Изобретение относится к черной металлургии и может быть использовано при механизации процесса выборочной огневой зачистки металла в прокатных и сталеплавильных цехах металлургических заводов.
Целью изобретения является повышение производительности, качества зачищенной поверхности металла и обе спечёние выборочной зачистки поверхности металла.
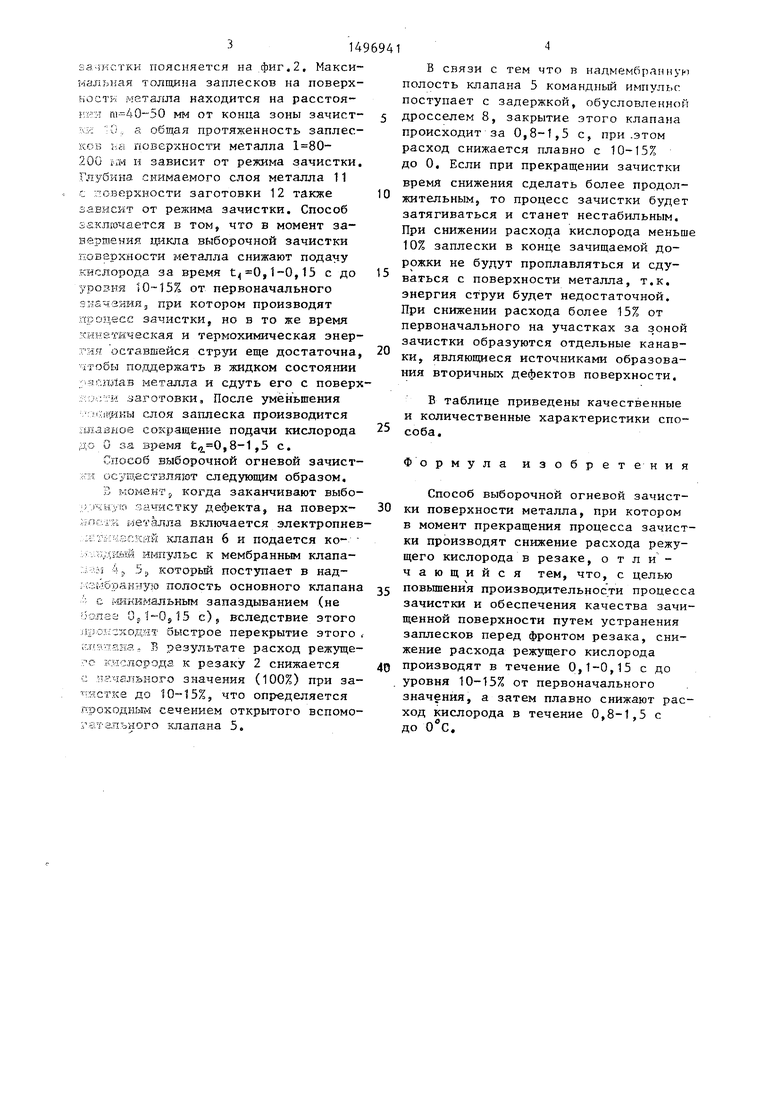
На фиг.1 показано устройство для реализации способа зачистки ме алла; на фиг.2 - режущая головка и заплеск металла, образующегося перед фронтом зачистки; на фиг.З - изменение расхода кислорода во времени и конце цикла выборочной зачистки.
