Изобретение относится к черной металлургии и может быть использовано при сплошной и выборочной зачистке поверхности металла на прокатных.и сталеплавильных металлургических предприятиях.
Цель изобретения - повышение качества зачистки за счет равномерного съема металла по фронту зачистки, снижение расхода кислорода.
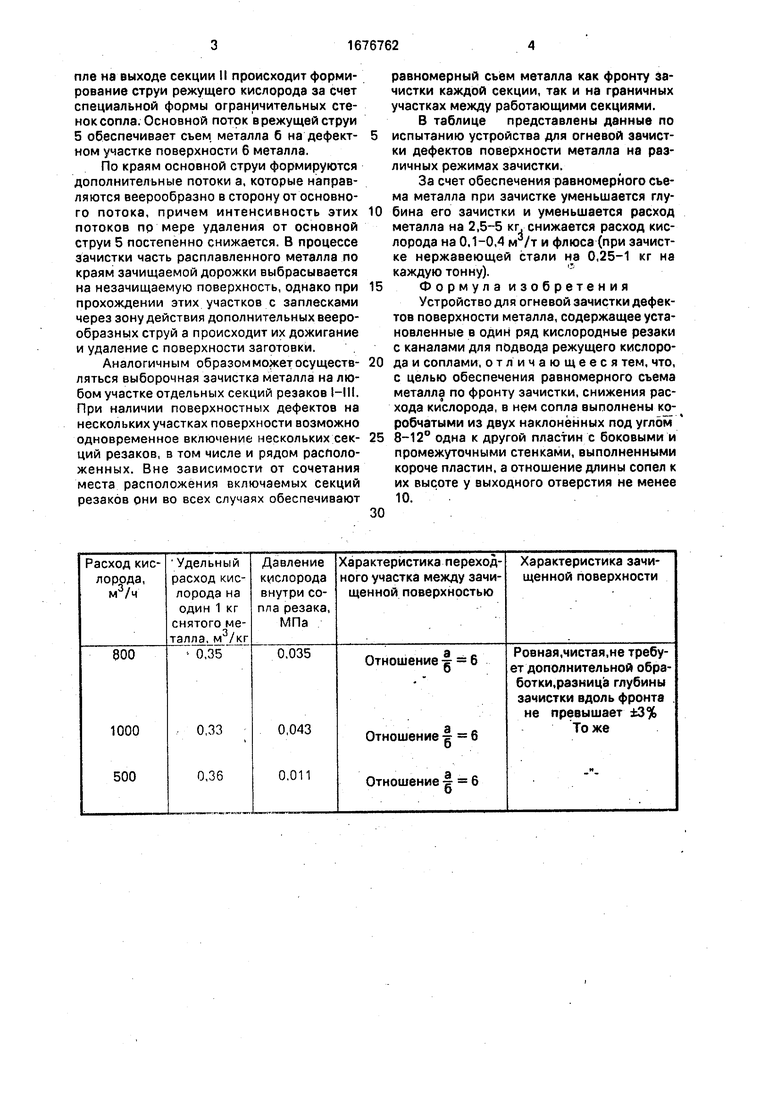
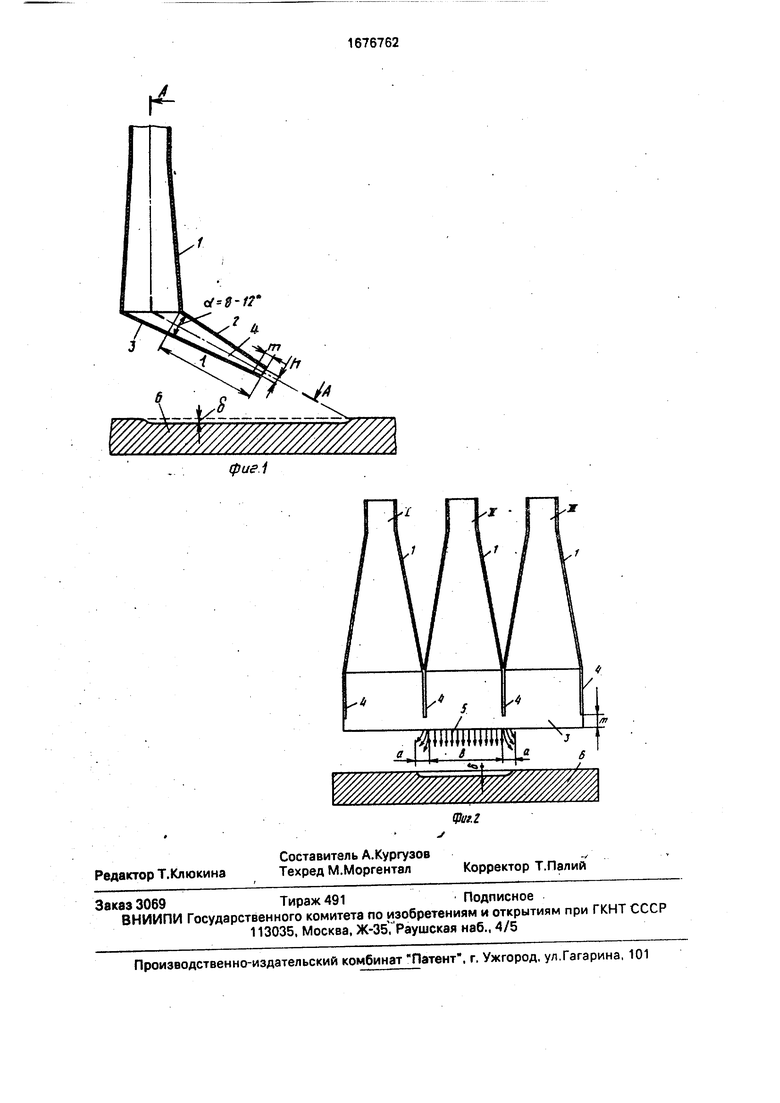
На фиг. 1 показано устройство для огневой зачистки дефектов поверхности метал- ла.вид сбоку;на фиг.2-разрез А-А на фиг.1.
