Изобретение относится к области обработки металлов давлением, а именно к изготовлению деформирующего инструмента для ротационной вытяжки полых осесимметричных оболочек из малоуглеродистых, высокоуглеродистых и легированных сталей.
Деформирующий инструмент представляет собой комплект деформирующих роликов и оправки, выполненные из легированных сталей с использованием механической и термической обработки.
Основные требования, предъявляемые к деформирующему инструменту, является износостойкость, влияющая на точность и качество обрабатываемой поверхности оболочек.
Основные проблемы получения инструмента с высокой износостойкостью следующие.
Необходимо получить высокую твердость рабочей поверхности, выбрать оптимальную охлаждающую жидкость и смазку рабочей поверхности.
Актуальной проблемой является также восстановление изношенного слоя с обеспечением первоначальной геометрии профиля инструмента.
Известен «Узел валков прокатной клети-кварто» а.с. №604597, МПК В21В 1/38, в котором с целью изготовления профилированного проката повышенной точности, бочка одного рабочего валка выполнен у краев с гладкими, а у середины с профилирующей поверхностями, причем выступы профилирующей поверхности превышают гладкие.
Известен «Валок для накатки рифлений», МПК В21h 7/14, в котором с целью повышения износостойкости выступов при накатке рифлений в горячем состоянии на плоских заготовках, радиус скругления вершин выступов равен 0,5-0,6 их высоты.
Недостатком данных технических решений является использование только геометрических параметров профиля рабочих поверхностей, что не решает вопросов повышения срока службы инструмента при ротационной вытяжке стальных оболочек в холодном состоянии.
Известен способ напыления осаждением твердых нитридных, карбидных или карбонитридных соединений Ti, Al, N системы TiAlN, который используется для повышения износостойкости режущего инструмента - концевых фрез, пластин для токарной обработки.
Недостатком данного технического решения является наличие азота (N), при котором для образования карбидных и карбонитридных соединений требуется высокая температура - 520-570°С, что снижает твердость металла под упрочненным поверхностным слоем, что, по результатам опытных работ, приводит к продавлению поверхностного слоя.
Наиболее близким по технической сути и достигаемому техническому результату является технология изготовления рифленых валков (отраслевой сборник научных трудов, «Теория и технология проката», Харьков, 1984 г., Министерство черной металлургии СССР, с. 89-94, статья «Совершенствование конструкции и технологии изготовления рифленых валков штрипсового стана», рис. 1, 2, 3, 4).
Бандажи валков 3, рис. 1 из стали 5ХНМ после механической обработки и объемной закалки с последующим отпуском до 35-45 HRC подвергают поверхностному упрочнению методом газового азотирования, при котором происходило изменение химического состава стали на поверхности детали и образование в структуре карбонитридных и нитридных фаз, имеющих высокую твердость.
После закалки и отпуска бандажи валков подвергали горячему фосфатированию, затем двухступенчатому газовому азотированию, первая при температуре 520°С и вторая при 550-570°С, в течение 18 ч каждая. Степень диссоциации аммиака - 25-40%. Охлаждение бандажей производили вместе с печью в струе аммиака до 200°С, затем на воздухе. После азотирования поверхностная твердость достигла 56-58 HRC при толщине упрочненного слоя 0,1-0,4 мм.
Данная технология изготовления деформирующего инструмента - бандажей рифленых валков использовались при горячей прокатке штрипса на прокатном стане 300 завода «Криворожсталь».
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления деформирующего инструмента, принятого авторами за прототип, относится низкая твердость сердцевины (35-45 HRC) инструмента, что вызывает продавливание упрочненного поверхностного слоя инструмента при ротационной вытяжке стальных оболочек в холодном состоянии.
Охлаждение бандажей валков и нанесение смазки на рабочую поверхность не предусмотрено, что повышает износ рабочей поверхности деформирующего инструмента, а также ухудшает чистоту обрабатываемой поверхности.
Недостатком технического решения, принятого авторами за прототип, является недостаточный срок службы, низкая точность, невысокое качество обрабатываемой поверхности и высокая трудоемкость изготовления.
Задачей технического решения, принятого авторами за прототип, является обеспечение высокой стойкости деформирующего инструмента - бандажей рифленых валков при горячей прокатке штрипса в линии прокатного стана.
Общими признаками с предлагаемым способом является наличие механических и термических операций.
