24
(Л
О1
оо
N3 N3
сх
Ил)б)егение (вносится к черной мета л- ., а именно к огневой :1ачистке поверхностных дефектов на металлических заготовках, и предназначено для использования при выбо)()чной О1 невой зачистке металла в прокатных цехах металлургических заводов.
Цел1, и и)претения устранение образо- вачин заплесков мета.тла на смежных по- иерхпостях, примыкающих к зачин1аемой, и повьипение качества зачистки стыковых участков за1 ()товки между зачищаемой и с м о ж н ы м и 110 ве р х но стя м и.
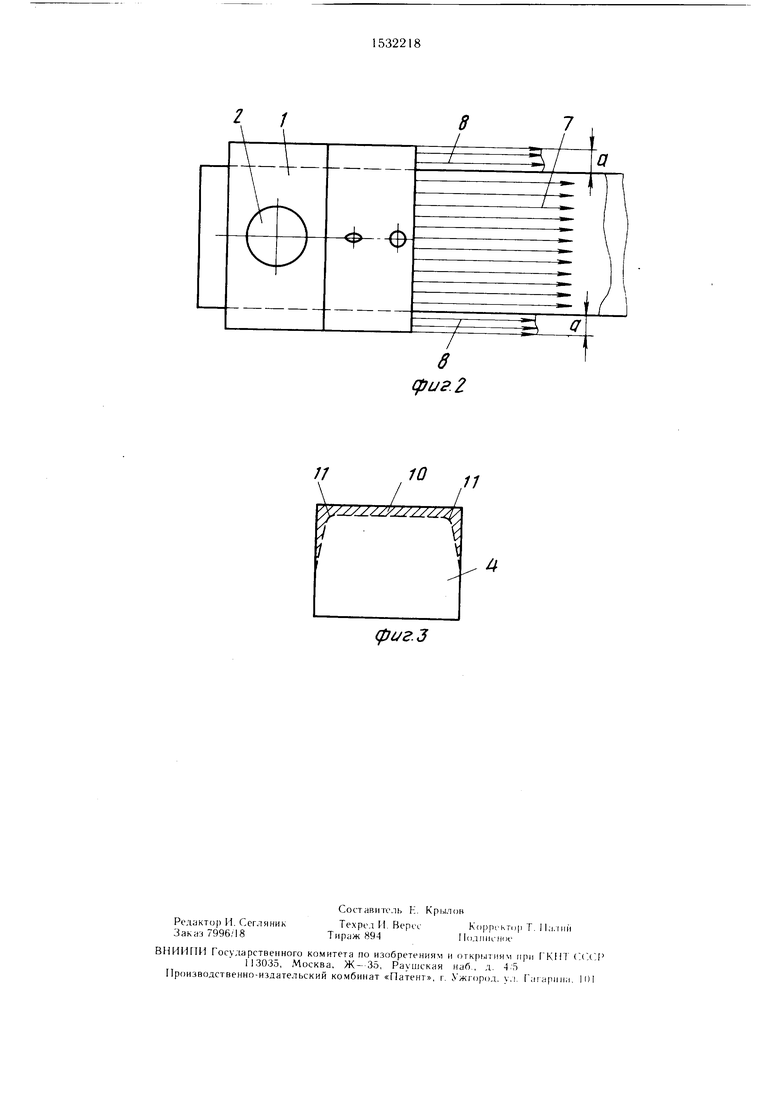
На фиг. 1 изображено устройство головки для осунк ствления предлагаемого способа огпевой зачистки, вид сбоку; на фиг. 2 гп жо, п.чан; на фиг. 3 зачищаемая заго- тивка. разрс t.
(люсоб (иневой зачистки металла осу- пи ств.1як)т с;|елук)щим образом.
Кис.юрод подаЮт в го. ювку 1 через канал 2 с сужаюищмся на конце соплом 3.
На .зачищаемую заготовку 4 подают э.чект- проволоку о и кратковременно зажигают .чектродугу между э.пектродной 11(1овол()К()й Г) и новерхностью заготовки 4.
loc/ie (а1()рания электродуги подают Mi ro.iDEiKH 1 по каналу 6 кратковременно .1()нолните.1ьную струю кислорода, а также включают основную струю режу|це1 о кислорода 7
()сповн н) сгрук) 7 кислорода нродвиг ают в 11ан|1ав,1снии по стрелке и начинают за- чпсгку н(же|)хпости заготовки 4.
11а зачищаемо пове)хности заготовки 4 cipxH рсж п1его кисло)()да делится на три ст|пи: ()споип к) струю 7 и боковые струн 8.
