Изобретение относится к газопламенной обработке металлов и может быть использовано в металлургической промышленности и тяжелом машиностроении при удалении отдельных дефектов на 5 поверхности заготовки.
Известно устройство для поверхностной огневой зачистки металлических заготовок, в котором реализован способ огневой зачистки, заключаю- ю щийся в том, что к месту начала зачистки подают трубчатый электрод и возбуждают дугу между электродом и заготовкой. При этом через трубчатый электрод подают струю кислорода, 15 а затем заготовку перемещают относительно зачищающей струи кислорода 1.
Известен также способ огневой зачистки поверхности металлической заготовки, при котором к месту нача- 20 ла зачистки подают нагретый до температуры воспламенения в кислороде конец провслоки, затем под острым углом к обрабатываемой поверхности к месту начала зачистки подают 25
зачищающую струю кислорода, а заготовку перемещают относительно струи 2.
Однако этот способ требует остановки относительного перемещения заготовки и зачищающей струи, что снижает производительность.
Цель изобретения - обеспечение начала зачистки без остановки перемещения заготовки относительно зачищающей струи.
Указанная цель достигается за счет того, что согласно способу, при котором к месту начала зачистки подают нагретый до температуры воспламенения в кислороде конец проволоки, затем под острым углом к обрабатываемой поверхности к месту начала зачистки подают зачищающую струю кислорода, а заготовку перемещают относительно струи, в точку на поверхности обрабатываемой заготовки, расположенную на расстоянии от 1 до 15 см за упомяну- тым концом проволоки, в момент соприкасания этого конца проволоки с поверхностью заготовки подают допол-
- ; :;;:) у ID ; MCJiopo/i:V .,-,:, , ..й.пней
:::-:./:: -50Л2е Пи:;ОКОЙ. . . :Ч;г : IJit-H СТруи КИСЛОрОПУ , ПС.- ;.;О
