3149
Изобретение относится к электронно-лучевой сварке, в частности к сйарке сложнопрофильных стыков на подкладке, и может быть использова- но в различных областях машиностроения.
Цель изобретения - повышение качества сварных соединений ребристых панелей.
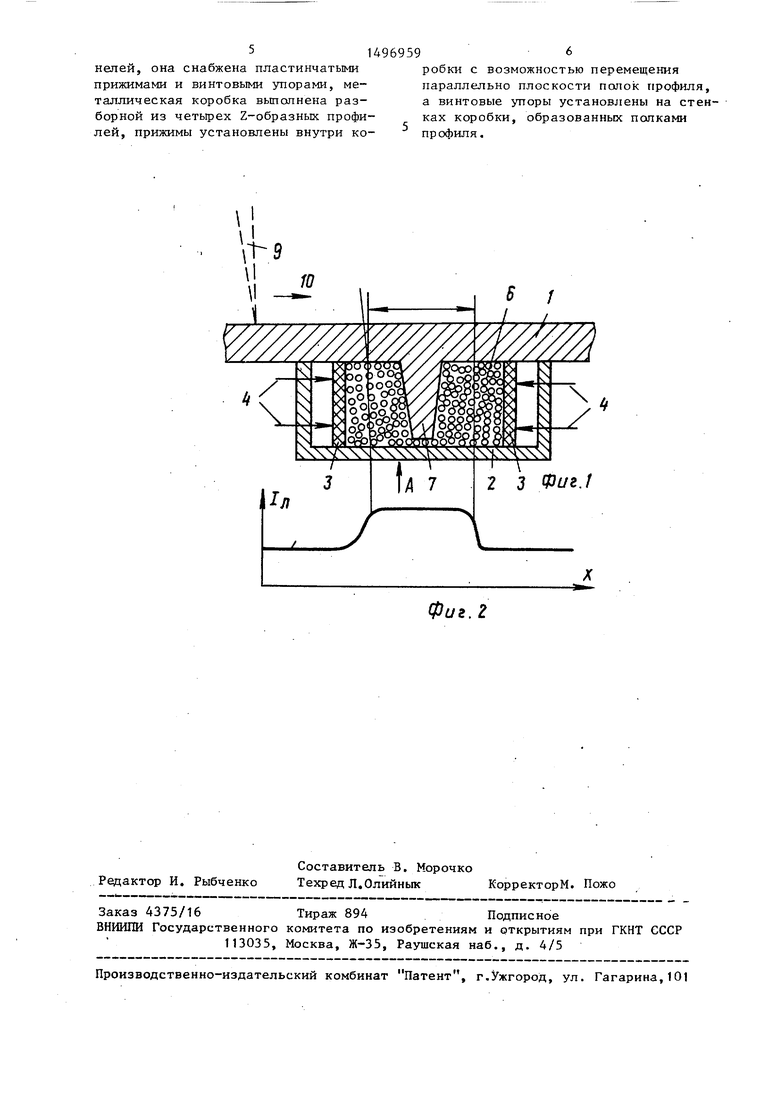
На фиг. 1 показана схема сварки ребристых панелей с подкладкой; на фиг. 2 - закон изменения тока луча в зоне ребра панелей; на фиг. 3 - вид А на фиг. 1.
Подкладка .для сварки ребристых панелей 1 вьтолнена в виде металлической коробки 2, внутри которой свободно передвигаются пластинчатые прижимы 3 под действием винтовых
упоров 4. Металлическая коробка 2 состоит из четырех Z-образных профилей, скрепленных винтами 5. Винтовые упоры 4 установлены в стенках металлической коробки 2, образован- ных полками П рофш1ёй. Металлическая коробка 2 заполняется рубленой проволокой 6. Подкладка крепится на двух стыкующихся ребрах 7 по обеим их сторонам (см. фиг. 3).
Для сварки стыка 8 ребристых панелей 1 в подкладку закладывают пруки рубленой проволоки 6 и стягивают их з орами 4. Пакет рубленой проволоки 6 уплотняется до максимальной плотности. Электронньй луч 9, перемещаясь со скоростью сварки 10, проплавляет стык полотна и ребра 7. При этом на участке дополнения полотна рубленой проволокой до толщи- ны ребра ток луча увеличивают по программе (см. фиг. 2).
За счет увеличения тока луча на участке ребра увеличивается глубина провара, и луч, проникая в пакет рубленой проволоки, сваривает ребро, обеспечивая при этом хорошее формирование шва с обратной и лицевой сторон соединения. При этом газ и пары свариваемого металла удаляются через промежутки между рублено проволокой и не препятствуют качественному формированию металла шва. } даление остатков присадочной рубленой проволоки, расплавленной лучо не представляет затруднений и осуществляется скальшанием или срезанием с последукядей зачисткой обратной стороны шва. Каждая в отдельно
5
0
5 0
л
5
5
5
сти проволока 6 легко отламывается вр уч ную.