Основная 7 кислорода, продви1 а- ЯС1. по (()iiry .(аготовки 4, обеспечиваег (а лк тку одной верхней поверхности заго гонки 4 но Bceii ninpinie, а две 6oKOBiiLX струи S, шириною Г) 15 мм каждая, на11)авлены Ho.i 45 но отношению к верх- пси поверхности загоговки 4 так, что они об екаюг смежные с зачищаемой новерх- ности .заготовки.
В связи с тем, что боковые 8 кислорода пап)авлен1 1 из резака 1 под острым iMOM а, они laciKxiaraKjTCH сзади относи0
0
5
0
тельно активной зоны зачистки, где имеет место выброс расн. шва металла 9 на прилегающие к зачищаемой поверхности заготовки 4.
При движении заготовки 4 по направлению стрелки в процессе зачистки нео.хлаж- денные еще струи расплава металла 9 попадают в зону действия боковых струй кислорода 8, происходит их дожигание и сдув с боковых поверхностей заготовки. За счет действия основной струи 7 с зачищаемой поверхности сни.мается слой металла 10.
Одновременно ведут зачистку стыковых участков 11 между зачип1аемой и смежными поверхностями заютовки. При этом на стыковых участках 1 I сьем металла уве.тичи- вается, и тем самы.м закругляются острые кромки 11, 4T(j способствует yдaлetlию наиболее деф1 ктп|,1х участков поверхности заготовки 4.
За счег изменения нтрины перекрытия а боковых С1руй 8 кис,()ода от 5 до 15 мм ре- гу, П1рую1 сьем мета, 1,1а по высоте на поверхностях, иримыка.ющих к зачищаемой, постепенно умсн1 П ая или уве,тичнв,чя er(j по мере необходимости.
Кроме TOIO, повышается качес тво зачистки з;потовок и полностью устраняется дополнтельная обработка стыксшых участков ieia.i.ia, что, в свою очере.ть, повы- HiaeT п(к)и iHo.iii 14 льность зачистки и 2 3 риза )1 ivMiiiae ус/ювия (Jбcлyжиi aния устройств,. (.i:oco6 iipi; ,- в Н)Кс;1луатации и не (.м спеииа. подгот(.)вки рабочих.
Ф,
ч .ч
и мета,Mil, при ко- кис opij.ui iic.iaK)г (Ь ia 10 гонки V
liO