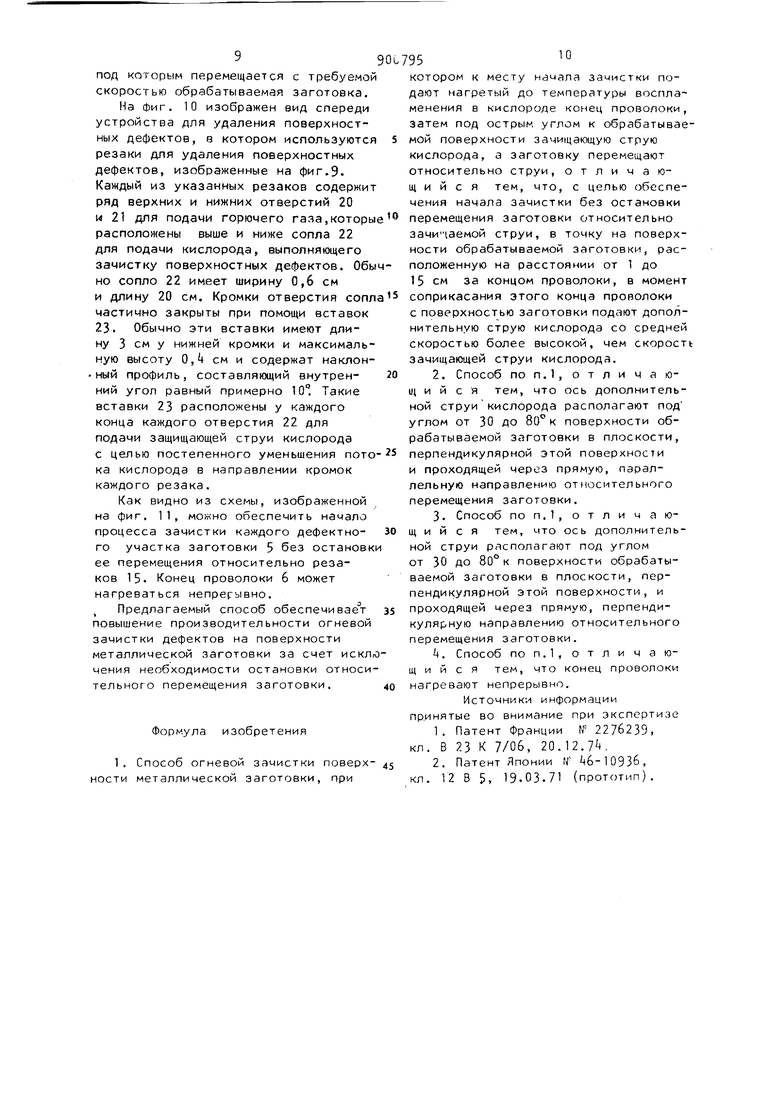
:ель;-;ой струи кислорода ;;:спола /::i;oT .юд углом от 30 до 80 и иззерх;-1ОСТ 1 обпабатыйэемой заготовки в мг;ос: ост -, перпендикулярной зтой позер ч-юсгм и проходящей через прямую, параллельную направлению относитель;- Ого перемещения заготовки, а ось дополнительной струи располаггзют Лод углом от 30 до 8G° поверхности обрзбатыааемой заготовки в плоскости, гер1;ендикулярной поверхности и проходящей через прямую, перпендикулярную напраалению относительного переменв; 11-1Я заготовки, причем конец r::-oBO;Oi ;- магрезают непрерывно. На й)/1Г- 1 изображен один из вар:-ганто8 устройства для осуществле;-; 1Я предлагаемого способа; на фиг,:-. - пид сопла для подачи зачищаю11,ей струи кислорода, на фиг, З послр:доэательность выполнения способа; на фиг, - варианты выполке;-П1Я устройства для осуществления способа; на фиг, 10 - подача зачищающих сислорода при использова™ устройства, изображенного на фи;. 3° :-i фиГо 11 - последователь.гр йстзо содерх{ит резак 1 с ря
с- -верст:;й 2 и 3 для подачи газа и соплом для подачи :.;-:оч эа.-.ц ающей струи k к об;т;а2-:ой заготовке 5i котор л .ае|СЯ от;-оситель:-ю резакг . -. -,,- -. . |л
...ч:е-.г : pGBOj OKii Ь подают i ; герх:,ости заготовки при по:-: :.;. ;т ;-к: т Со скоростью более л :со:-. хсорэсть .;аю-цей CTpvi , .п ..; .с обрабатываемой поверхг-:. Ч ДОПО.ПНИ гял;1.-;уга о Г1од углом .: ров 3
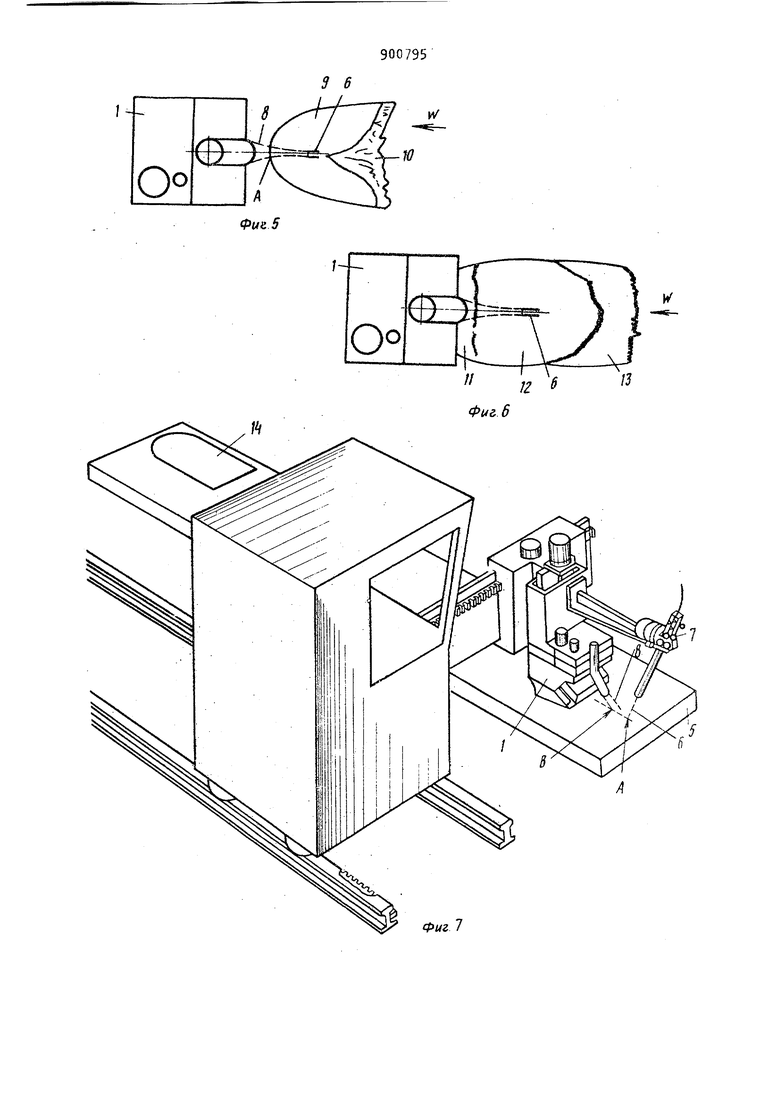
зан:-:очка 9 расплааленного мет алла 3 тэхже зона 10 с расплавленный металло-; ,: шлаком, зона 11, в которой ::;::е г-г удаление дефекта, зо -г- 12 Е :-соторой удаление дефехЛ гю производилось и зона 13 г содерма ;- смесо и1.пака v; расплавленного .:д, 3 результ -те сбоазуетсй
ппофиль ; поверхности заготовки с удаленнь.м дефектом.
