направлению наименьшей жесткости пуансона. В пуансонодержателе выполнены пазы для фиксации заплечиков вкладыша. Вкладыш изготовлен в виде пластины из листового проката инструментальных сталей с заплечиками в верхней части. Вкладыш в пуансонодержателе зафиксирован крепежной гайкой. 2 ил.
Изобретение относится к обработке металлов давлением, а именно к выдавливанию рельефных полостей сложного контура.
Известна конструкция узла крепления пуансона, содержащая центральный стержень с закрепленными на нем посредством бандажа и наконечника на резьбе формооб- разующими элементами с вкладышами.
Недостатками данной конструкции является низкая стойкость пуансона вследствие отсутствия механизма компенсации изгибающих напряжений, высокие трудоемкость и металлоемкость, затрудненная замена пуансона при поломке вследствие необходимости полной разборки узла крепления.
Известна конструкция узла крепления пуансона, содержащая пуансон, шарнирно соединенный с бандажированной опорой, раму со стороны хвостовика пуансона, направляющие для перемещения бандажированной опоры. При этом опорная поверхность хвостовика и торцевая поверхность заплечиков выполнены цилиндрическими с целью повышения стойкости пуансона за счет компенсации изгибающих напряжений.
Недостатком данной конструкции является низкая стойкость пуансона вследствие компенсации изгибающих напряжений только в одной плоскости и ненадежности узла фиксации и регулировки положения пуансона, высокие трудоемкость и материало- емкость вследствие сложности деталей, затрудненная замена пуансона вследствие необходимости снятия узла крепления с пресса.
Известна также конструкция узла крепления и центрирования пуансона, содержащая пуансонодержатель, втулку, наVJ
ю
4 СЛ 00 О
прзвляющую пуансон по матрице, пуансон постоянного многогранного сечения, запрессованный вместе с направляющей втулкой в пуансонодержатель. Данная конструкция, как и предлагаемое решение, имеет пуансонодержатель. вкладыш постоянного сечения, крепится в пуансонодержателе сжатием, проста по конструкции.
Однако эта конструкция также имеет недостаточную стойкость пуансона вследствие отсутствия компенсации изгибающих напряжений и возможности выпрессовки пуансона при работе узла, высокие трудоемкость и материалоемкость изготовления инструмента вследствие того, что прессовое соединение как неразъемное при замене пуансона требует изготовления вновь и направляющей втулки, и пуансонодержателя, затрудненную замену пуансона вследствие необходимости его выпрессовки из снятого с пресса узла.
Наиболее близким техническим решением, выбранным в качестве прототипа, является узел крепления пуансона гайкой через цангу, содержащий пуансон, цангу и гайку. При переналадке пуансон вставляется в отверстие цанги и зажимается при вращении гайки. Пуансон не имеет бурта и может изготавливаться из калиброванной стали без точения.
Однако эта конструкция также имеет недостаточную стойкость вследствие отсутствия компенсации изгибающих напряжений, высокие трудоемкость и материалоемкость изготовления инструмента вследствие изготовления цанги как отдельной детали с подгонкой по корпусу. Кроме того, отсутствие бурта ограничивает размеры пробиваемого отверстия (D 3-60 мм) из-за опасности смятия опоры пуансона и толщину материала для пробивки (S 0,2-2) из-за ограничения усилия съема.
Цель изобретения - повышение стойкости пуансона при выдавливании рельефных полостей сложного контура, снижение трудоемкости и металлоемкости изготовления оснастки.
Поставленная цель достигается тем, что в пуансоне для выдавливания рельефных полостей, содержащем пуансонодержатель, связанную с ним цангу, размещенный в ней вкладыш из инструментальной стали, а также крепежную гайку, установленную с аозможностью взаимодействия с цангой, вкладыш выполнен в виде пластины из листового проката с заплечиками со стороны крепежной его части, а пуансонодержатель и цанга выполнены за одно целое, с цанговым разрезом в направлении, перпендикулярном направлению наименьшей жесткости пуансона, и пазами под заплечики вкладыша.