В отличие от прототипа заготовки деформирующего инструмента из легированной стали типа 9ХС, 9Х подвергают предварительной механической обработке, термоупрочнению, окончательной механической обработке и нанесению на рабочие поверхности фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, а восстановление рабочих поверхностей осуществляют механической обработкой с удалением изношенного слоя с последующим нанесением на них фторсодержащего антифрикционного покрытия.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- деформирующий инструмент в виде роликов подвергают объемной закалке и отпуску до твердости 58-65 HRC;
- деформирующий инструмент в виде оправки подвергают термоупрочнению до твердости 54-60 HRC индукционным методом с нагревом токами высокой частоты;
- количество восстановительных операций рабочей поверхности деформирующего инструмента определяют по формуле
 ,
,
где L (мм) - величина припуска на обработку,
 (мм) - глубина изношенного слоя;
(мм) - глубина изношенного слоя;
- на рабочие поверхности деформирующего инструмента после окончательной механической обработки напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si с последующим нанесением на рабочие поверхности фторсодержащего антифрикционного покрытия;
- деформирующий инструмент восстанавливают удалением изношенного слоя рабочих поверхностей механической обработкой с последующим напылением методом осаждения износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si и наносят на поверхности фторсодержащее антифрикционное покрытие;
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является создание способа изготовления и восстановления деформирующего инструмента для ротационной вытяжки, позволяющего повысить срок службы инструмента, точность и качество обрабатываемой поверхности оболочек.
Указанный технический результат и осуществление изобретения достигается тем, что в известном способе, включающем механические и термические операции, особенность заключается в том, что заготовки из легированной стали типа 9ХС, 9Х подвергают предварительной механической обработке, термоупрочнению, окончательной механической обработке и нанесению на рабочие поверхности фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, при этом восстановление рабочих поверхностей осуществляют механической обработкой с удалением изношенного слоя с последующим нанесением фторсодержащего антифрикционного покрытия.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- использования заготовок из легированной стали типа 9ХС, 9Х обеспечить высокие эксплуатационные свойства деформирующего инструмента: твердость и ударную вязкость;
- предварительной механической обработки подготовить заготовки к дальнейшей обработке;
- термоупрочнения обеспечить высокую твердость и износостойкость инструмента;
- окончательной механической обработки получить необходимые геометрические размеры деформирующего инструмента;
- нанесения на рабочие поверхности фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180 снизить износ деформирующего инструмента и повысить точность, качество обрабатываемых поверхностей;
- восстановления рабочих поверхностей механической обработкой с удалением изношенного слоя, обеспечить первоначальную геометрию профиля рабочих поверхностей и, в результате повысить срок службы деформирующего инструмента;
- последующего нанесения фторсодержащего антифрикционного покрытия на рабочие поверхности деформирующего инструмента после обработки с удалением изношенного слоя снизить износ деформирующего инструмента и повысить точность, качество обрабатываемых поверхностей.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют, в частности, за счет:
- объемной закалки и отпуска деформирующего инструмента в виде роликов 58-65 HRC обеспечить равномерное распределение твердости по всему сечению деформирующего инструмента, данное значение твердости, по результатам опытных работ, является оптимальным, при твердости менее 58 HRC происходит смятие профиля, при твердости более 65 HRC происходит выкрашивание профиля рабочих поверхностей;
- термоупрочнения индукционным методом деформирующего инструмента в виде оправки до 54-60 HRC с нагревом токами высокой частоты обеспечить данную твердость рабочей поверхности на всей глубине припуска на восстановление профиля рабочих поверхностей при высокой производительности, так как в процессе термоупрочнения перемещения индуктора и охладителя вдоль оправки осуществляют с высокой скоростью;
- расчета количества восстановительных операций по формуле
 ,
,
где L (мм) - величина припуска на обработку,
(мм) - глубина изношенного слоя определить ресурс работы инструмента;
- выполнения после окончательной механической обработки напыления методом осаждения на рабочие поверхности деформирующего инструмента износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si с последующим нанесением на рабочие поверхности фторсодержащего антифрикционного покрытия повысить срок службы инструмента, так как напыление повышает твердость рабочих поверхностей, а нанесение фторсодержащего антифрикционного покрытия снижает силу трения;
- восстановления деформирующего инструмента удалением изношенного слоя рабочих поверхностей механической обработкой с последующим напылением методом осаждения износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si и нанесения на рабочие поверхности фторсодержащего антифрикционного покрытия повысить срок службы инструмента.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе изготовления и восстановления деформирующего инструмента для ротационной вытяжки, включающем механические и термические операции, в отличие от прототипа, согласно изобретению заготовки из легированной стали типа 9ХС, 9Х подвергают предварительной механической обработке, термоупрочнению до твердости 58-65 HRC, окончательной механической обработке и нанесению на рабочие поверхности фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, а восстановление рабочих поверхностей осуществляют механической обработкой с удалением изношенного слоя с последующим нанесением фторсодержащего антифрикционного покрытия.