Устройство для осуществления способа состоит из головки т, параллель.но которой расположены резаки 2 для формирования струи режущего кислорода 3. К каждому отдельному резаку кислород подается через автоматические мембранные клапаны, один из которых основной 4, а другой вспомогательный 5. Управление этими клапанами осуществляется посредством электропневматического клапана 6. Кислород к мембранным клапанам подается из общего коллектора 7, вьщержку времени ,8-1,5 с осуществляют за счет дросселя 8, установленного на импульсной линии перед мембранным клапаном 5. Характер образования заплесков на поверхности металла 9 перед зоной
4i
Од Ф
314
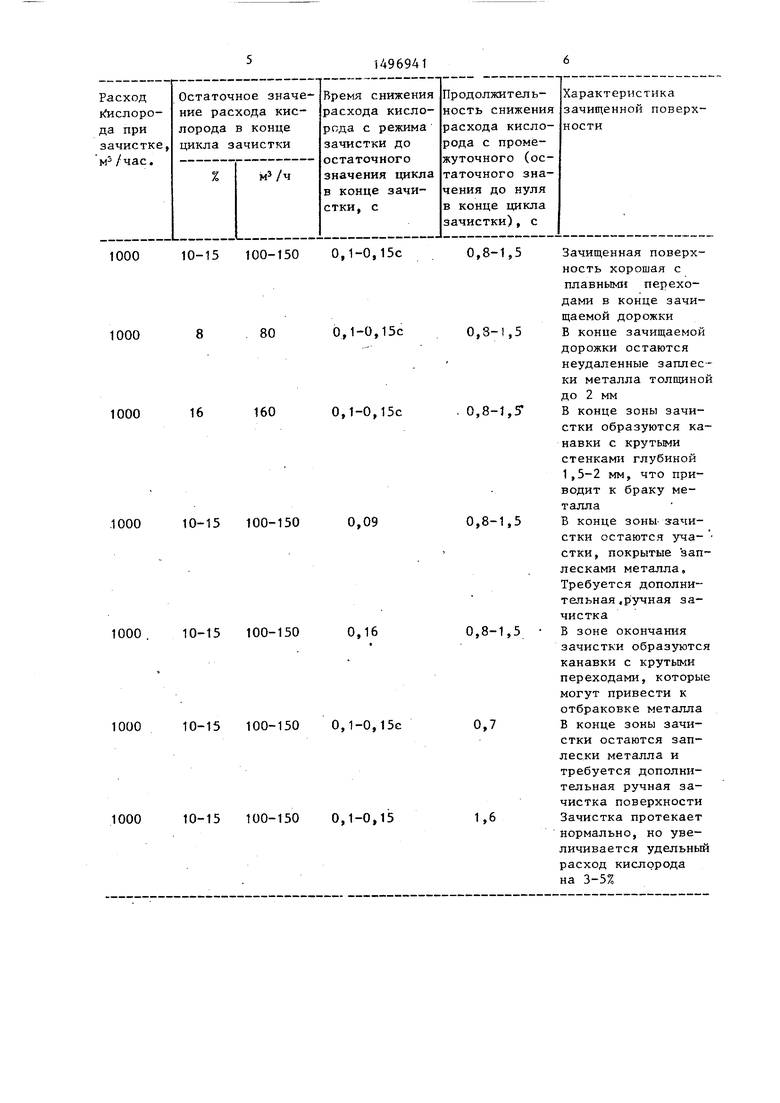
за кстки поясняется на фиг.2, Максимальная толщина заплесков на поверхность: металла находится на расстоя- ке- Я rii--40 50 мм от конца зоны зачнет- ftj;-; : ( , а общая протяженность заплес- коз he; поверхности металла 200 ьгм н зависит от режима зачистки. Глубина снимаемого слоя металла 11 с ловерхности заготовки 12 также зависит от режима зачистки. Способ заключается в том, что в момент завершения цикла выборочной зачистки поверхности металла снижают подачу кислорода за время ,1-О,15 с до уровня 10-15% от первоначального экачзнияз при котором производят процесс зачистки, но в то же время кинетическая и термохимическая энергия оставшейся струи еще достаточна, чтобы поддержать в жидком состоянии /лав металла и сдуть его с поверхч заготовки. После уменьшения I 1.икы слоя заплеска производится rj.jJHoe сокращение подачи кислорода G за время ,8-1,5 с.
Способ выборочной огневой зачист- осуш,ествля5зт следующим образом.
В момент 5 когда заканчивают выбо- -; зачистку дефекта, на поверх- нпсгк металла включается электропнев я:т счзекйй клапан 6 и подается ко- :. Лf :кafй. ИЕ 1ульс К мембранным клапа- :д- .м 4,, 5э которьш поступает в над- ; .::;м6ракную полость основного клапана : с Ё инимальным запаздыванием .(не бол г а Oj, l-OjIS с) вследствие этого ,;Ш:о ;;:::ходнт быстрое перекрытие этого ;;:т а тана, В результате расход режуще- { с в ислорода к резаку 2 снижается с игчй.пьного значения (100%) при за- шстке до 10-15%, что определяется л.роходньш сечением открытого вспомо- гатапьного клапана 5.