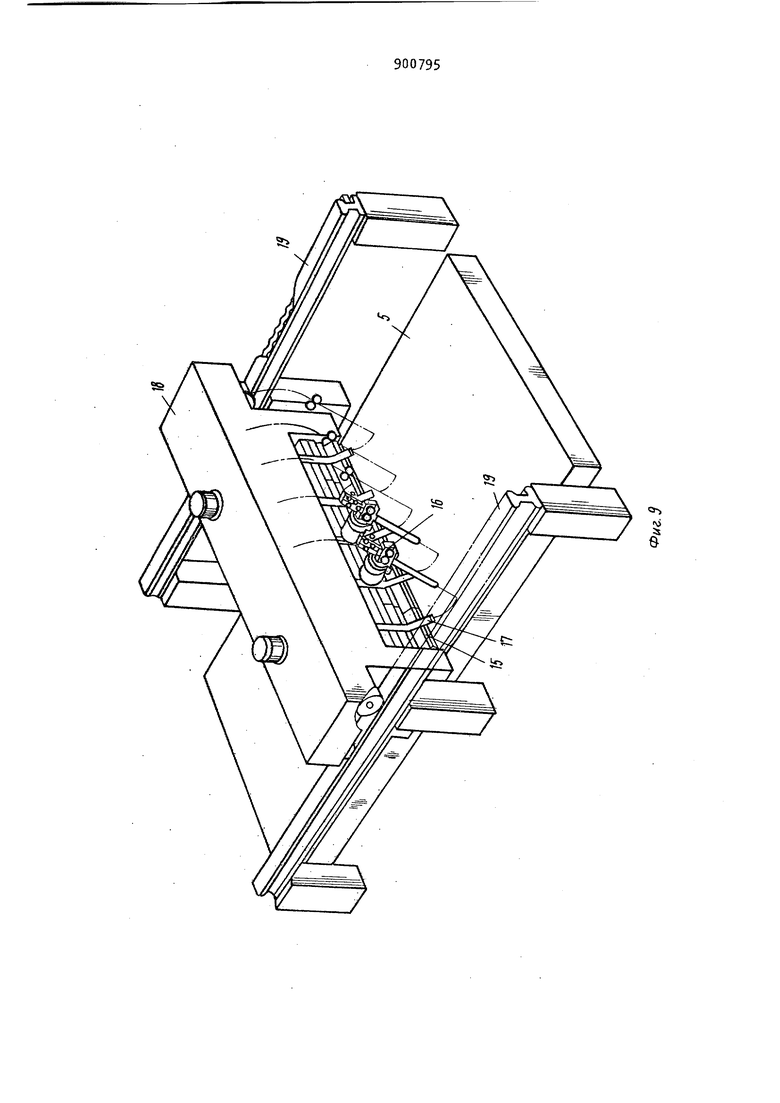
Для зачистки ряда дефектое на заготовке используют ряд резаков 15, несколько устройств 1б для подачи проволоки и сопл 17 для подачи дополнительных ctpyй 8.Эти устройства смонтированы на приводной каретке 18, размещенной на ре.льсах 13. Каждый из резаков 15 содержит отверстия 20 21 для подачи горючего гзза и сопла 22 для подачи зачищающих струй кислорода. Кромки сопл 22 содержат вставки 23.
