4 ОО
s|
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| Способ получения отливок с полостью @ -1 | 1962 |
|
SU942320A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| Прибыль для отливок | 1987 |
|
SU1477508A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2007 |
|
RU2356689C1 |
| Литниковая система | 1981 |
|
SU1014629A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Устройство для отрезки прибылей отливок | 1979 |
|
SU854630A1 |
| Литниковая система | 1979 |
|
SU801969A1 |
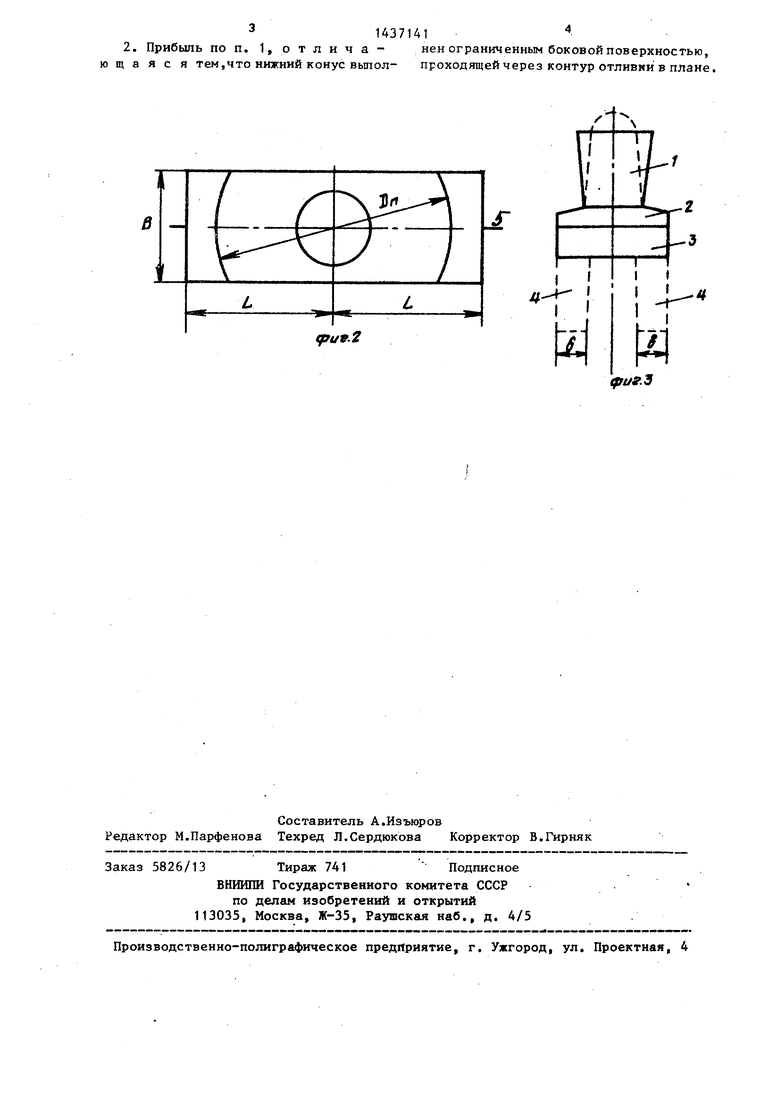
Изобретение относится к литейному производству, в частности к производству отливок типа горизонтальных: плит из сплавов с высокой объемной усадкой. Прибыль выполнена в виде верхнего 1 и нижнего 2 ных конусов, расположенных над гори- зонтальным участком отливки 3, которая может содержать вертикальные ребра 4. Диаметр нижнего основания D 2 L (3,6-6,0)S ; диаметр общего основания d (2,5-4,5)5; высота нижнего конуса h (0,5-2,5) ; общая высота прибыли Н (3,2-7,5) 6 ; где L - наибольшее расстояние от центра отливки (теплового узла) до торца или расстояние между узлами} J - толщина отливки. Нижний конус прибыли выполнен ограниченным боковой поверхностью, проходящей через контур отливки в плане. Прибыль позволяет сни- § зить расход металла на литниково-пи- тающую систему при изготовлении отли- // вок типа плит, брусков и их сочетаний на 25-30%. l з.п. ф-лы, 3 кл.
epuf.l
Изобретение относится к литейном) производству, а именно к производсг- ву отливок типа горизонтальных плит, брусков и их сочетаний из сплавов с высокой объемной усадкой (сталь, медные и алюминиевые сплавы)
Цель изобретения - повьшение качества отливок и снижение расхода металла на прибьти.