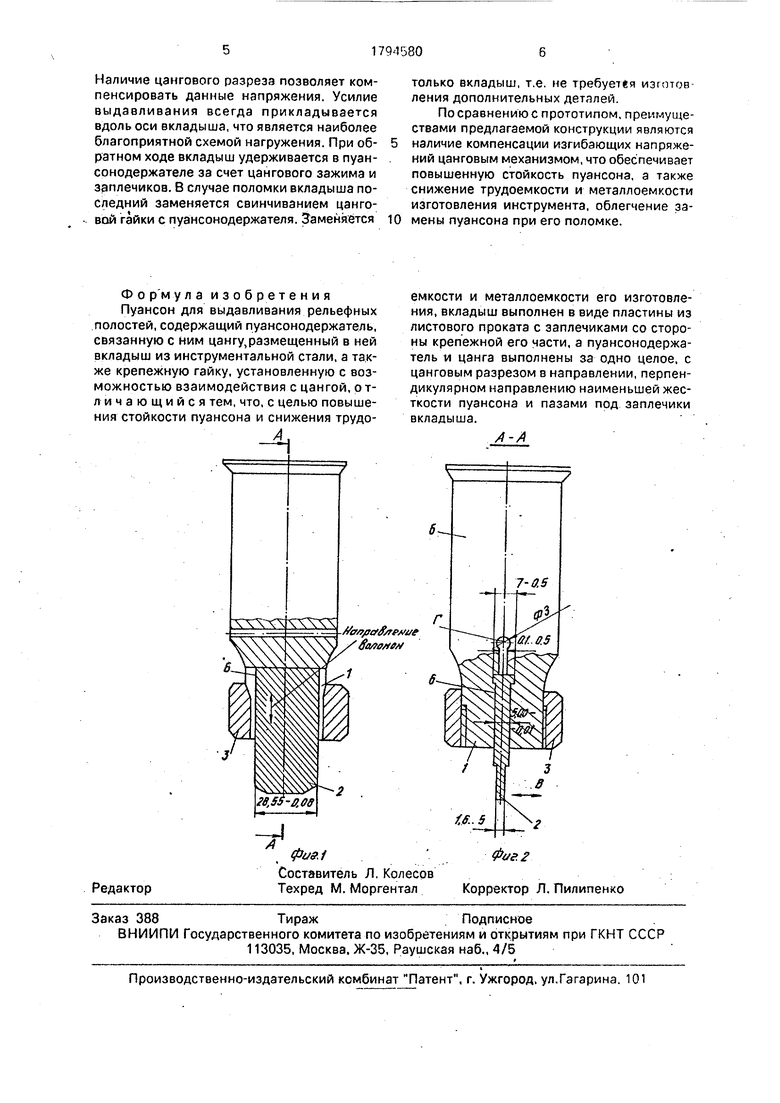
На фиг.1 показан Общий вид пуансона
для выдавливания ступенчатой глубокой рельефной полости прямоугольного сечения; на фиг.2 - разрез А-А на фиг,1.
Пуансон содержит пуансонодержатель 1, выполненный в виде цанговой оправки с
0 посадочным листом Б для установки вкладыша 2. Пуансонодержатель изготовлен из инструментальных сталей марок 9ХС и ХВГ с закалкой на необходимую для прочностных и упругих свойств твердость, т.е. HRC
5 56...60. Цанговый разрез В выполнен шириной 0,1-0,2 мм в направлении, перпендикулярном направлению наименьшей жесткости пуансона, и заканчивается сквозным отверстием 03(фиг.1). При та0 кой конструкции обеспечивается компенсация возникающих при выдавливании изгибающих напряжений. Пуансонодержатель имеет паз для фиксации заплечиков вкладыша 2.
5Вкладыш выполнен в виде пластины из листового проката инструментальных сталей Х12М, Х12Ф1 с закалкой 56...61 HRC, фиксируется по посадочному месту пуансоН 8 Q нодержателя по посадке -гтг и крепится с
помощью сжатия цанговой гайкой 3 строго симметрично по отношению к оси выдавливания. Необходимые размеры указаны на фиг.1 и 2. Увеличение стойкости вкладыша
5 обеспечивается при минимальном съеме металла с заготовки (не более 1-2 мм) и направлении волокон проката пуансона (фиг.1). Применение более высококачественных сталей PI8, Р6М5 экономически не
0 выгодно при размерах пуансона порядка 1,6-5 мм вследствие затруднений при термообработке пуансонов малых сечений.
Вкладыш имеет со стороны опорной поверхности заплечики размером 1 мм на
5 сторону для удержания его в пуансонодержателе при обратном ходе пресса. Кроме того, заплечики увеличивают опорную поверхность пуансона и предотвращают его смятие.
0 Выдавливание рельефной полости выполняется следующим образом. При ходе вниз вкладыш внедряется в заготовку. Имеющиеся погрешности установки вкладыша, заготовки и матрицы друг относительно дру5 га, неравномерности.свойств материала заготовки, погрешности изготовления инструмента и другие факторы вызывают появление изгибающих напряжений, наиболее опасных в направлении наименьшей жесткости пуансона (направление Г фиг.1).
Наличие цангового разреза позволяет компенсировать данные напряжения. Усилие выдавливания всегда прикладывается вдоль оси вкладыша, что является наиболее благоприятной схемой нагружения. При обратном ходе вкладыш удерживается в пуан- сонодержателе за счет цангового зажима и заплечиков. В случае поломки вкладыша последний заменяется свинчиванием цанговой гайки с пуансонодержателя. Заменяется
Ф о у л а изобретения Пуансон для выдавливания рельефных полостей, содержащий пуансонодержатель, связанную с ним цангу,размещенный в ней вкладыш из инструментальной стали, а также крепежную гайку, установленную с возможностью взаимодействия с цангой, отличающийся тем, что, с целью повышения стойкости пуансона и снижения трудоА
0
только вкладыш, т.е. не требуется изготовления дополнительных деталей.
По сравнению с прототипом, преимуществами предлагаемой конструкции являются наличие компенсации изгибающих напряжений цанговым механизмом, что обеспечивает повышенную стойкость пуансона, а также снижение трудоемкости и металлоемкости изготовления инструмента, облегчение замены пуансона при его поломке.
емкости и металлоемкости его изготовления, вкладыш выполнен в виде пластины из листового проката с заплечиками со стороны крепежной его части, а пуансонодержатель и цанга выполнены за одно целое, с цанговым разрезом в направлении, перпендикулярном направлению наименьшей жесткости пуансона и пазами под заплечики вкладыша.
.А-А
| Внедрение переналаживаемой оснастки для штамповки деталей из листового и профильного проката | |||
| Центральный научно- исследовательский институт информации и технико-экономических исследований по строительному, дорожному и коммунальному машиностроению | |||
| М., 1970, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