Способ осуществляют следующим образом,
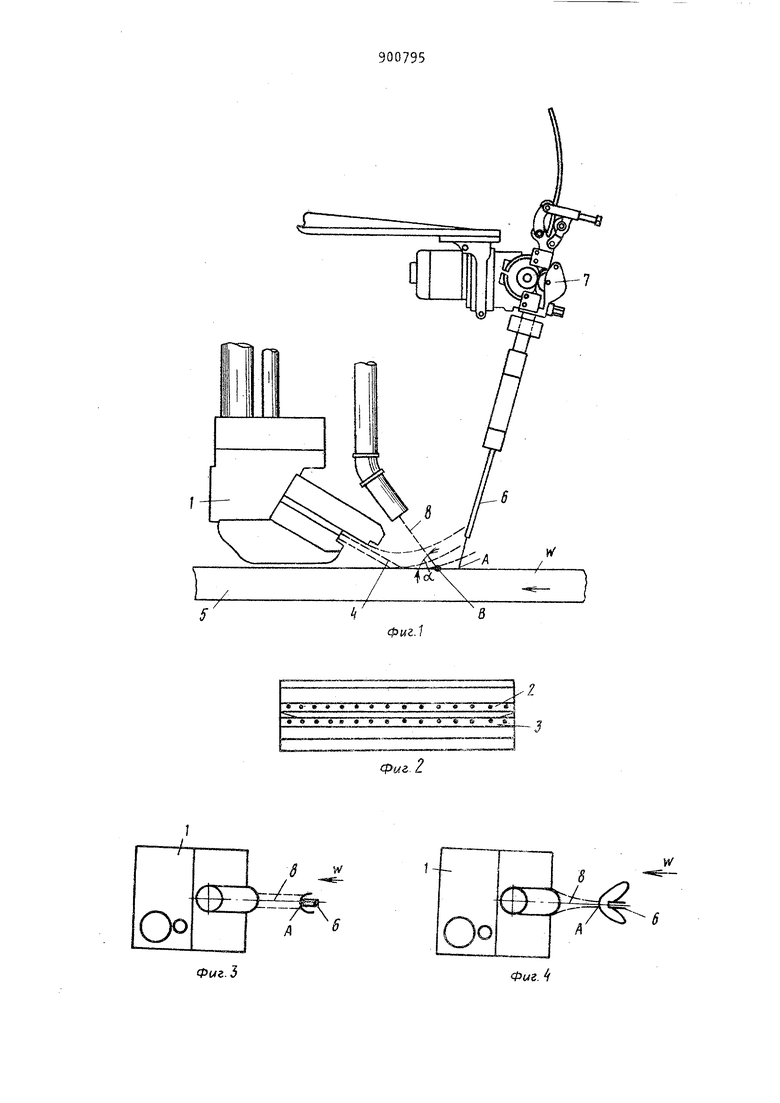
В начале восплаг-вняют горючую Сгмесь, поступающую из резака 1, выполняющего удаление поверхностных дефектов,, с образованием факелов пламени предварительного нагрева, прчем горючая смесь образуется при помощи струй горючего газа, поступающих через ряд отверстий 2 и 3 и небольшой струи кислорода (.фиг.1 и 2 Эти факелы лламени предварительного .нагрева попадают на поверхность обраоатываемой заготовки 5 м отклоняются зверх так, что они нагревают конец проволоки б до те ).1пературы восплмененгия ее в кислороде. Когда повреждеь;ная зона, на которой должно про|1сходить удаление поверхностных дефектов и которая расположена на лерекенэюидейся относительно реззка 1 со скоростью V/ обрабатываемой ;: :отов е 5: достигает точки, располоиенной . впереди от конин iipoEo.nof;M . БК.Г :01--аю механизм 7 подачи прово/С ки, в результате нагрет :: коне.л прозилсхм 6 подагггся вниз и образует прочг1Ь Й «Оптакт с поверхностью заго™ то1зки, ОйнозЕе;ленно из дополнительно:о сопла подают струю 8 кислорода с:о скоростью более высокой, чем .:.:/::орость зачищающей струи кислорс да. которая попадает на нагретую проволоку, находящуюся в контакте с поверхностью обрабатываемой заготовки. 3 результате чего на поверхности Заготовки образуется ванночка 9 расплавленного металла.