( ЛИН об (II пет i l-.i I; тором I Трч И) |lC/i, IIU I
на .3;iчи lo п. Jiif )ьггИ1 : i-ip(4i нове)х11ости 1агогонки по п|и)ннс на нгко1-()п 10 ве,;|ичину, тличат- щиися rc vi, что. г ue. ibK) устранения образо- вания .зап,1еско Meia,i,ia на .. межньгх с зачищаемой поверхностях и повьппения качества зачистки стыковых участков заготовки межд .)ачи1наемой и смежны.ми поверхностями, перек|)ьггис псюизводят на величину Г) 15 мм с каждо11 сторонь .заготовки.
д
7
а
I в сриг.2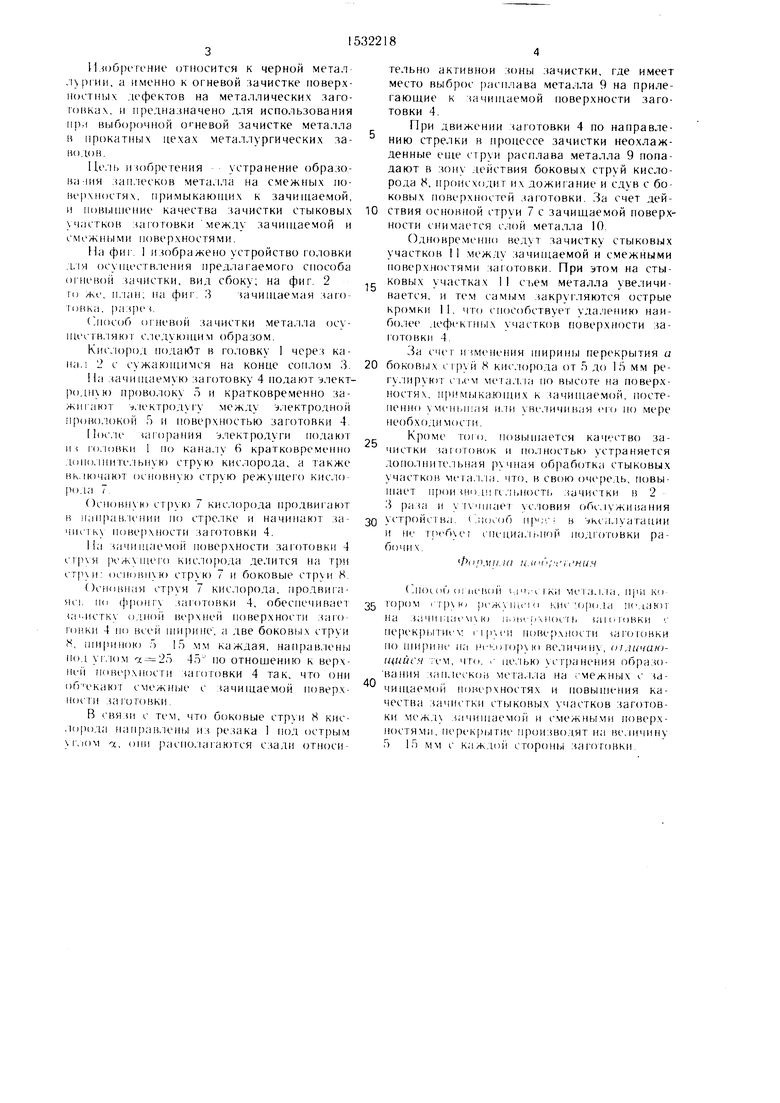
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |
| Способ выборочной огневой зачистки поверхности металла | 1987 |
|
SU1496941A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1986 |
|
SU1349920A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Способ огневой зачистки | 1985 |
|
SU1304998A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
Изобретение относится к черной металлургии и предназначено для удаления поверхностных дефектов при огневой зачистке металлических заготовок. Цель изобретения - устранение образования заплесков металла на смежных поверхностях, примыкающих к зачищаемой, и повышение качества зачистки стыковых участков заготовки между зачищаемой и смежными поверхностями. Струя 8 кислорода подается на зачищаемую поверхность заготовки 4 с перекрытием по ширине заготовки на 5 - 15 мм с каждой стороны по фронту зачистки. За счет перекрытия струя делится на три: основную 7 и боковые 8. Основная струя обеспечивает зачистку верхней поверхности заготовки по всей ширине. Боковые струи 8 обтекают смежные с зачищаемой поверхности заготовки и сдувают с них струи расплавленного металла, полученные от действия основной струи. 3 ил.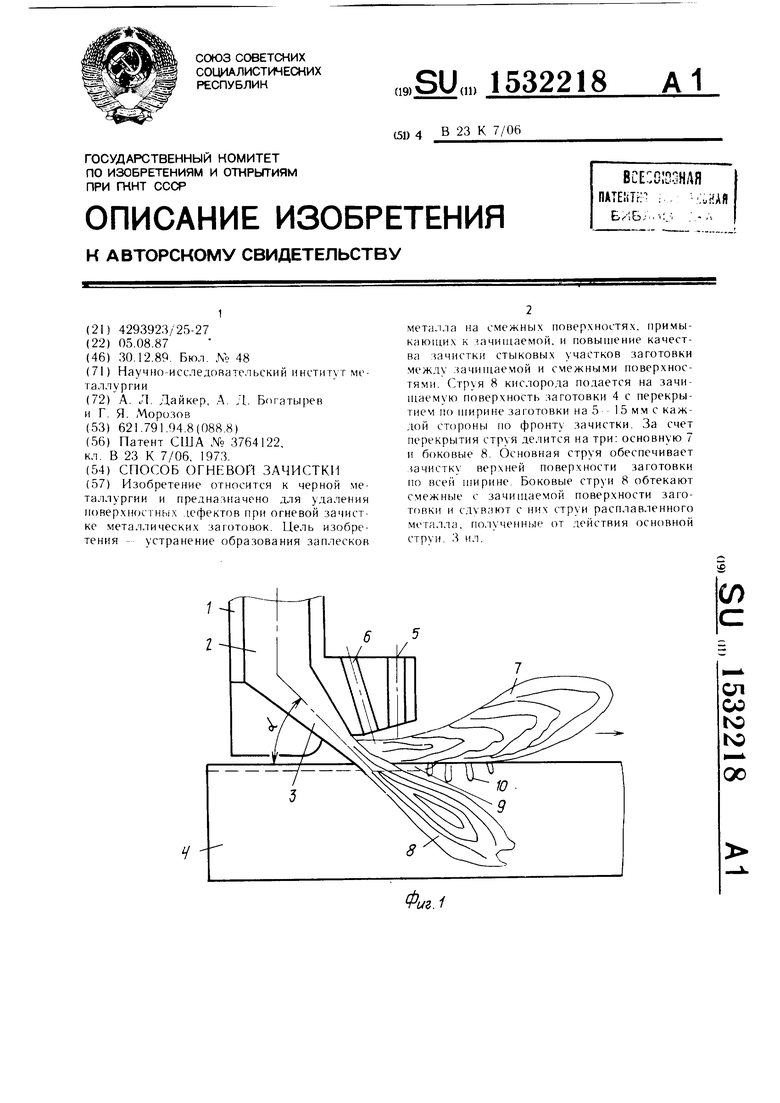
11
y/.zx.zy.
1
10
11
(fJi/e.3
| Патент США № 3764122, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