ъ
Устройство состоит из блока резаков 1, состоящего из нескольких секций. У каждой секции на выходе имеется сопло для формирования струи режущего кислорода.
Сопло формируется верхней 2 и нижней 3 пластинами, наклоненными друг к другу под углом 8-12°. Сопло резака ограничено по бокам вертикальными стенками 4. Длина боковых стенок меньше на мм по сравнению с верхней и нижней стенками канала сопла, а высота канала на выходе сопла равна мм. Длина I сужающейся части сопла, отнесенная к высоте h, на выходе должка быть не менее 10.
Устройство работает следующим образом.
При выборочном удалении поверхностного дефекта, например, на участке секции II блока резаков производят зажигание мета Лл а, затем осуществляют подачу струи 5 режущего кислорода через секцию П. В соО VJ
О
S
W
пле на выходе секции II происходит формирование струи режущего кислорода за счет специальной формы ограничительных стенок сопла, Основной поток в режущей струи 5 обеспечивает съем металла 6 на дефектном участке поверхности 6 металла.
По краям основной струи формируются дополнительные потоки а, которые направляются веерообразно в сторону от основного потока, причем интенсивность этих потоков по мере удаления от основной струи 5 постепенно снижается. В процессе зачистки часть расплавленного металла по краям зачищаемой дорожки выбрасывается на незачищаемую поверхность, однако при прохождении этих участков с заплесками через зону действия дополнительных веерообразных струй а происходит их дожигание и удаление с поверхности заготовки.
Аналогичным образом может осуществляться выборочная зачистка металла на любом участке отдельных секций резаков НИ. При наличии поверхностных дефектов на нескольких участках поверхности возможно одновременное включение нескольких секций резаков, в том числе и рядом расположенных. Вне зависимости от сочетания места расположения включаемых секций резаков они во всех случаях обеспечивают
0
5
0
5
равномерный съем металла как фронту зачистки каждой секции, так и на граничных участках между работающими секциями.
В таблице представлены данные по испытанию устройства для огневой зачистки дефектов поверхности металла на различных режимах зачистки.
За счет обеспечения равномерного съема металла при зачистке уменьшается глубина его зачистки и уменьшается расход металла на 2,5-5 кг, снижается расход кислорода на 0.1-0,4 м /т и флюса (при зачистке нержавеющей стали на 0,25-1 кг на каждую тонну).
Формула изобретения
Устройство для огневой зачистки дефектов поверхности металла, содержащее установленные в один ряд кислородные резаки с каналами для подвода режущего кислорода и соплами, отличающееся тем, что, с целью обеспечения равномерного съема металла по фронту зачистки, снижения расхода кислорода, в нем сопла выполнены коробчатыми из двух наклонённых под углом 8-12° одна к другой пластин с боковыми и промежуточными стенками, выполненными короче пластин, а отношение длины сопел к их высоте у выходного отверстия не менее 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая головка для кислородно-флюсовой зачистки | 1990 |
|
SU1787719A1 |
| Способ выборочной огневой зачистки поверхности металла | 1987 |
|
SU1496941A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1986 |
|
SU1349920A1 |
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |
| Сопло резака для выборочной огневой зачистки отдельных дефектов на поверхности металлической заготовки | 1976 |
|
SU1153816A3 |
| Резак для механизированной огневой зачистки отдельных дефектов на поверхности металлического тела | 1976 |
|
SU858549A3 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ газокислородной зачистки металла и устройство для газокислородной зачистки металла | 1980 |
|
SU899292A1 |
| Способ огневой многосекционной зачистки дефектных участков поверхности заготовки | 1987 |
|
SU1542720A1 |
Изобретение относится к черной металлургии и может быть использовано при сплошной и выборочной зачистке поверхности металла на прокатных и сталеплавильных предприятиях. Цель изобретения повышение качества зачистки за счет равномерного съема металла по фронту зачистки, снижение расхода кислорода. В устройстве для формирования струи режущего кислорода выполнены сопла из наклонных под углом 8-12° друг к другу верхней и нижней пластин 2, 3 и по бокам ограниченных вертикальными стенками 4, укороченными по сравнению с пластинами у выходного отверстия. Отношение длины сопла к его высоте у выходного отверстия должно быть не менее 10. За счет выбранной формы сопла и взаимного расположения формирующих стенок обеспечивается равномерное распространение кислорода по фронту секции резака, а на краевых участках его равномерное ослабление, Обеспечивается равномерный съем металла по фронту зачистки, а на краевых участках глубина снимаемого слоя металла плавно уменьшается. 2 ил.
,.
| Устройство для огневой зачистки дефектов поверхности металла | 1986 |
|
SU1349920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