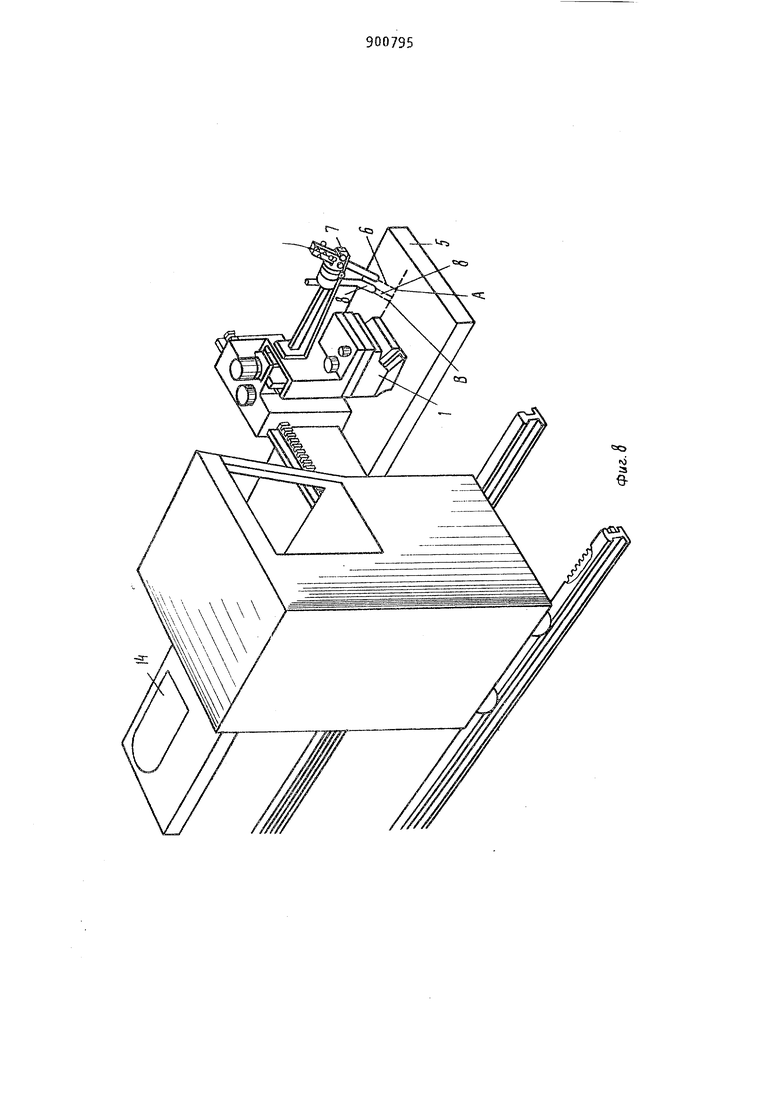
Диаметр сопла для подачи дополнитель;-;ой струи 8 составляет 1-5 см, что обеспечивает образование ванном ки расплавленного металла шириной соответственно от 5 до 35 см, Расстойние между точкой В пересечения оси дополн.и ельной струи кислорода, вытекающеи из дополнительного сопла, рабатываемой поверхностью заготовк и точкой А касания заготовки концо проволоки 6 может изменяться в пре лах от 1 до 15 см и предпочтительн составляет 5-10 см. Оптимальное расстояние между точками А и 8 зависит от угла «t- , под которым до полнительную струю 8 кислорода направляют на рабочую поверхность. Чем больше указанный угол, тем меньше расстояние между этими точками. Угол dL может изменяться в пределах от 30 до 8Q°, предпочтительно он равен 50-60°, Если уго равен 30°, расстоян 1е должно быть максимальным и составлять примерно 15 см, если угол равен 80°, используется минимальное расстояние, равное 1 см. При этом точки А и В не должны совпадать друг с другом. На фиг, 3 изоЬражен момент време ни , когда нагретый конец проволоки находится в контакте с точкой А, лежащей немного впереди от дефектной зоны на поверхности движущейся загот овки. Стрелкой указано направ ление перемещения обрабатываемой заготовки 5 со скоростью W , равной примерно 15 м/мин. Одновременно, поступающая из сопла дополнительная струя 8 кислорода вызывает воспламе нение горячего конца проволоки, находящейся в контакте с поверхностью обрабатываемой заготовки. Это, в свою очередь, расплавляет зону, окружающую точку А. Начинается обра зование ванночки 9 расплавленного металла. На Фиг, 4 изображена та же зона, что и на фиг,3, но спустя примерно 0,5 с. Поскольку стальная обрабатываемая заготовка продолжает двигаться в направлении, указанном стрелкой, ванночка расплавленного металла начинает разравниваться под воздействием струи 8 кислорода с образованием лопастеобразной формы На фиг. 5 изображена та же зона, что и на фиг, 3, но спустя 1 с Зона 9 представляет собой ванночку расплавленного металла, которая распределена на перемещающейся обрабатываемой заготовке 5 при помо щи непрерывной подачи струи В кисло рода. В это время проволоку б припо нимают. Когда ванночка расплавленного металла распределяется на максималь 956 . ную ширину, равную примерно 25 см, подачу струи 8 кислорода из сопла прекращают, и увеличивают подачу зачищающей струи кислорода из резака 1 для удаления поверхностных дефектов. Зачищающая струя 1 кислорода поддерживает ванночку расплавленного металла, продолжая образование профиля, на котором удаляются поверхностные дефекты в зоне 10, Последняя содержит расплавленный металл и шлак, находящийся поверх расплавленной стали, в которой не производили удаление поверхностнь.