В связи с тем что в надмембраннус полость клапана 5 командный импул1: п поступает с задержкой, обусловленнор : дросселем 8, закрытие этого клапана происходит за 0,8-1,5 с, при .этом расход снижается плавно с 10-15% до 0. Если при прекращении зачистки время снижения сделать более продолжительным, то процесс зачистки будет затягиваться и станет нестабильным. При снижении расхода кислорода меньш 10% заплески в конце зачищаемой дорожки не будут проплавляться и сдуваться с поверхности металла, т.к. энергия струи будет недостаточной. При снижении расхода более 15% от первоначального на участках за зоной зачистки образуются отдельные канавки, являющиеся источниками образования вторичных дефектов поверхности.
В таблице приведены качественные и количественные характеристики способа.
Ф о рмула изобретения
Способ выборочной огневой зачистки поверхности металла, при котором в момент прекращения процесса зачистки производят снижение расхода режущего кислорода в резаке, отличающийся тем, что, с целью повьшения производительности процесс зачистки и обеспечения качества зачищенной поверхности путем устранения заплесков перед фронтом резака, снижение расхода режущего кислорода производят в течение 0,1-0,15 с до уровня 10-15% от первоначального значения, а затем плавно снижают расход кислорода в течение 0,8-1,5 с до О с.
1000 10-15 100-150 О,1-0,15с
1000
80
0,1-0,15с
1000
16
160
О,1-0,15с
.1000 10-15 100-150
0,09
1000 10-15 100-150
0,16
1000 10-15 100-150 О,1-0,15с
1000 10-15 100-150 0,1-0,15
,8-1,5
,8-1,5
,8-1,5
,8-1,5
,8-1,5
0,7
1,6
Зачищенная поверхность хорошая с плавными переходами в конце зачищаемой дорожки В конце зачищаемой дорожки остаются неудаленные заплес- ки металла толщиной до 2 мм