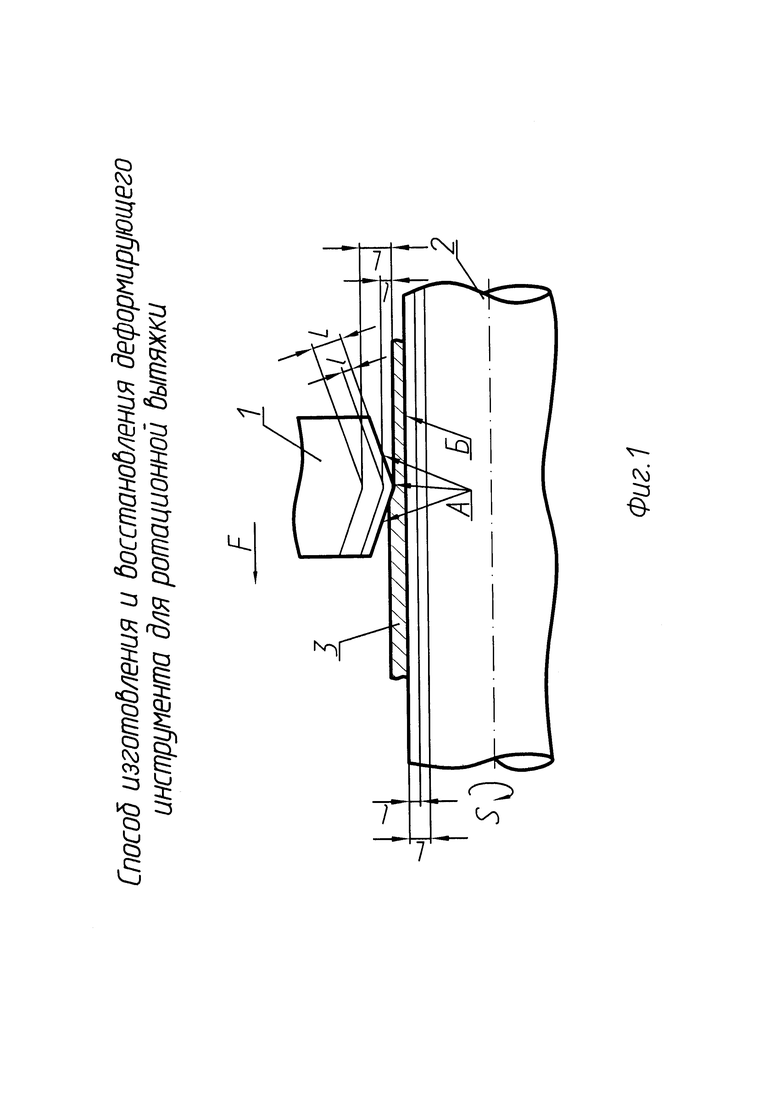
Сущность изобретения поясняется чертежом, где на фиг. 1 изображен деформирующий инструмент в виде роликов 1, оправки 2 и в процессе ротационной вытяжки заготовки 3 стальной оболочки.
Рабочие поверхности роликов обозначены А, оправки - Б, L (мм) - припуск на обработку инструмента, l (мм) - глубина изношенного слоя.
F (мм/мин) - подача роликов 1.
S (мм) - скорость вращения оправки 2 и заготовки 3.
Способ реализуется следующим образом.
Заготовки роликов из легированной стали 9ХС или 9Х ГОСТ 5950-2000 подвергают предварительной механической обработке - токарной обработке с получением наружных и внутренних посадочных размеров с припуском на дальнейшую обработку.
Затем деформирующие ролики подвергают термоупрочнению закалкой и отпуском в электрических камерных печах до твердости 58-65 HRC и окончательной механической обработке с образованием посадочных мест шлифованием на шлифовальных станках и токарной обработкой рабочих поверхностей с последующей их полировкой в приспособлении к токарному станку до чистоты поверхности Ra 3,2.