х дефектов и которая четко отличается от зоны 9, содержащей полностью расплавленную ванночку металла. На фиг. 6 изображен тот же вид, что и на фиг, 3 но спустя примерно ,5 с и дается представление о том, каким образом может продол- жаться реакция, В зоне 11 произошло удаление поверхностных дефектов. Зона 12 представляет собой расплавленный металл,но удаление в ней поверхностных дефектов не производилось, а зона 13 представляет собой смесь шлака и расплавленного металла на поверхности стали, не подвергаюи ейся удалению поверхностных дефектов, 6 момент времени, изображенный на фиг, 6, проволока поднята, подача струи 8 кислорода прекращена и при помощи резака 1, осуществляющего удаление поверхностных дефектов, выполнен профиль по всей ширине, на котором удалень поверхностные дефекты. Ширина профиля, образованная при помощи сопла, удаляющего поверхностные дефекты, равна ширине, на которую была распределена ванночка расплавленного металла при помощи подачи струи 8 кислорода. Зачищающую струю кислорода для удаления поверхностных дефектов подают до тех пор, пока это требуется для выполнения опера ции удаления данного дефекта. Этапы, следующие за поджиганием факелов пламени для предварительного нагрева, могут быть автоматизированы и осуществлены при помощи ряда программных устройств, реле и соленоидных клапанов, так что сигнал оператора или другой соответствующий сигнал будет включать и автоматически выполнять последовательность описанных этапов. Требуется также второй сигнал для окончания выполнения зачистки дефекта при помощи отключения или уменьшения за чищающей струи кислорода, до такой величины, которая является достэ томной только для поддержания факелов пламени предварительного нагрева, В этом состоянии устройство снова готово для выполнения удаления поверхностных дефектов. При другом способе выполнения указанных этапов осуществляется подач зачищающей струи кислорода, удалякхцая поверхностные дефекты одновременно с подачей дополнительной струи кислорода, разравнивающей ванночку расплавленного металла . На фиг, 7 изображен вариант устройства, изображенного на фиг,1, которое уст-тновлено на крони тейне с целью предоставления возможности осуществлять перемещение устройства для зачистки поверхностных дефектов как в поперечном направлении по все ширине обрабатываемой заготовки, ;так и в продольном направлении обрабатываемой заготовки. Это устройст во может быть использовано для выбороч ной зачистки поверхности дефектов, беспорядочно расположенных на поверх ности обрабатываемой заготовки, причем указанное устройство устанавливается на одной линии с поврежденной зоной, а затеи обеспечивается продол нов его перемещение над поврежденной зоной. Зона 14 представляет собо .