На фиг, 1 изображена предлагаемая прибыль} на фиг. 2 - то же, вид свер ху, на фиг.З - то же, вид сбоку : Прибыль (фиг,1) содержит верх- : НИИ 1 и нижний 2 усеченные конусы, :горизонтальньй участок отливки 3, :вертикальные ребра 4 отливки (штрихами) , ПрибыльJвьтолненная в виде двух последовательно расположенных I по высоте усеченных конусов, имеет размеры диаметров: нижнего (Вц) и общего (d) оснований, и высоты нижнего усеченного конуса (h) соответственно 2L-(3,6-6,0)5; (,5)& ,и (0,5-2,5) при общей высоте при- (Н) равной ()S , где L - наибольшее расстояние от оси прибыли до торца отливки или блияс йшего горячего узла, м;S - толщина лимитирую35
40
щей части отливки, м. Задача расши- 0 разрезали пилой по продольной оси, рения радиуса действия прибыли решается посредством увеличения нижнего конуса до соответствующих размеров. Нижний конус прибыли позволяет расии- рить радиус ее действия на расстояние 2 L - (1,6-4,0)8 за счет увели- ения диаметра нижнего основания (С,,)) до 2L-(3,6-6,0)В, Высота нижнего конуса (h) (0,5-255)5 и диаметр общего основания (d) (2,5-4,5)§ позволяют сконцентрировать усадочнью дефекты в верхней части прибыли.
При значениях нижнего основания нижнего конуса (DH) меньше 2L-6jOa ;в осевой части отливки за пределаш нижнего конуса появляется усадочная :пористость, а увеличение его более :2L-3,68 нецелесообразно по экономическим причинам.
Диаметр общего основания (d) ограничен с одной стороны тем, что при значениях меньше 2,5 о в прибыли на границе с отливкой появляется BTopi;i4Линия реза указана позицией 5 на фиг о 2. Визуально устанавливали нал чие пористости и расположение усад ных раковин в теле отливки.
Применение в производстве предл гаемой конструкции прибыли для изг товления отливок типа плит, бруско и их сочетаний с развитой горизон тальной поверхностью позволяет сни зить расход металла на литниково- питающую систему на 25-35% без сни жения качества литых деталей,
Формула изобретени
45
ная раковина,, а при значениях больше
4,5 8 резко увеличивается расход конуса - (0,5-2,5) S j общая высота
талла без заметного изменения плот- прибьши - (3,2-7,5); где L - наи- ности отливки,большее расстояние от вертикальной
Нижний предел высоты (h) нижнего оси прибыли до тор-ца отливки,S - тол- усеченного конуса ограничен потому, щина отливки.
что при значениях его меньше 0,58 нарушается направленность затвердевания отливки длинной более 108 и появляется осевая пористость в от- ливке на расстоянии (3-4) S от прибыли. При увеличении высоты нижнего усеченного конуса более 2,55 плотность отливки не повьппается, а запас плотного g метатша в прибыли выходит за пределы норм.
Общая высота прибыли (Н) при регламентированном диаметре общего основания (d) определяет запас жидкого g металла в прибыли,, При высота Н менее 3,2 о раковина в прибыли смещается в сторону отливки и уменьшается запас плотного металла до значений ниже минимально допустимых, а при Н более 7,55 запас плотного металла в прибыли становится выше максимально допустимого.
Конструкция прибыли опробована в лабораторных условиях на отливках двух типов; тип I - плита сразмера- ми. L 110 мм (фиг.1); В 60 мм/ О 20 мм тип II - плита с ребрами (фиг.1 штрихами), а 60 мм.
Отливки после полного охлаждения
0
разрезали пилой по продольной оси,
Линия реза указана позицией 5 на фиг о 2. Визуально устанавливали наличие пористости и расположение усадочных раковин в теле отливки.
Применение в производстве предлагаемой конструкции прибыли для изготовления отливок типа плит, брусков и их сочетаний с развитой горизон тальной поверхностью позволяет снизить расход металла на литниково- питающую систему на 25-35% без снижения качества литых деталей,
Формула изобретения
конуса - (0,5-2,5) S j общая высота
31437141
ю щ а я с я тем,что нижний конус вьшол- проходящей через контур отливки в плане.
pU9.2
„4
| Василевский П.Ф | |||
| Технология стального литья | |||
| М., 1974, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