В заключение на рабочие поверхности роликов наносится фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180.
Заготовки оправок - из легированной стали типа 9ХС, 9Х подвергают предварительной токарной обработке с получением наружных и посадочных размеров с припуском на дальнейшую обработку.
Затем оправку подвергают термоупрочнению индукционным методом с нагревом токами высокой частоты передвижным индуктором и охлаждением охлаждающим устройством.
После термоупрочнения оправка получает твердость 54-60 HRC.
Затем оправку подвергают окончательной токарной по посадочным местам и шлифовальной обработке по рабочей поверхности на токарных и шлифовальных станках и нанесению на рабочую поверхность фторсодержащего антифрикционного покрытия.
Как вариант, на рабочие поверхности деформирующего инструмента, выполненного в виде роликов и оправки, после окончательной механической обработки напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на установках для нанесения износостойких покрытий типа ВПТ-011 путем осаждения этих соединений в виде однослойных, многослойных и наноструктурированнных композиций с регулируемым соотношением компонентов, что обеспечивает получение оптимальных характеристик для деформирующего инструмента, используемого при ротационной вытяжке стальных оболочек.
Затем на рабочие поверхности роликов наносится фторсодержащее антифрикционное покрытие.
В процессе ротационной вытяжки стальных осесимметрических заготовок 3 оболочек (фиг. 1) происходит износ рабочих поверхностей роликов 1 и оправки 2 на величину 1 мм.
Восстановление рабочих поверхностей А роликов и оправки Б осуществляют механической обработкой - токарной и полировальной обработкой рабочих поверхностей роликов 1 и шлифовальной обработкой оправки 2 с последующим нанесением фторсодержащего антифрикционного покрытия.
Количество восстановительных операций n рассчитывают по формуле
,
где L (мм) - величина припуска на обработку,
 (мм) - глубина изношенного слоя.
(мм) - глубина изношенного слоя.
Как вариант, деформирующий инструмент, выполненный в виде роликов и оправки, восстанавливают удалением изношенного слоя токарной, полировальной и шлифовальной обработкой до чистоты рабочих поверхностей Ra 3,2 с последующим нанесением износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si в установках для нанесения износостойких покрытий типа ВПТ-011.
Затем на рабочие поверхности наносится фторсодержащее антифрикционное покрытие.
Пример.
Заготовки роликов из легированной стали 9ХС или 9Х ГОСТ 5950-2000 подвергают предварительной токарной обработке.
Затем выполняют термоупрочнение заготовок объемной закалкой и отпуском с нагревом в камерных электропечах до твердости 58-65 HRC, и окончательную токарную обработку и полировку рабочей поверхности А (фиг. 1), токарную обработку торцевых поверхностей и шлифовальную обработку посадочного отверстия.
После этого на рабочие поверхности роликов наносится фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180 путем обработки эпиламом «Автокон - 05» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-05 ТУ 6-02-1229-82, представляющие собой раствор кислоты 6 МФК-180 ТУ 2154-012-27991970-95 во фторсодержащих растворителях.
Заготовки оправки из легированной стали 9ХС или 9Х ГОСТ 5950-2000 подвергают предварительной токарной обработке.
Затем выполняют термоупрочнение заготовки закалкой до 54-60 HRC индукционным методом с нагревом токами высокой частоты и окончательной шлифовальной обработке рабочей поверхности Б (фиг. 1) до чистоты Ra 3,2 и токарной обработке посадочных мест.
В заключение рабочую поверхность оправки обрабатывают фторсодержащей антифрикционной композицией - эпиламом «Автокон - 05» ТУ 2229-008-27991970-95 или, как вариант, смазочной композицией 6 СФК-180-05 ТУ 6-02-1229-82.
Как вариант, на рабочие поверхности роликов и оправки после окончательной механической обработки напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si в установках для нанесения износостойких покрытий ВПТ-011.
Получают слой толщиной 3-5 мкм с твердостью 3000-3500 HV.
Основной слой металла роликов и оправки имеет, соответственно, твердость 58-65 HRC и 54-60 HRC.