типичный профиль,на котором пооизводи лось удаление поверхностных дефектов с помощью этого варианта устройстаз, В этом устройстве ось дополни тельной струи 8 кислорода лежит в плоскости, перпендикулярной поверхности заготовки и проходящей через прямую, параллельную направлению от носительного перемещения заготовки, 8 варианте выполнения устройства для осуществления способа; изображен ном на фиг, 8, ось дополнительной струи 8 кислорода лежит в плоскости перпендикулярной поверхности заготов ки и проходящей через прямую, перпен дикулярную направлению относительного перемещения заготовки. В этом устройстве дополнительная струя 8 кислорода направлена в точку В с правой стороны обрабатываемой заготовки 5, в результате чего в н58ночка рэсплавленно1о металла смеи|ается в направлении левой стороны заготовки, Это устройство позволяет более быстро распределять образующуюся ванночку расплавленного металла на большей плошади, в результате чего может быть образован более широкий профиль, на котором производится удаление поверхностных дефектов, по сравнению с устройством, изображенным на фиг. 7, в котором исполь-зуется сопло для подачи дополнительной струи В кислорода, имеющее такие же размеры. Струя 8 может быть также расположена слева или в любой промежуточной точке. Может быть также использована комбинация с применением двух таких сопл для подачи дополнительных струй кислорода. Устройство, изображенное на фиг.7, используется для образования ванн эмки расплавленного металла, а устройство, изображенное на фиг.8, используется Для распределения ванHO4(i- расплавленного металла, по шкрине заготовки. На фиг. 9 изображен ряд устройств, для удаления поверхностных дефектов, которые имеют сопла для выполнения выборочного многопрофильного.удаления поверхностных дефектов, по всей ширине обрабатываемой заготовки за один проход. Ряд резаков 15 для зачистки поверхностных дефектов, соответстзующие устройства i для подачи проволоки м сопле 7 дл подачи дополнительных струй да установлены неподвижно гной каретке 18, которая перс ся по рельсам 9 Устройство может перемещаться по всей длине обрабатываемой заготовки, в результате чего по всей ее ширине может производиться выборочна.ч зечиттка лоаерхностных дефектов при иор.чальной скорости резки, что обеспечивается выборочным включением каждог.э из узлов, осуществляющих удаление поверхностных дефектов. Хотя в устройстве, изображенном на фиг.9, обрабатываемая заготовка расположена неподвижно, а каретка перемещается над заготовкой, имеется возможность и в некоторых случаях является целесообразным обеспечить неподвижное положение устройства, производящего зачистку noBepxHocTHbix дефектов.
990и
под которым перемещается с требуемой скоростью обрабатываемая заготовка.
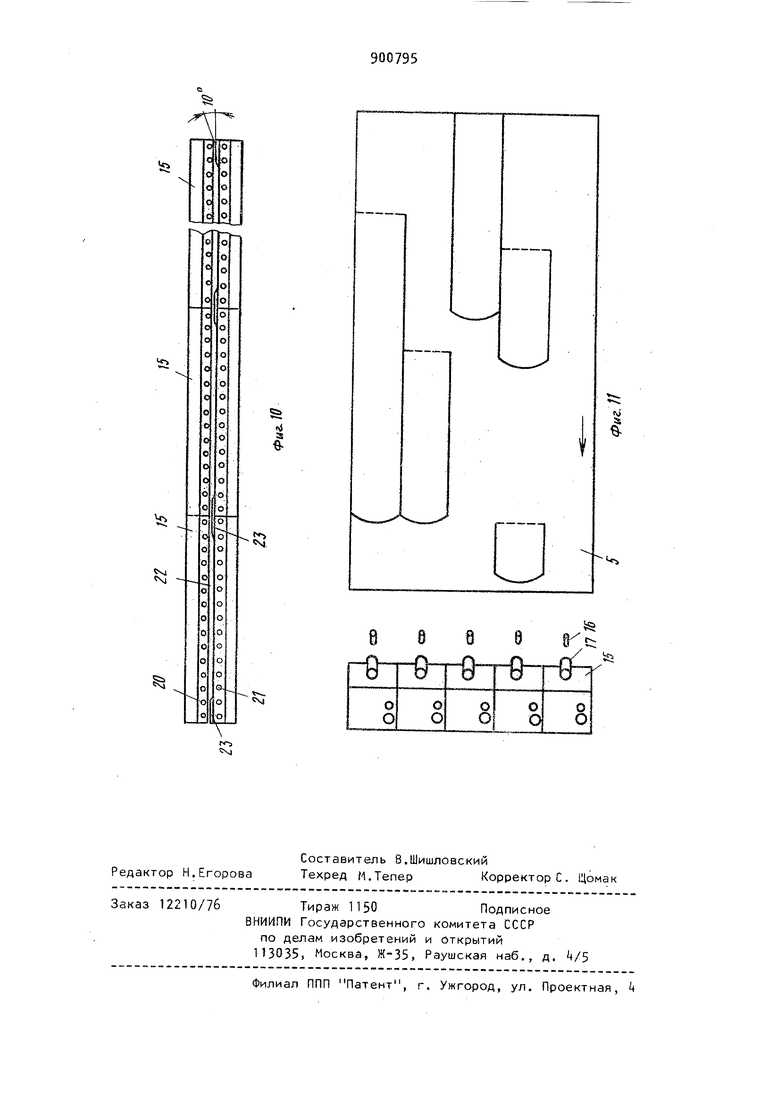
На фиг. 10 изображен вид спереди устройства для удаления поверхностных дефектов, в котором используются 5 резаки для удаления поверхностных дефектов, изображенные на фиг.9. Каждый из указанных резаков содержит ряд верхних и нижних отверстий 20 и 21 для подачи горючего газа,которые® расположены выше и ниже сопла 22 для подачи кислорода, выполняющего зачистку поверхностных дефектов. Обычно сопло 22 имеет ширину 0,6 см и длину 20 см. Кромки отверстия сопла частично закрыты при помощи вставок 23. Обычно эти вставки имеют длину 3 см у нижней кромки и максимальную высоту О, см и содержат наклонный профиль, составляющий внутрен- 20 НИИ угол равный примерно 10. Такие вставки 23 расположены у каждого конца каждого отверстия 22 для подачи защищающей струи кислороде с целью постепенного уменьшения пото-5 ка кислорода в направлении кромок каждого резака.