В конце зоны зачистки образуются канавки с крутыми CTeHKaMii глубиной 1,5-2 мм, что приводит к браку металла
В конце зоны- зачистки остаются уча- стки, покрытые зап лесками металла. Требуется дополнительная, ручная зачистка
В зоне окончания зачистки образуются канавки с крутыми переходами, которые могут привести к отбраковке металла В конце зоны зачистки остаются зап- лески металла и требуется дополнительная ручная зачистка поверхности Зачистка протекает нормально, но увеличивается удельный расход кислорода на 3-5%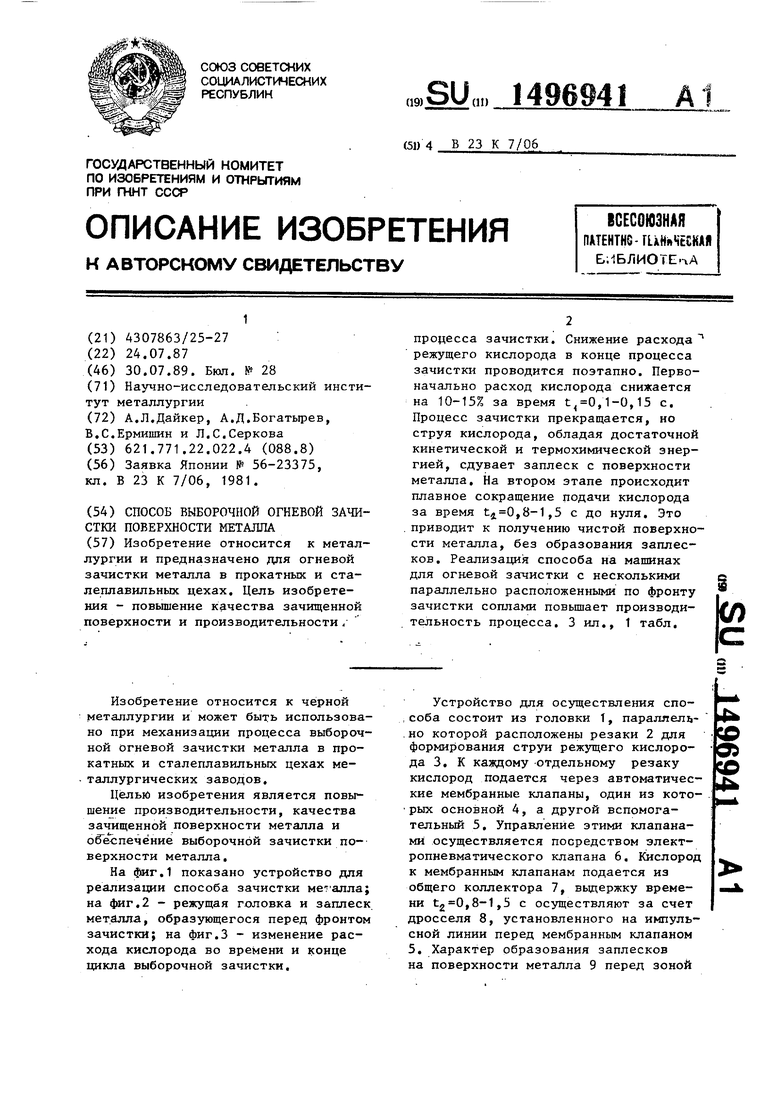
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для огневой зачистки дефектов поверхности металла | 1986 |
|
SU1349920A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Способ огневой зачистки | 1987 |
|
SU1532218A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
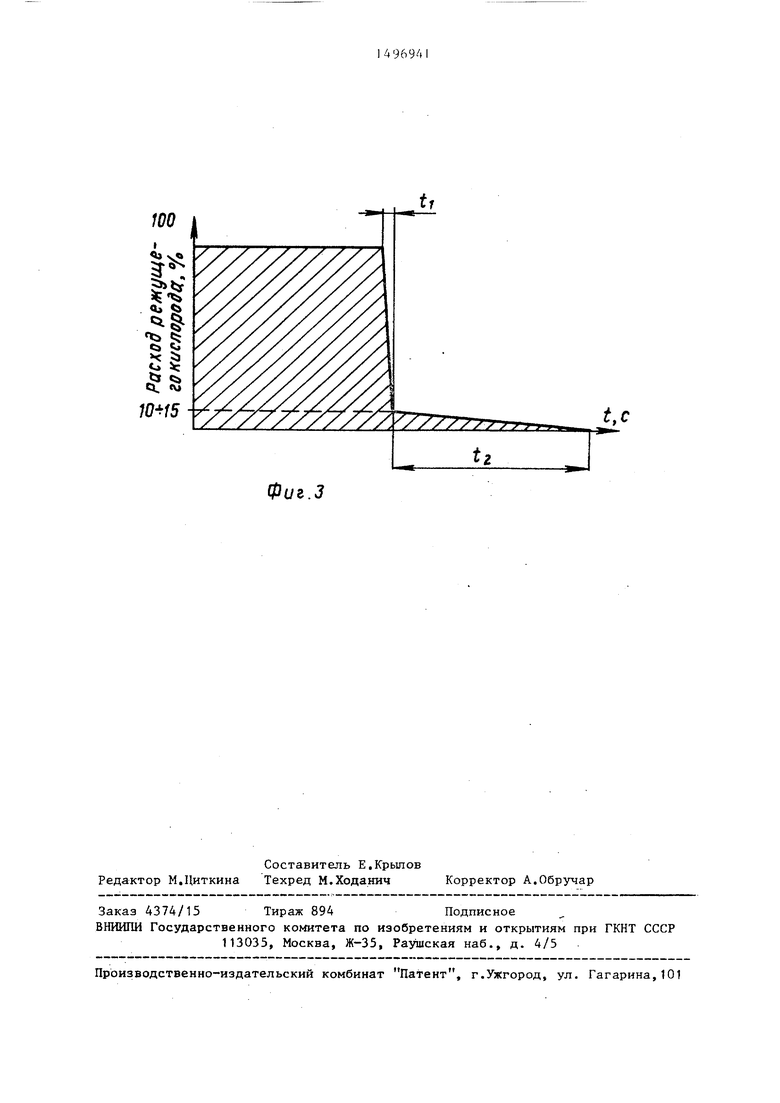
Изобретение относится к металлургии и предназначено для огневой зачистки металла в прокатных и сталеплавильных цехах. Цель изобретения - повышение качества зачищенной поверхности и производительности процесса зачистки. Снижение расхода режущего кислорода в конце процесса зачистки проводится поэтапно. Первоначально расход кислорода снижается до 10-15% за время T1=0,1-0,15 с. Процесс зачистки прекращается, но струя кислорода, обладая достаточной кинетической и термохимической энергией, сдувает заплеск с поверхности металла. На втором этапе происходит плавное сокращение подачи кислорода за времяТ2=0,8-1,5 с до нуля. Это приводит к получению чистой поверхности металла, без образования заплесков. Реализация способа на машинах для огневой зачистки с несколькими параллельно расположенными по фронту зачистки соплами повышает производительность процесса. 3 ил. 1 табл.
Фиг.З
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