Затем рабочие поверхности роликов и оправки обрабатывают фторсодержащей антифрикционной композицией - эпиламом «Автокон - 05» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Восстановление рабочих поверхностей инструмента роликов и оправки осуществляют удалением изношенного слоя на глубину изношенного слоя токарной, полировальной и шлифовальной обработкой до чистоты рабочих поверхностей Ra 3,2 и с последующим нанесением фторсодержащего антифрикционного покрытия путем обработки эпиламом «Автокон - 20» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Припуск на восстановление роликов задают равным L=50 мм (фиг. 1) и при глубине изношенного слоя l=5 мм количество восстановлений  .
.
Припуск на восстановление оправки задают равным L=5 мм и при глубине изношенного слоя l=1 мм количество восстановлений  .
.
Как вариант, восстановление деформирующего инструмента - роликов и оправки выполняют удалением изношенного слоя токарной обработкой и полировкой рабочих поверхностей роликов и шлифовальной обработкой рабочей поверхности оправки до чистоты Ra 3,2 с последующим нанесением износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si в установке ВПТ-011 и обработкой рабочих поверхностей фторсодержащей антифрикционной композицией - эпиламом «Автокон - 05» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Изобретение может быть использовано при ротационной вытяжке осесимметричных стальных оболочек деформирующим инструментом, изготовленным предлагаемым способом.
Указанный положительный эффект подтвержден испытаниями деформирующего инструмента - роликов и оправки, изготовленных по данному способу.
Выполнение способа изготовления и восстановления деформирующего инструмента для ротационной вытяжки в соответствии с изобретением позволяет повысить срок службы роликов и оправки, точность и качество поверхности обрабатываемых оболочек и повысить производительность процесса ротационной вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления деформирующего инструмента для ротационной вытяжки | 2017 |
|
RU2679018C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
| Способ изготовления стальных тонкостенных оболочек сосудов высокого давления | 2019 |
|
RU2710285C1 |
| Способ изготовления осесимметричных тонкостенных оболочек | 2021 |
|
RU2773976C1 |
| Способ изготовления тонкостенных осесимметричных оболочек из алюминиевых сплавов | 2024 |
|
RU2836400C1 |
| Способ изготовления осесимметричных оболочек | 2022 |
|
RU2780417C1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |
Изобретение относится к области обработки металлов давлением, а именно к изготовлению деформирующего инструмента для ротационной вытяжки полых осесимметричных оболочек из малоуглеродистых, высокоуглеродистых и легированных сталей. Заготовку из легированной стали типа 9ХС, 9Х подвергают предварительной механической обработке, термоупрочнению, окончательной механической обработке и нанесению на рабочие поверхности фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180. Повышается точность и качество обработанной поверхности оболочек. 3 з.п. ф-лы, 1 ил.
1. Способ изготовления деформирующего инструмента с фторсодержащим антифрикционным покрытием для ротационной вытяжки, включающий предварительную механическую обработку заготовок из легированной стали типа 9ХС или 9Х, ее термоупрочнение, окончательную механическую обработку заготовки и нанесение на ее рабочие поверхности в качестве фторсодержащего антифрикционного покрытия перфторкислоту марки 6 МФК-180.
2. Способ по п. 1, отличающийся тем, что при изготовлении деформирующего инструмента в виде ролика термоупрочнение заготовки осуществляют объемной закалкой и отпуском до твердости HRC 58-65.
3. Способ по п. 1, отличающийся тем, что при изготовлении деформирующего инструмента в виде оправки термоупрочнение заготовки осуществляют до твердости HRC 54-60 индукционным методом с нагревом токами высокой частоты.
4. Способ по п. 1, отличающийся тем, что перед нанесением упомянутого фторсодержащего антифрикционного покрытия на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si.
| СТАТЬЯ "СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ РИФЛЕНЫХ ВАЛКОВ ШТРИПСОВОГО СТАНА", ОТРАСЛЕВОЙ СБОРНИК НАУЧНЫХ ТРУДОВ "ТЕОРИЯ И ТЕХНОЛОГИЯ ПРОКАТА" МИНИСТЕРСТВО ЧЕРНОЙ МЕТАЛЛУРГИИ СССР, Г.ХАРЬКОВ, 1984, С.89-94, РИС.1-4 | |||
| Способ изготовления оправок | 1979 |
|
SU818684A1 |
| СПОСОБ ОБРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА | 2004 |
|
RU2277607C2 |
| US6482470 B1, 19.11.2002. | |||