Реализация предлагаемого технического решения осуществлена при сварке стыковых соединений ребристых панелей из сплава АМгбНПП на установке У-736, толщина полотнища панелей 10 мм, высота рабер 12 мм при их ширине 30 мм и расстоянии между ребрами 140 мм.
Перед сборкой поверхности свариваемых кромок, участвующих в формировании шва, и прилегающие участки панелей шириной до 10 мм на сторону шабрили для удаления оксидной плены. Зазор в стыке составлял не более 0,2 мм. Поверхность сварочной проволоки быаа обработана химическим полированием. Длина отрезков проволоки диаметром 2 мм составляла 80-100 мм. Ширина пакета быпа не более 20 мм по каждую сторону от ребра. Набивка пакета была максимально плотной. Прижимные планки располагались на удалении 10 мм от стыка, а их ширина была не менее 20 мм.
Сварку выполняли горизонтальным лучом при горизонтальном расположении стыка. Относительно свариваемых поверхностей луч отклоняли от перпендикулярного положения на 10-15 углом вперед. Режим сварки выбирался из условия полного проплавления стыка за один проход по максимальной толщине (толщине ребер) и соответствовал следующим параметрам: ускоряющее напряжение 60 кВ, ток пучка 170 мА; скорость сварки 60 м/ч; частота сканирования пучка 1000 Гц; диаметр развертки 1,5 мм. Вакуум в камере составлял 2-10 мм рт.ст.
Свойства соединений проверяли по материалу полотна и ребра; они соот- ветвовали свойствам основного металла сплава АМгб в отоженном состоянии (315-331 мПа).
Применение подкладки позволяет улучшить формирование шва на боковых поверхностях ребер жесткости, повысить качество изделий. - Формула изобретения
Подкладка для электронно-лучевой сварки, выполненная в виде металлической коробки, заполненной рубленой проволокой, отличающаяся тем, что, с целью повьшения качества сварных соединений ребристых панелей, она снабжена пластинчатыми прижимами и винтовыми упорами, металлическая коробка вьтолнена разборной из четырех Z-образных профилей, прижимы установлены внутри коробки с возможностью перемещения параллельно плоскости полок профиля, а винтовые упоры установлены на стенках коробки, образованных попками профиля.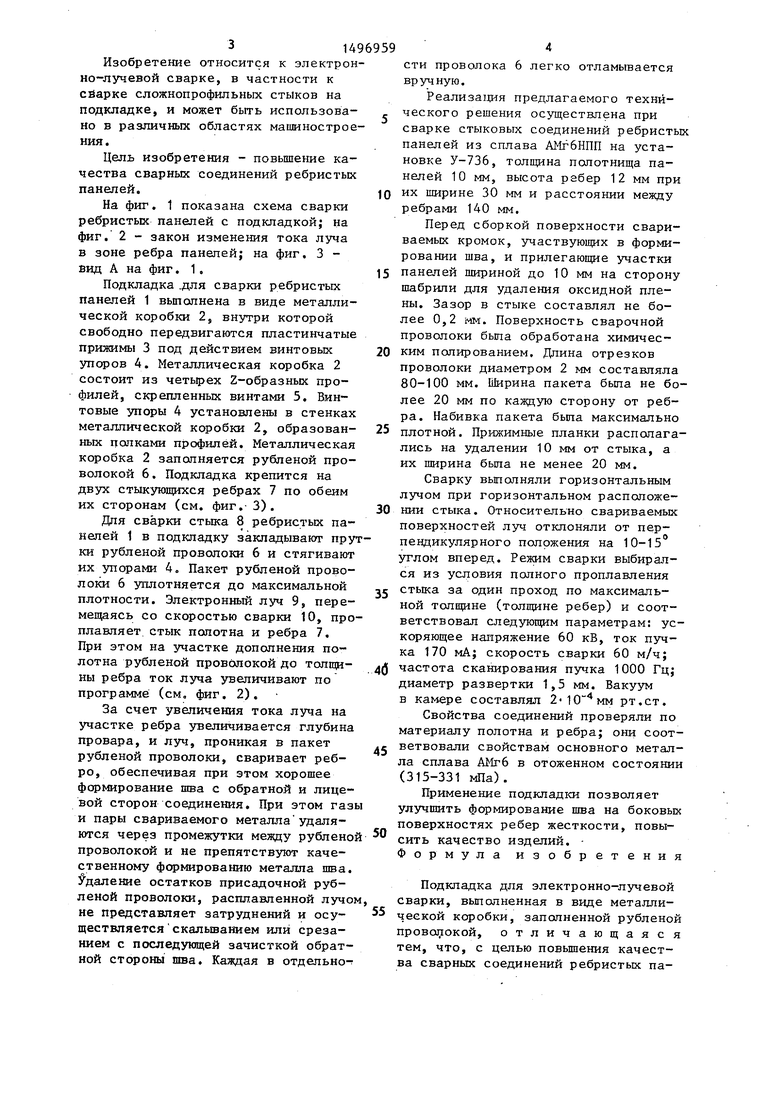