Как видно из схемы, изображенной на фиг. П, можно обеспечить начало процесса зачистки каждого дефектно- 30 го участка заготовки 5 без остановки ее перемещения относительно резаков 15. Конец проволоки 6 может нагреваться непрерывно.
Предлагаемый способ обеспечивае т 35 овышение производительности огневой ачистки дефектов на поверхности еталлической заготовки за счет исклюения необходимости остановки относиельного перемещения заготовки. 40
Формула изобретения
1, Способ огневой зачистки поверх- 45 ности металлической заготовки, при
10
795
котором к месту начала замистки подают нагретый до температуры воспламенения в кислороде конец проволоки затем под острым углом к обрабатываемой поверхности зачищающую струю кислорода, а заготовку перемещают относительно струи, отличающийся тем, что, с целью обеспечения начала зачистки без остановки перемещения заготовки относительно зачичаемой струи, в точку на поверхности обрабатываемой заготовки, расположенную на расстоянии от 1 до 15 см за концом проволоки, в момент соприкасания этого конца проволоки с поверхностью заготовки подают дополнительную струю кислорода со средней скоростью более высокой, чем cKopocT зачищающей струи кислорода.
2.Способ поп.1,отличающ и и с я тем, что ось дополнительной струикислорода располагают под углом от 30 до 80° к поверхности обрабатываемой заготовки в плоскости, перпендикулярной этой поверхности
и проходящей через прямую, параллельную направлению относительного перемещения заготовки.
3.Способ поп,1,отлицающ и и с я тем, что ось дополнительной струи располагают под углом
от 30 до 80°к поверхности обрабатываемой заготовки в плоскости, перпендикулярной этой поверхности, к проходящей через прямую, перпендикулярную направлению относительного перемещения заготовки.
k. Способ поп.1,отличающ и и с я тем, что конец проволоки нагревают непрерывно.
Источники информации принятые во внимание при экспертизе
1,Патент Франции W 2276239, кл. В 23 К 7/06, 20.12.7,
2.Патент Японии N- / б-ЮЭЗб, кл. 12 В 5, 19.03.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Устройство для огневой зачистки металла | 1976 |
|
SU849989A3 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ огневой зачистки | 1987 |
|
SU1532218A1 |
| Резак для механизированной огневой зачистки отдельных дефектов на поверхности металлического тела | 1976 |
|
SU858549A3 |
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
-r-y
тг
-r sr--rщ з
ери г, 2
/
,/Т /1
W
w
V)
:s
e
«.
«4l
.5 t
8018
bJ
о
о
о
о
о
О