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| Способ сварки плавлением | 1989 |
|
SU1742001A1 |
| Способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов | 2023 |
|
RU2812921C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
Изобретение относится к электронно-лучевой сварке ,в частности, к сварке сложнопрофильных стыков на подкладке, и может быть использовано в различных областях машиностроения. Цель изобретения - повышение качества сварных соединений ребристых панелей. Подкладка для сварки ребристых панелей 1 выполнена в виде металлической коробки 2, внутри которой свободно передвигаются пластинчатые прижимы 3 под действием винтовых упоров 4. Металлическая коробка 2 состоит из четырех Z - образных профилей, скрепленных винтами 5. Винтовые упоры 4 установлены в стенках металлической коробки, образованных полками профилей. Металлическая коробка заполняется рубленой проволокой 6. Подкладка крепится на двух ребрах 7 по обеим их сторонам. Для сварки стыка в подкладку закладывают рубленую проволоку и стягивают ее упорами 4 до максимальной плотности. Электронный луч 9, перемещаясь со скоростью сварки, проплавляет стык полотна и ребра 7. При этом на участке дополнения полотна рубленой проволокой до толщины ребра ток луча увеличивают по программе до величины, обеспечивающей полное проплавление ребра. 3 ил.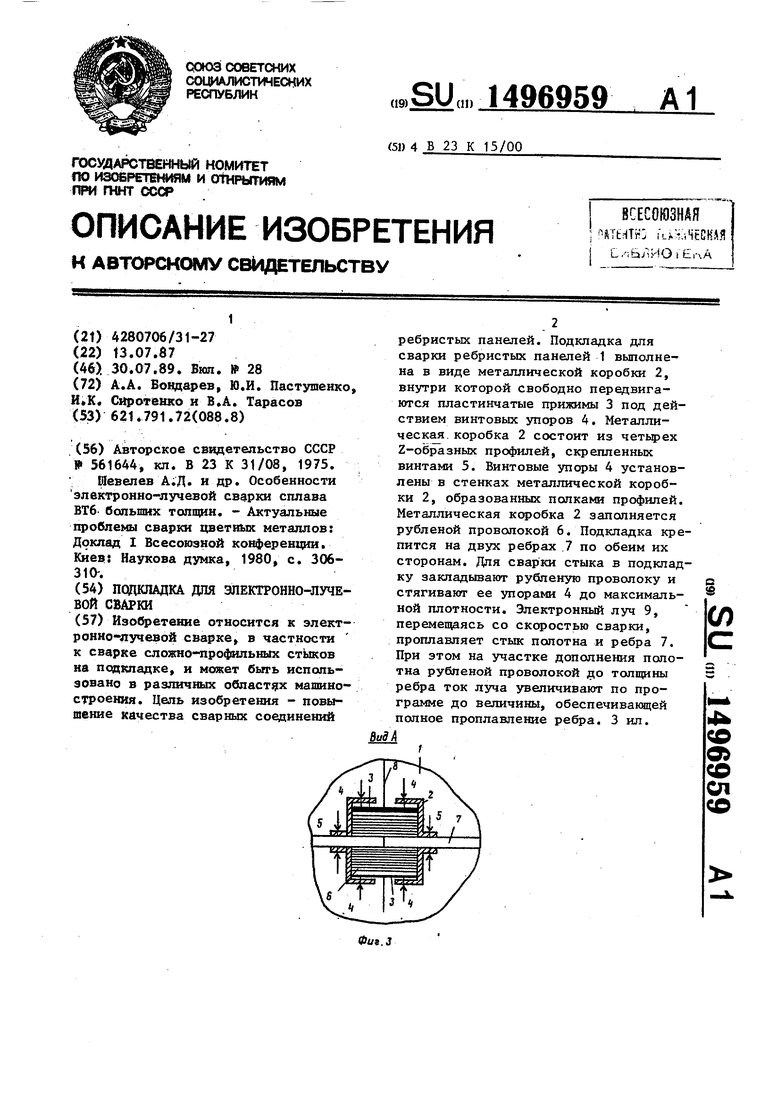
1л
2 3 Фиг./
Фиг. 2
| Способ сварки листов | 1975 |
|
SU561644A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шевелев А.Д | |||
| и др | |||
| Особенности электронно-лучевой сварки сплава ВТб больших толщин | |||
| - Актуальные проблемы сварки цветных металлов: Доклад I Всесоюзной конференции, киев: Наукова думка, 1980, с | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
